
При пластической деформации металла желаемая форма заготовки достигается путем перемещения частиц металла в новое положение, пока частицы металла находятся в устойчивом равновесном состоянии. В этом случае начальная масса формируемого металла остается постоянной.
Как правило, плотность материала немного увеличивается, поскольку процесс деформации осуществляется с существенным применением растягивающих или сжимающих сил. Это особенно заметно на ранних этапах обработки давлением исходного литейного материала.
Во время деформации устраняется утечка в металле при затвердевании из жидкой фазы.
Подобно деформации металла после прокатки, изменение плотности очень мало с дальнейшей деформацией.
Кроме того, при холодной деформации металла, интенсивном внутризеренном и межзерновом скольжении происходит микрокристаллический механический разрыв, в объеме металла появляются микропороты, и плотность уменьшается (0,1-0,2%).
Следовательно, если обработка давлением подвергается обработке как уже деформированный (некачественный) процесс формования металла, можно предположить, что объем обработки не изменяется.
В теории формования металла эта позиция называется условием постоянного объема.
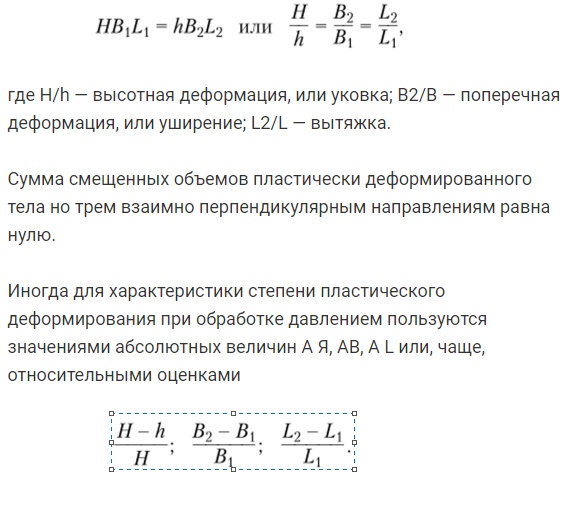
- Если начальный объем заготовки в форме куба равен HBL, и если объем постоянен после деформации, уравнение
- Где H / h — деформация или ковка на большой высоте, B2 / B — боковая деформация или распространение, L2 / L-капот.
- Общий смещенный объем пластически деформированного объекта, но три взаимно перпендикулярных направления равны нулю.
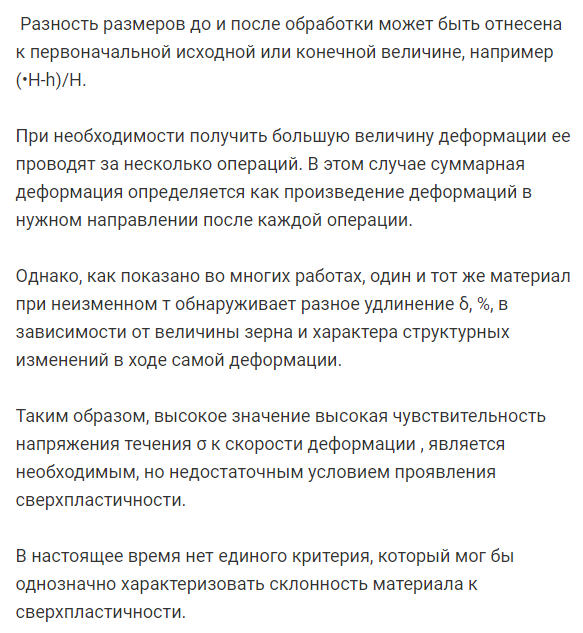
Иногда абсолютные значения AI, AB, AL или чаще относительные оценки используются для характеристики степени пластической деформации при обработке давлением.
Difference Разница в размерах до и после обработки может быть связана с исходным источником или конечным значением (например, (H-h) / H).
При необходимости это выполняется за несколько операций для получения большого количества деформации. В этом случае общая деформация определяется как произведение деформации в нужном направлении после каждой операции.
Однако, как показано во многих исследованиях, один и тот же материал с постоянной m демонстрирует различные удлинения δ,%, в зависимости от размера зерен и характера структурного изменения самой деформации.
Поэтому необходимо высокочувствительное значение напряжения течения σ по отношению к скорости деформации, но оно недостаточно для развития сверхпластичности.
В настоящее время нет единого критерия, который бы однозначно характеризовал склонность материала к суперпластификации.
Поэтому, в дополнение к значению m, должны быть определены другие свойства для определения пластических и сверхпластических трендов материала. Наиболее полезную информацию предоставляют данные об относительном максимальном удлинении δ, значениях в% и диапазоне устойчивых стадий деформации на диаграмме истинного растяжения.
Что касается внешнего проявления сверхпластичности, то, помимо высокого значения m, оно включает в себя равномерное удлинение образца без образования шейки и очень небольшое упрочнение при деформации, которое максимизируется на ранних стадиях деформации.
Смотрите также:
Примеры решения задач по материаловедению
| Строение слитка. | Сварочные источники теплоты. |
| Влияние различных факторов на пластичность металлов и сопротивление пластическому деформированию. | Литейные свойства сплавов. |
