
Оглавление:
Сварка трением происходит в твердом состоянии
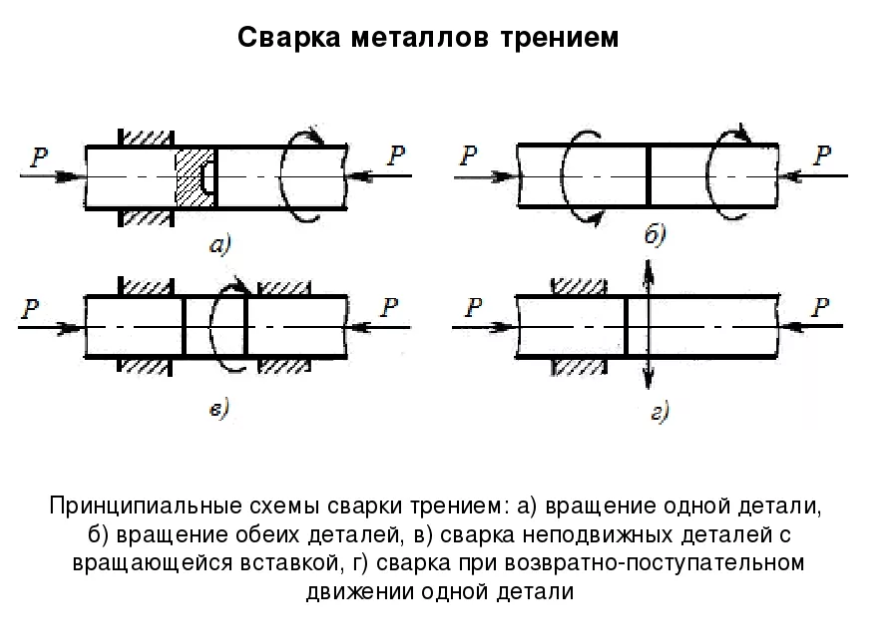
Сварка трением происходит в твердом состоянии под воздействием тепла, возникающего в результате трения о поверхность сварного изделия . Поверхностное трение достигается путем вращения свариваемых деталей и сжатия их с силой Р.
Во время сварки наблюдается существенная пластическая деформация на свариваемой поверхности.
Прочные сварные соединения образуются в результате металлических связей между молодыми (чистыми) контактными поверхностями свариваемых деталей.
Различные включения и пленки, которые предотвращают образование этих связей на поверхности металла, разрушаются трением и удаляются из зоны радиального шва из-за значительной пластической деформации поверхности трения.
Чтобы получить необходимую деформацию, металл находится в состоянии повышенной пластичности с помощью тепла, возникающего в результате трения. Механическая энергия преобразуется непосредственно в тепло, а выделение тепла строго локализуется в тонком поверхностном слое металла. Эта особенность процесса определяет основные преимущества сварки трением.
- Сила трения создается на поверхности детали, сжатой силой P. Работа, затраченная на преодоление этих сил, превращается в тепло, которое выделяется на поверхности трения и резко нагревает металл до температуры, необходимой для образования сварного соединения. При применении к сварке стали эти температуры составляют 950-1300 ° С (1223-1573 К) в зависимости от режима процесса. Как только требуемая температура достигнута, относительное движение деталей должно быть остановлено как можно быстрее (почти мгновенно).
Прочное сварное соединение
Процесс формирования сварного соединения завершается ковкой. Сжимающее усилие прикладывается к нагретой, но уже неподвижной части в течение некоторого времени. После ковки происходит естественное охлаждение сварных деталей.
Поскольку объем тонкого слоя нагреваемого металла очень мал, весь цикл нагрева обычно занимает очень короткое время (от нескольких секунд до 30 минут), поэтому производительность сварки трением очень высока, а электрический контакт Только сварка сопоставима.
Небольшое количество металла, который нагревается во время сварки трением, также определяет очень высокие энергетические характеристики процесса. Потребление энергии и мощность оборудования при сварке трением составляют от 5 до 1/10 по сравнению с контактной сваркой. Это обеспечивает равномерную фазовую нагрузку и высокий коэффициент мощности (φ = 0,8 ÷ 0,85) в сети электропитания.
- Одним из важнейших преимуществ сварки трением является высокое качество сварных соединений. При правильно выбранном режиме сварки прочность и пластичность металла в зоне, примыкающей к соединению, больше, чем у основного металла свариваемой детали. Это связано со следующими причинами.
Особенность процесса
- Радиальная деформация металла удаляет все оксиды и адсорбированные пленки и различные посторонние предметы при сварке трением от соединения к валику. Тесный контакт между поверхностями трения предотвращает образование оксидов в процессе сварки.
- В зонах термического влияния и прилегающих областях металл приобретает структуру с равноосными остро отполированными зернами.
- Такая структура образуется в результате быстрого локального нагрева небольших количеств металла и быстрого охлаждения в присутствии больших давлений, достигающих более 300-500 бар (29,4-49,0 МН / м2), и даже зерновых машин Процесс дробления выполняется.
Сварные соединения, выполненные сваркой трением без перенастройки станка, имеют высокий индекс (прочность на растяжение, угол изгиба, ударную вязкость).
