
Оглавление:

Сварные соединения
- Сварное соединение Сварка — это процесс соединения металлических и пластиковых деталей путем установления межатомных связей между частями, которые должны быть соединены локальным нагревом, пластической деформацией или одновременным действием обоих. Поэтому различают термическую сварку, механическую сварку и термомеханическую сварку. Наиболее распространенными видами термической сварки являются электрические дуги, электронные лучи и газы. Термомеханический контакт и термическое сжатие, механическое трение, низкотемпературный и ультразвуковой.
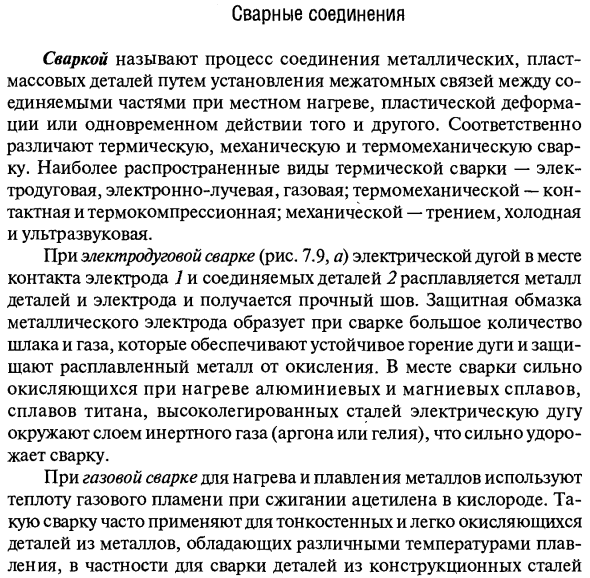
Защитное покрытие на металлическом электроде во время сварки образует большое количество шлака и газа, гарантирует стабильное горение дуги и защищает расплавленный металл от окисления. Вместо сварки алюминиевых и магниевых сплавов, титановых сплавов и высоколегированных сталей, которые сильно окисляются во время нагрева, электрическая дуга окружена слоем инертного газа (аргон или гелий), что значительно увеличивает затраты на сварку. вы.
Во время дуговой сварки электрической дугой в точке контакта компонента 2, соединенного с электродом (рис. 7.9, а), металл компонента и электрода плавится, и получается прочный шов. Людмила Фирмаль
В газовой сварке тепло газового пламени используется для нагрева и плавления металла при сжигании ацетилена в кислороде. Такая сварка часто используется для тонких и легко окисляемых частей металлов с различными точками плавления, особенно для сварки деталей из конструкционной стали.
Максимальная толщина 2 мм, максимальная толщина меди 4 мм. Газовая сварка вызывает небольшую деформацию и структурные изменения. Рисунок 7.9 Электронно-лучевая (лазерная) сварка осуществляется потоком электронов высокой энергии. Таким образом, тугоплавкие и сильно окисляемые металлы и сплавы обычно свариваются. Сварка происходит в вакууме или в атмосфере аргона. Резистивная сварка — самая производительная сварка в серийном производстве.
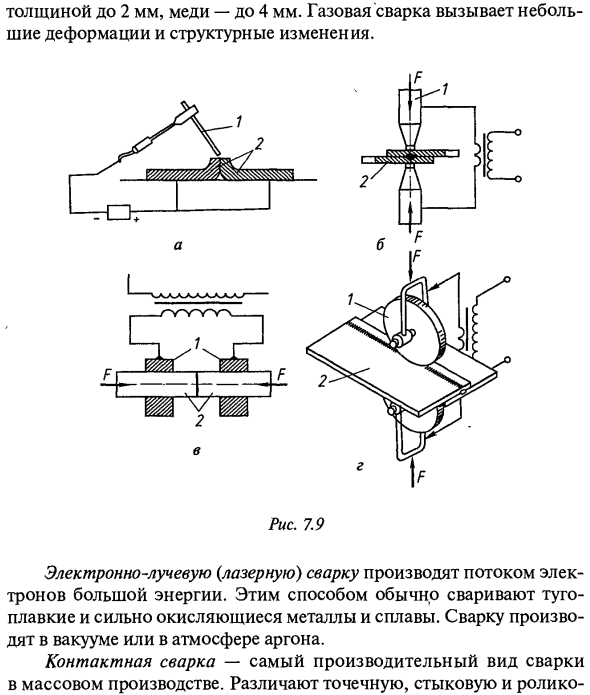
- Различают очки, биты и ролики вою (шов) контактная сварка. При точечной сварке (рис. 7.9, б) тонкие детали оборачиваются вместе. Точечное сварное соединение образуется под воздействием давления электрода, который пропускает ток через сварной шов. Поскольку высокая температура действует в небольшой области (точке), деформация соединенных частей отсутствует. Точечная сварка используется для изготовления таких деталей, как кожухи, панели, шасси и стойки.
