
Различные виды стали и цветных металлов обрабатываются путем волочения меди и ее сплавов, алюминия и его сплавов. Диапазон изделий, полученных путем волочения, составляет от 0,002 до 5 мм в диаметре из проволоки и литьевого профиля. Стальные трубы диаметром от капилляров до 200 мм калибруются путем вытягивания стальных стержней диаметром от 3 до 150 мм.
Первая заготовка для волочения — это катаные или прессованные прутки и трубы из стали, цветных металлов и их сплавов.
Чертеж гарантирует точность размеров, низкую шероховатость поверхности и дает очень тонкий профиль. В то же время металл затвердевает из-за того, что он вытягивается в условиях холодной деформации. Заклепки. Чтобы восстановить пластичность, затвердевший металл подвергают промежуточному отжигу.
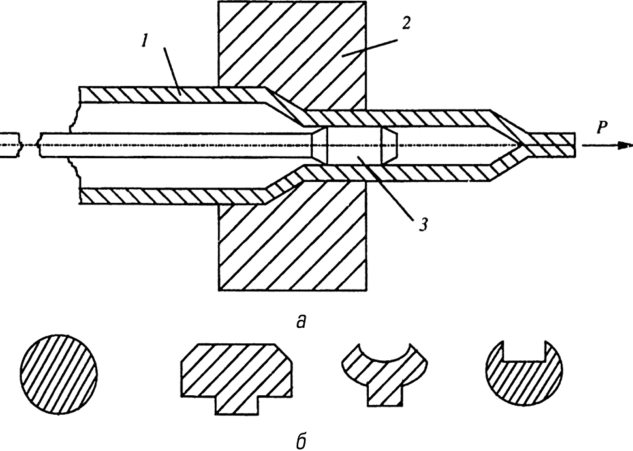
Пример профиля, полученного по схеме чертежа трубы a и чертежа b 7-заготовка; 2-перетаскивание; 3-пробивная штанга
Инструмент для рисования представляет собой пресс-форму из инструментальной стали, керметного сплава и промышленного алмаза. Рисование осуществляется с помощью барабана и цепной мельницы.
Чертеж включает в себя нанесение заготовки из конического отверстия инструмента. Этот инструмент называется проволокой или штампом.
Вытягивание S уменьшает площадь поперечного сечения заготовки, что приводит к форме и размеру проволочного отверстия. В результате длина изделия увеличивается.
- Степень деформации оценивается коэффициентом вытяжки.
Поскольку растягивающее усилие притягивается к обрабатываемой детали, растягивающее напряжение создается в зоне деформации Me, поэтому коэффициент растяжения за один проход не превышает 1,3.
Чертеж используется для получения непрерывного профиля и изменения диаметра трубы.
- Если вы перетащите трубу без оправки, изменится только внешний диаметр трубы, а толщина стенки не изменится.
- При рисовании с помощью оправки диаметр и толщина трубы будут меняться. Это определяется зазором между оправкой и диаметром на выходе.
- В дополнение к полировке выхода проволоки, различные смазки используются для изменения силы трения во время волочения проволоки.
Обычно для достижения желаемого профиля требуется большая деформация, которая не может быть достигнута за один проход. Следовательно, он используется для вытягивания при непрерывном уменьшении поперечного сечения непрерывно расположенных штампов.
Поскольку во время деформации между проходами происходит значительное затвердевание, происходит отжиг и снятие напряжения. Чертеж обеспечивает высокую точность геометрических размеров, низкую шероховатость поверхности и обеспечивает очень тонкий профиль стенки.
Смотрите также:
Примеры решения задач по материаловедению
| Особенности сварки конструкционных материалов | Металлургические основы плавки |
| Параметры технологического процесса резания | ГОСТы по материаловедению |
