
Ультразвук — это упругая вибрация материальной среды с частотой, превышающей предел слуха (15-20 кГц).
Ультразвуковые колебания распространяются через упругие среды, такие как жидкости, твердые вещества и газы. Существует три типа ультразвуковых волн: продольные волны, поперечные волны и поверхностные волны. В твердых телах могут распространяться все три типа волн, а в жидкостях и газах могут распространяться только разбавленные и сжатые продольные волны.
Ультразвук в газах, особенно в воздухе, распространяется с большим затуханием. Жидкости и твердые вещества являются отличными проводниками с гораздо меньшим затуханием. Так, например, в воде затухание ультразвуковых волн на 1/1000 меньше, чем в воздухе.
Короткая длина ультразвука является основой для рассмотрения распространения геометрической акустики.
Физически это приводит к диаграмме распространения излучения.
Это означает характеристики ультразвука, такие как возможность геометрического отражения и преломления, а также фокусировка звука.
- Следующей важной особенностью ультразвука является возможность получения высокой прочности при относительно малых амплитудах колебаний. Высокоинтенсивный ультразвук имеет множество эффектов, которые можно объяснить только законами нелинейной акустики.
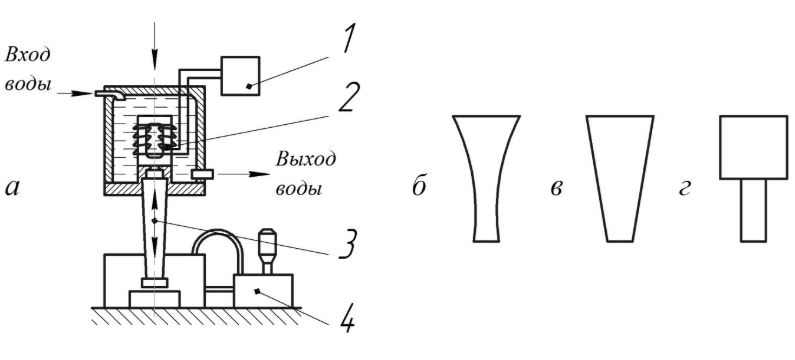
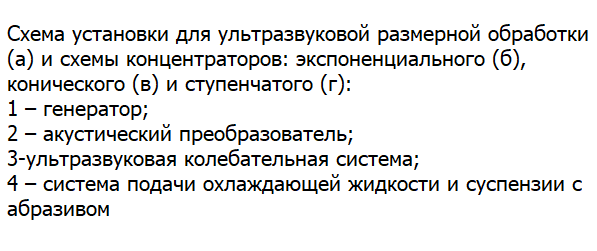
Ультразвуковые устройства, используемые для определения размера материала, включают в себя: Акустические преобразователи, ультразвуковые вибрационные системы, системы подачи и выпуска охлаждающей жидкости и суспензии с абразивными материалами.
Ультразвуковые генераторы предназначены для преобразования тока промышленной частоты (50 Гц) в ток высокой частоты.
Акустические преобразователи предназначены для преобразования электрических высокочастотных колебаний в механические. Магнитострикционные и пьезоэлектрические преобразователи в основном используются для обработки размеров.
Магнитострикционные преобразователи используют эффект продольной магнитострикции, который заключается в изменении длины ферромагнитного сердечника, помещенного в магнитное поле. Простейшим магнитострикционным преобразователем является сердечник, выполненный в виде стержня или рамы с обмоткой возбуждения. Когда переменный ток проходит через обмотки, в сердечнике создается переменное магнитное поле, которое вызывает упругую деформацию и вызывает продольную вибрацию сердечника.
Чтобы уменьшить потери тока Фуко, металлический сердечник вытягивается из тонкой штампованной пластины или наматывается из тонкой ленты. Магнитострикционный преобразователь охлаждается водой. Максимальная электроакустическая эффективность в диапазоне частот 20-30 кГц составляет 50-70%. По мере увеличения частоты колебаний ее значение уменьшается.
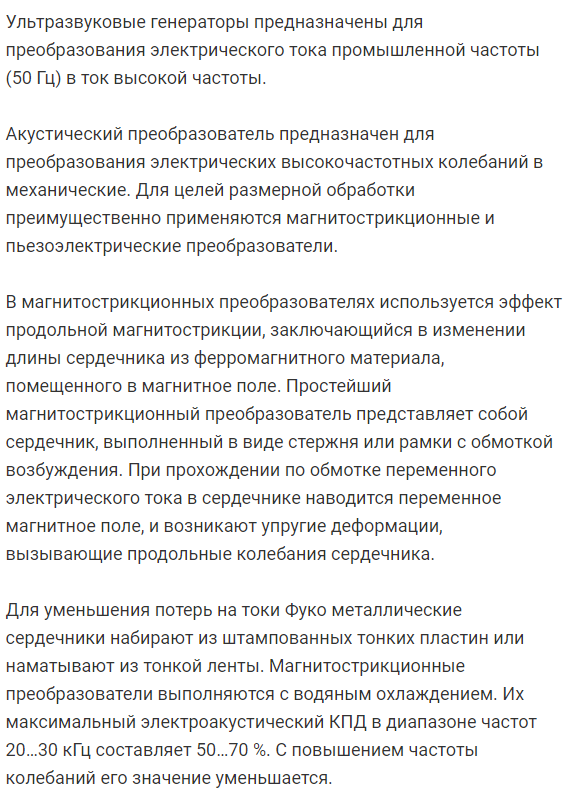
Обработка ультразвуком основана на воздействии поверхности инструмента на вершину самого большого абразивного зерна. Этот метод состоит из двух основных процессов. Абразивный ударный пресс, трещины и отделение мелких частиц хрупких материалов. Циркуляция и смена абразивов в рабочей зоне. Существует хрупкое разрушение обрабатываемого материала и в то же время вязкое разрушение инструмента.
- Когда поверхность инструмента попадает на абразив, наконечник частицы вдавливается в поверхностный слой детали и инструмента. Введение абразивных частиц в инструмент приводит только к пластической деформации, создавая сеть напряжений на поверхностном слое заготовки.
Под воздействием напряжения, вызванного последующим воздействием на поверхность инструмента, микротрещины расширяются и образуются новые трещины.
Зона разрушения возникает в результате деления частиц в тот момент, когда максимальное касательное напряжение зоны вдавливания превышает сопротивление сдвигу. Перенос абразивной воды расширяет микротрещины, облегчая формирование стружки, отправляя новый абразив в зону обработки, а также охлаждающие инструменты и детали.
Влияние ультразвукового контроля на режущий инструмент или обрабатываемую деталь может возникнуть, когда:
- Периодически меняйте величину и направление фактического вектора скорости резания.
- Угол инструмента и толщина режущего слоя периодически меняются.
- Изменения в характере загрузки приложений-зон, формировании стружки и режущих инструментов вместо статического опыта с переменным динамическим нагружением.
- Измените формирование поверхностного слоя детали при обработке заготовки.
- Улучшает условия проникновения СОЖ в зону резания.
- Изменения в контактном взаимодействии на рабочей поверхности режущего инструмента приводят к образованию стружки и уменьшению деформации в зоне силы резания.
Смотрите также:
Примеры решения задач по материаловедению
