
Оглавление:

Сварка ультразвуком, трением и вибротрением
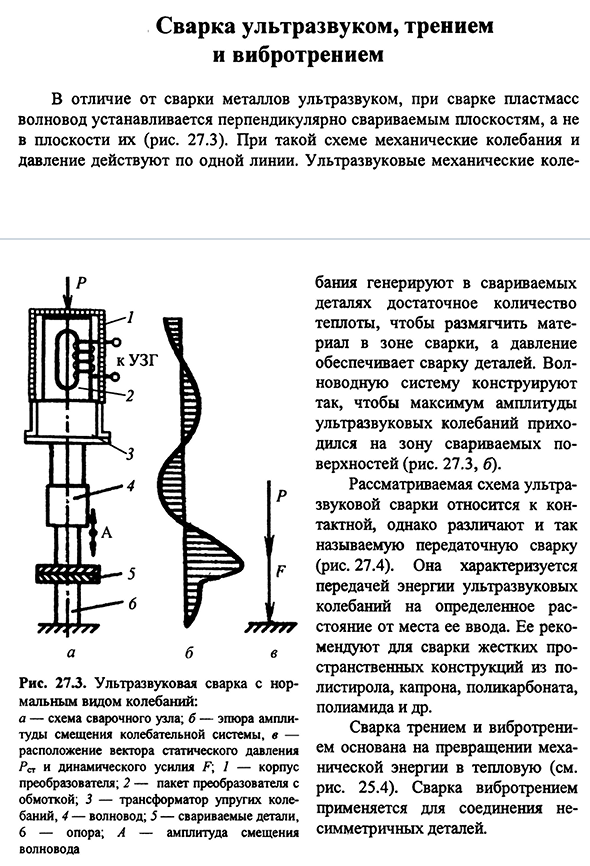
- Ультразвуковая, фрикционная и вибрационная сварка В отличие от ультразвуковой сварки металлов, при сварке пластмасс волноводы устанавливаются перпендикулярно поверхности сварки, а не на ее плоскости(рис. 27.3).
В этой схеме механические колебания и давление действуют последовательно
. Ультразвуковая механическая свая-рисунок. 27.3. Людмила Фирмаль
Нормальный вид вибрационной ультразвуковой сварки: схема сварочного узла; колебательная система; график амплитуды смещения c-1 трансдэ вектора статического давления P»и
динамической силы F;3-трансформатор упругих колебаний; 4-волновод; 5-зона сварки; 6-опора; а-волновод амплитуды смещения трубы. bania производит достаточную жару в сваренных частях для
- того чтобы размягчить материал в зоне заварки, и давление обеспечивает части заварки. Волноводная система сконструирована таким образом, что максимальная амплитуда ультразвуковых колебаний попадает в зону сварочной поверхности(рис. 27.3, б).
Рассматриваемый способ ультразвуковой сварки относится к контактной, но так называемой передаточной сварке (рис. 27.4). Она характеризуется перемещением энергии ультразвуковых колебаний на определенное расстояние от места их ввода.
Мы рекомендуем сварить жесткие пространственные структуры, такие как полистирол, нейлон, поликарбонат, полиамид. Людмила Фирмаль
Сварка трением и вибрацией основана на преобразовании механической энергии в тепловую (см. Рисунок). 25.4). Вибрационная сварка трением используется для соединения несимметричных компонентов.
Смотрите также:
| Сварка токами высокой частоты и ИК-лучами | Сварка экструдируемой присадкой (расплавом) |
| Сварка лазером и световым лучом | Контактная тепловая сварка |
