
Оглавление:

Приборы для контроля параметров сверл, зенкеров, протяжек и метчиков
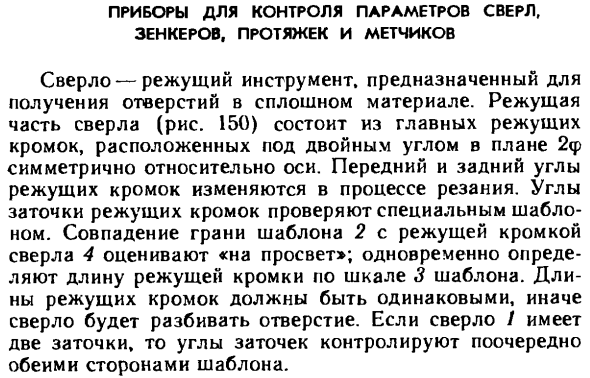
- Режущий инструмент Drill A предназначен для сверления отверстий в твердых материалах. Режущая часть сверла (рис. 150) состоит из основных режущих кромок, расположенных симметрично относительно оси 2 под двумя углами плана 2 <p. Передняя и задняя кромки режущей кромки меняются в процессе резки. Заточка режущей кромки проверяется по специальному шаблону. Соответствие между кромкой шаблона 2 и режущей кромкой сверла 4 оценивается по зазору . В то же время длина режущей кромки определяется по шаблонной шкале 3. Длина клинка должна быть одинаковой.
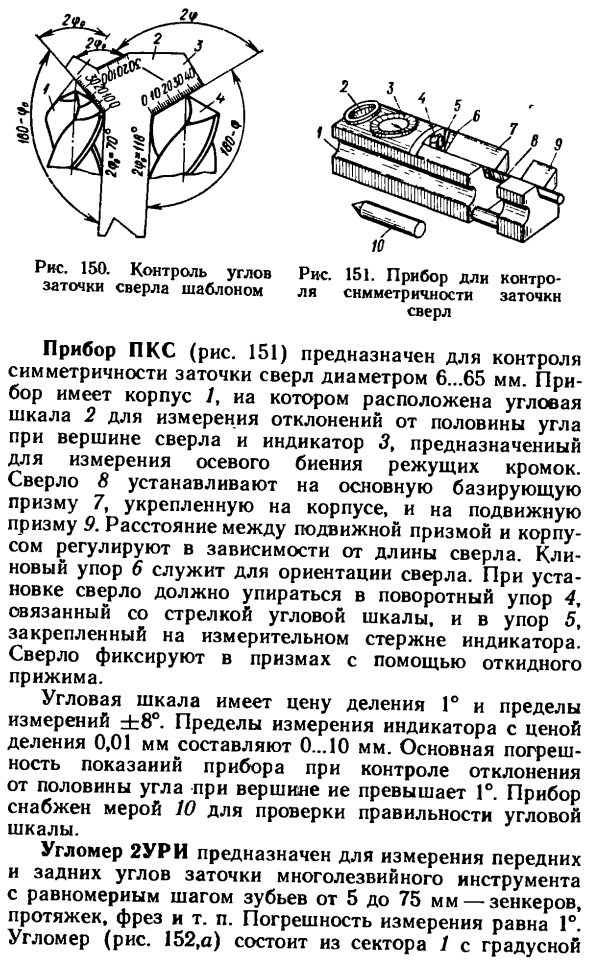
В противном случае, сверло сломает отверстие. Если сверло имеет две заточки, угол заточки регулируется поочередно с обеих сторон шаблона. Рисунок 150: Управление углом заточки шаблона сверла Рисунок 151. Прибор для проверки острой симметрии Устройство PKS (рис. 151) предназначено для контроля симметрии заточного сверла диаметром 6 65 мм. Это устройство имеет корпус 1, в котором расположена угловая шкала 2 для измерения отклонения от половины угла верхней части сверла и индикатор 3, предназначенный для измерения осевого отклонения режущей кромки. Сверло 8 прикреплено к основной базовой призме 7, корпусу и подвижной призме 9.
