
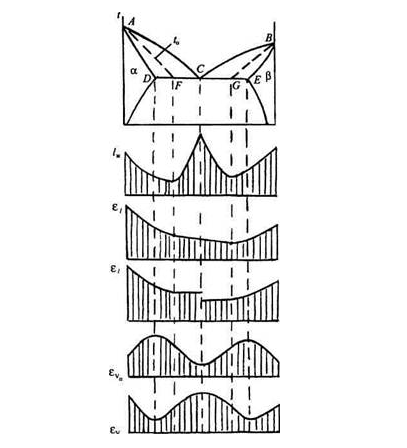
Соотношение между характеристиками литья и фазовой диаграммой сплава:
- а это диаграмма состояний
- б- Жидкая честь.
- линейная усадка сплавов с близкими c-компонентными свойствами;
- Линейная усадка сплавов, содержащих компоненты с существенно различными g-характеристиками.
- процент объемной усадки сплава, который появляется при образовании d-пор;
- е — скорость объемной усадки сплава, образование усадочных раковин, наличие узкой двухфазной зоны (расплав, содержащий осажденные кристаллы), и поток расплава до 60-80% от объема отливки затвердевает Появляется при удержании секса.
В то же время, непрерывное затвердевание может быть достигнуто только при наличии большого градиента температуры по всей секции отливки. В этом случае отливка приобретает столбчатую структуру, улучшая плотность и воздухонепроницаемость. Эвтектические сплавы расположены близко друг к другу.
Сплавы с узким интервалом температур кристаллизации включают, в частности, латунь.
В сплавах на основе твердых растворов и гетерогенных структур с кристаллизацией в широком диапазоне температур (AGcr> 100 ° C), когда разветвленные кристаллы (дендритные кристаллы) высвобождаются в расплав почти одновременно по всему объему отливки, твердофазное состояние Коагуляция происходит за счет образования широкой области.
Этот тип процесса кристаллизации называется объемным отверждением. Поскольку вязкость увеличивается, поток расплава прекращается, даже если содержание твердого вещества превышает 20-35% объема. Температура, при которой поток расплава прекращается, называется температурой нулевой текучести t0.
Во время объемного затвердевания при кристаллизации оставшейся жидкой фазы выделяется газ, растворенный в расплаве всей отливки, заполняя множество пор газом и небольшой усадочной оболочкой. Алюминиевые сплавы, содержащие 5-10% меди, расположены на большом расстоянии.
На текучесть сильно влияют физические свойства сплава. По мере увеличения количества тепла, выделяемого во время затвердевания и охлаждения отливки, текучесть увеличивается с увеличением теплоемкости металла и удельной теплоты кристаллизации.
Вязкость расплава, которая увеличивается с понижением температуры, снижает текучесть.
- С другой стороны, высокое поверхностное натяжение y значительно ускоряет разливку металла, но с другой стороны способствует скруглению острых углов и краев отливки.
Расход жидкости зависит от теплофизических свойств материала пресс-формы. Мера скорости, с которой материал пресс-формы может поглощать тепло расплавленного металла, является коэффициентом накопления тепла.
Смотрите также:
Примеры решения задач по материаловедению
