
Оглавление:

Измерение среднего диаметра и шага наружной резьбы
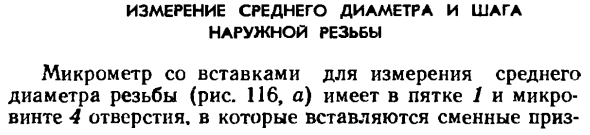
- Микрометр со вставкой для измерения среднего диаметра нити (рис. 116, а) имеет четыре отверстия в пятке 1 и микровинт, которые можно заменить Устройство, схема установки Рисунок 117. Трехпроводный метод измерения матические 2 и конические 3 вставки. Восемь наборов вставок используются для измерения метрической и трапециевидной резьбы, а шесть наборов вставок используются для измерения дюймовой резьбы. Барабан скользит, чтобы компенсировать изменения длины вставки.
При разработке такого измерительного устройства сигнал чувствительного элемента, воспринимающего действие измеряемой величины, достигает уровня, способного привести в действие небольшой электродвигатель. Людмила Фирмаль
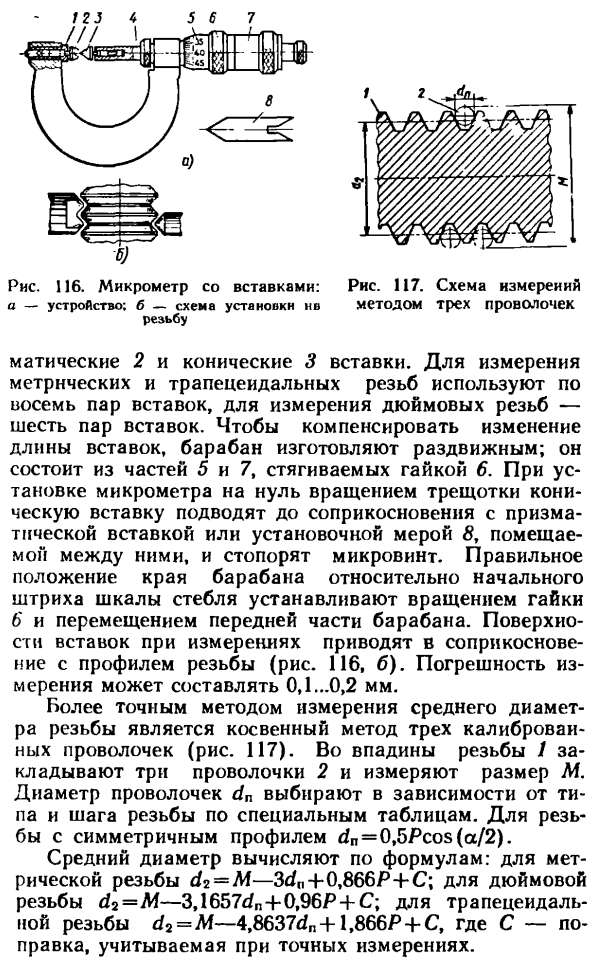
Когда храповик поворачивается и микрометр установлен на ноль, коническая вставка контактирует с призменной вставкой или установочной мерой 8, размещенной между ними, и микровинтовой фиксатор блокируется. Правильное положение кромки барабана относительно начального хода шкалы штока устанавливается вращением гайки 6 и перемещением передней части барабана. Измеряемая поверхность вставки соприкасается с профилем резьбы (рис. 116, б). Погрешность измерения составляет от 0,1 до 0,2 мм. Более точным методом измерения среднего диаметра нити является косвенный метод трех калиброванных проводов (Рисунок 117).
- Три проволоки 2 проложены в углублении нити 1, измерен размер М, а диаметр проволоки c1n выбирается в соответствии с типом резьбы и шагом согласно специальной таблице. Для резьб симметричного профиля np = 0,5Рсоз (а / 2). Средний диаметр рассчитывается по следующей формуле: Для метрической резьбы d2 = M 3c / p + 0,866P + C, для дюймовой резьбы d2 = M 3,1657 </ n + 0,96P + C, для трапециевидной резьбы c12 = M 4,8637y + 1,866P + C Где C поправка, которая учитывается для точных измерений. Рисование 118.