При анализе точности электронного элемента прибора используется замкнутая цепь, где звеном является величина сопротивления, емкости, индуктивности, силы тока и других физических величин. Людмила Фирмаль
Расстояние между подвижной призмой и корпусом регулируется в зависимости от длины сверла. Упор 6 клина помогает определить направление сверла. Во время установки сверло должно упираться в упор вращения 4, привязанный к стрелке гониометра, и вводить упор 5, прикрепленный к измерительному стержню индикатора. Дрель закреплена на призме с помощью складного зажима. Шкала углов имеет цену разделения G и предел измерения ± 8 °. Предел измерения для индикаторов с разделенной ценой 0,01 мм составляет от 0 до 10 мм. Основная ошибка считывания устройства при контроле отклонения от половины угла вершины превышает G.
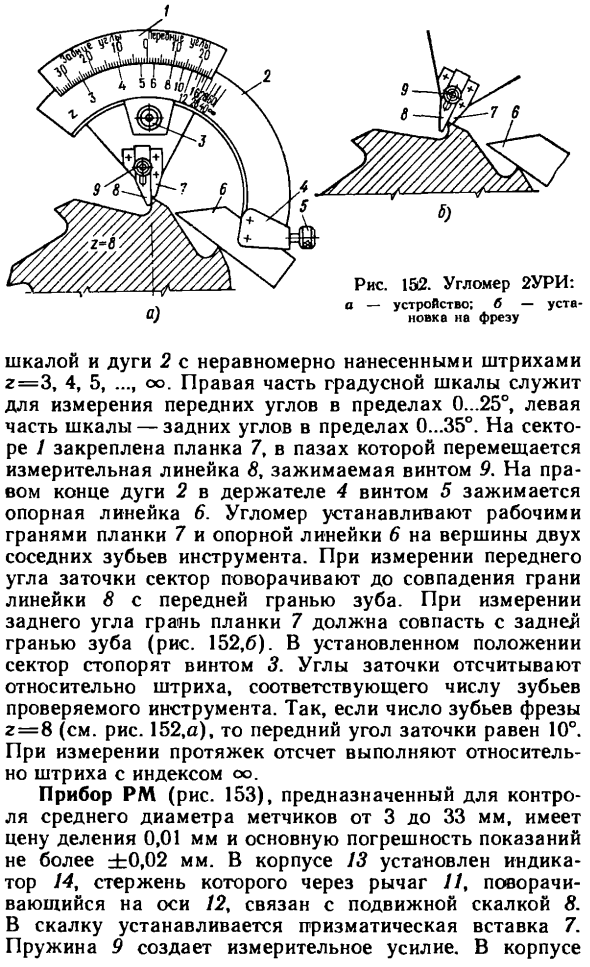
- Устройство оснащено 10 измерениями для проверки точности шкалы углов. Гониометр 2URI предназначен для измерения острого угла передней и задней части многолезвийного инструмента с равномерным шагом зубьев от 5 до 75 мм. Зенковка, протяжка, фреза и т. Д. Погрешность измерения составляет G. Гониометр (рис. 152, а) является сектором 1 градуса Неравномерная шкала хода и дуга 2 r = 3, 4, 5, co. Правая часть шкалы градусов используется для измерения переднего угла в диапазоне от 0 до 250, а левая часть шкалы измеряет задний угол в диапазоне от 0 до 350. Ремень 7 прикреплен к сектору , а измерительная линейка 8 прикреплена к пазу винтом 9.