Это объясняется неизменностью основных параметров процесса (относительная скорость вращения, осевая сила, время нагрева) и тем фактом, что свойства сварного соединения фактически не зависят от таких внешних факторов. К ним относятся колебания питающей сети, качество вспомогательных материалов, качество сварщика и усталость.
Эти факторы при других видах сварки сильно влияют на стабильность свойств сварного соединения.
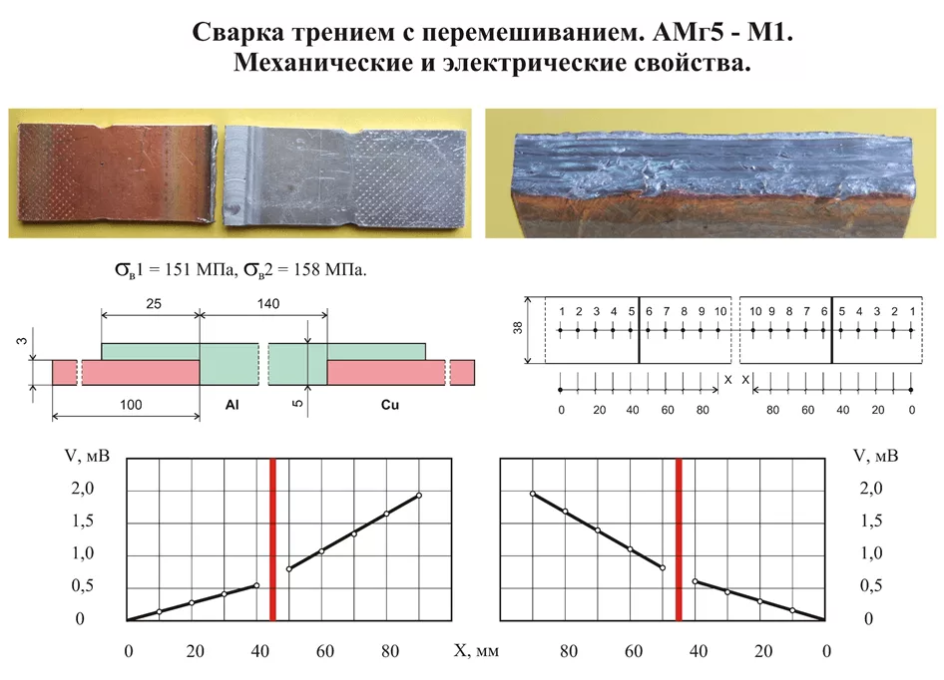
Сварка трением позволяет получать прочные соединения не только от одного и того же названия, но и от множества комбинаций различных металлов и сплавов, в том числе со значительно отличающимися теплофизическими свойствами.
В случае сварки трением эта сварка трением является преимуществом по сравнению с контактной сваркой, поскольку она не предъявляет высоких требований к загрязнению и чистоте боковых поверхностей деталей, предназначенных для сварки.
Накипь не допускается на поверхности трения. Его присутствие может привести к образованию некачественных соединений.
- Основные параметры процесса сварки трением относительно легко программировать. Оборудование для сварки трением — это полуавтоматический аппарат, который сводит к минимуму использование ручных или автоматических машин, и работа продолжается без вмешательства человека.
Использование сварки трением ограничено формой поперечного сечения и размером свариваемых деталей.
Объем тонкого слоя нагреваемого металла
- При использовании вращательного движения сварка трением дает хорошие результаты, только если одна из частей представляет собой вращающееся тело (стержень или трубу), его ось совпадает с осью вращения, а другая часть является плоской поверхностью.
Возможность использования сварки трением также ограничена размером поперечного сечения свариваемой детали на этой границе. Расчеты показывают, что нецелесообразно использовать этот процесс для сварки сплошных стержней с поперечным сечением диаметром более 200 мм на текущем уровне технологического развития.
Для сварки таких стержней (с площадью поперечного сечения 30000 мм2 или более) вам понадобится машина мощностью около 500 кВт, скоростью около 100–150 об / мин и осевой силой более 300 тс (294 МПа).
Одно из наиболее важных преимуществ сварки трением
Структура такой машины и ее эксплуатация очень дороги. Нижний предел диаметра свариваемых трением деталей представляет собой стержень диаметром менее 6 мм. Площадь поперечного сечения деталей, которые надлежащим образом сварены трением, составляет от 30 до 8000 мм2.
| Реферат на тему | На заказ | Образец и пример |
| Сварка металлов трением | При повышении температуры наблюдается быстрое снижение предела текучести металла и его сопротивления деформации. | Правильно комбинируя все ключевые параметры, вы можете получить сварные соединения высокого качества. |
Вращением вспомогательной части (третьего корпуса), зажатой между двумя не вращающимися свариваемыми частями, сваркой трением крупных деталей, вращением, особенно быстрым торможением, которое чрезвычайно трудно вращать в конце процесса Может быть расширен.
На этой технологической схеме две (крайние) части также могут быть сварены.
Показана схема процесса вибрационной сварки трением. Его особенностью является связь с одной из частей, которые сварены назад и вперед на поверхности трения с относительно небольшой амплитудой. В этом случае могут быть сварены детали с различными формами поперечного сечения.