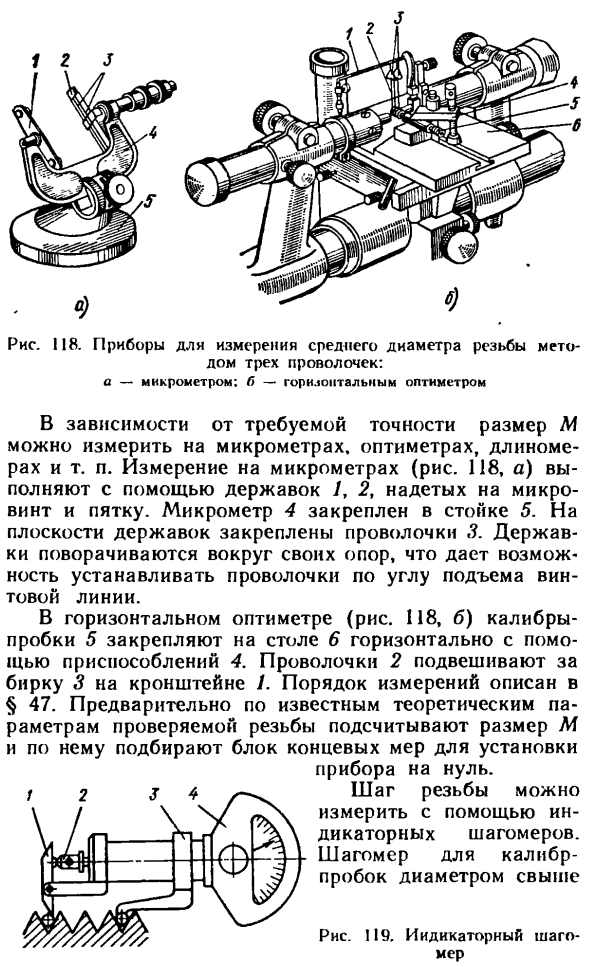
Оборудование для измерения среднего диаметра трехпроводной нити: В зависимости от требуемой точности размер М может быть измерен микрометром, оптимизометром, измерителем длины и т. Д. Измерение микрометра (рис. 118, а) выполняется с помощью держателя /, 2, к которому крепятся микро винт и пятка. Микрометр 4 закреплен на стойке 5. Провод прикреплен к плоскости держателя 3. Держатель вращается вокруг опоры. Возможность размещения проволоки под углом возвышения спирали. С помощью горизонтального оптимизометра (рис. 118, б) штекерный датчик 5 прикреплен горизонтально к столу 6 с помощью устройства 4. Провод 2 подвешен за метку 3 на кронштейне 1.
Маховик 9 измерительного блока 12 подводится к колесу так, чтобы наконечник 16 встал в полость колеса и зафиксировал винт 10. Людмила Фирмаль
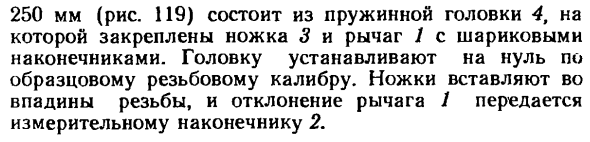
Процедура измерения описана в § 47. M Затем выберите конец основного блока и установите устройство на ноль. Шаг резьбы можно измерить с помощью указанного шагомера. Шагомер для калибровочных заглушек больше диаметра Рисунок 119. Шаг индикатора 250 мм (рис. 119) состоит из пружинной головки 4, на которой закреплены ножка <3 и рычаг / шаровой наконечник. Согласно примерному винтовому указателю, головка установлена в ноль. Ножка вставляется в углубление для резьбы, а смещение рычага 1 передается на измерительный наконечник 2.
Смотрите также:
| Основные элементы и параметры резьбы | Измерение параметров наружной резьбы на микроскопах |
| Резьбовые калибры | Сведения об измерении внутренней резьбы |