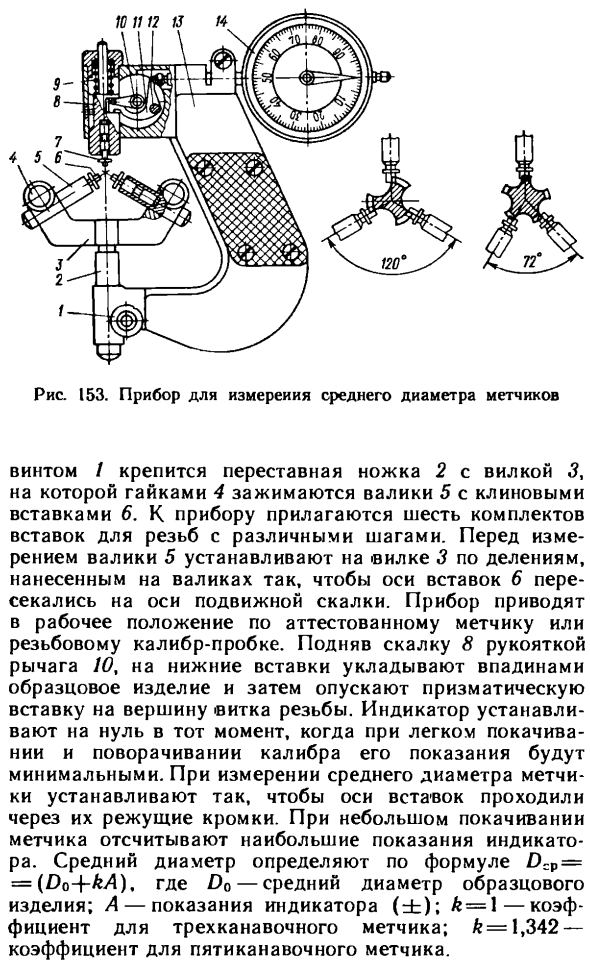
На правом конце дуги 2 опорная линейка 6 прикреплена к держателю 4 винтом 5. , При измерении острого угла спереди вращайте сектор, пока край линейки 8 не совпадет с передним краем зуба. При измерении заднего угла конец стержня 7 должен совпадать с задним концом зуба (рис. 152.6). В установленном положении сектор заблокирован винтом 3. Угол заточки отсчитывается от хода, соответствующего числу зубьев тестируемого инструмента. Поэтому, когда число зубьев фрезы составляет r = 8 (см. Рис. 152, а), угол перед заточкой составляет 10 °. При измерении брошей подсчет производится по ряду с индексом oo. Цена разделения устройства RM (рис. 153), предназначенного для управления средним диаметром ответвления от 3 до 33 мм, составляет 0,01 мм с базовой ошибкой считывания ± 0,02 мм или менее.
Неумение правильно использовать измерительные приборы для оценки результатов измерений часто является причиной ошибочных выводов, снижения качества продукции и т. д. Людмила Фирмаль
Индикатор 14 прикреплен к корпусу 13, а его стержень соединен с подвижным скалкой 8 через рычаг 11, который вращается вокруг оси 12, призматическая вставка 7 прикреплена к скалке, а пружина 9 обеспечивает измерительное усилие. генерироваться. В этом случае Рисунок 153. Прибор для измерения среднего диаметра метчика Вверните закрепите съемную ножку 2 вилкой 3. На вилке 3 гайка 4 зажимает ролик 5 с клиновой вставкой 6. Перед измерением ролик 5 прикреплен к вилке 3 в соответствии с меткой на ролике, так что ось вставки 6 пересекает ось подвижного скалка. Устройство перемещается в рабочее положение с помощью сертифицированного метчика или резьбовой пробки.
Подняв скалку 8 за рукоятку рычага 10, поместите модельное изделие в нижнюю полую вставку, а затем опустите призматическую вставку в верхнюю часть резьбы. Индикатор обнуляется в тот момент, когда показания сводятся к минимуму из за небольшого колебания калибра и вращения. При измерении среднего диаметра метчик устанавливается так, чтобы ось вставки проходила через режущую кромку. Лучшее показание индикатора подсчитывается, когда слегка встряхивают кран. Средний диаметр определяется по формуле Osr = (Oo + 4). Где Оо средний диаметр модели изделия. Показание индикатора A (±); L = коэффициент ответвления 1 3 канавки. k = коэффициент 1.342 5 метчика.
Смотрите также:
| Измерение микротвердости | Методы и средства автоматического контроля размеров в машиностроении. Общие сведения |
| Средства контроля углов резцов | Классификация средств автоматического контроля |