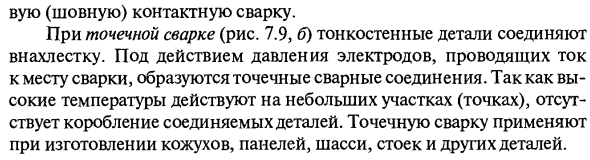
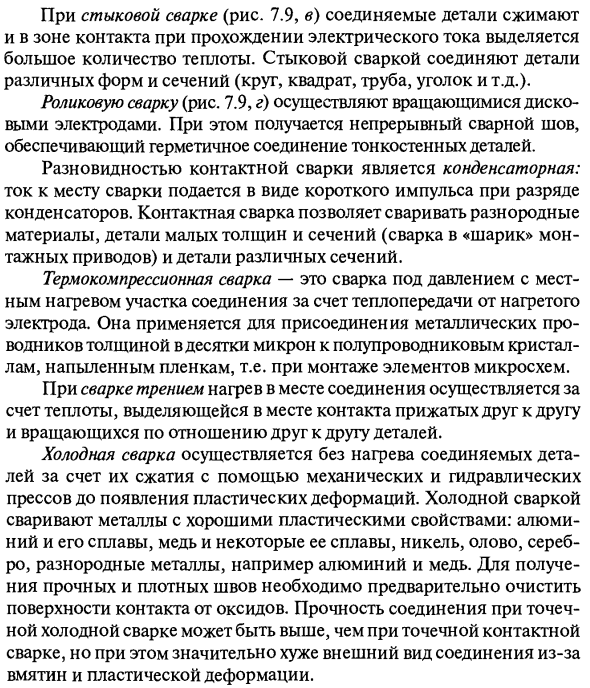
Стыковая сварка соединяет детали различной формы и сечения (круглые, квадратные, трубные, угловые и т. Д.). Роликовая сварка (рис. 7.9, г) осуществляется вращением дискового электрода. В этом случае непрерывная сварка получается, обеспечивая плотное соединение тонкостенных деталей. Тип контактной сварки — это конденсатор.
При стыковой сварке (рис. 7.9, в) соединяемые детали сжимаются, и при контакте с током в зоне контакта выделяется большое количество тепла. Людмила Фирмаль
Когда конденсатор разряжается, ток подается на сварной шов в виде коротких импульсов. Резистивная сварка позволяет сваривать разнородные материалы, тонкие детали и секции (приваренные к «шару» монтажного привода), а также детали различных секций. Термокомпрессионная сварка — это сварка под давлением с локальным нагревом соединения путем передачи тепла от нагретого электрода. При прикреплении полупроводниковых кристаллов осажденные пленки, т.е. элементы чипа, к металлическим проводникам толщиной в десятки микрон.
При сварке трением нагрев соединений происходит за счет тепла, выделяемого в точках контакта деталей, которые прижимаются друг к другу и вращаются относительно друг друга. Холодная сварка выполняется без нагрева соединяемых деталей, поскольку она сжимается с помощью механических и гидравлических прессов до появления пластической деформации. Металлы с хорошими пластическими свойствами сварены холодной сваркой. Разные металлы, такие как алюминий и его сплавы, медь и некоторые из ее сплавов, никель, олово, серебро, алюминий и медь.
Чтобы получить прочное и прочное соединение, поверхность контакта должна быть сначала очищена от оксида. Прочность холодных точечных сварных швов может быть выше, чем точечных сварных швов, но внешний вид соединений значительно хуже из-за вмятин и пластической деформации.Ультразвуковая сварка основана на создании соединений с различными частями напряжения сдвига и частотой ультразвукового генератора, который преобразует электрические колебания в механические колебания.
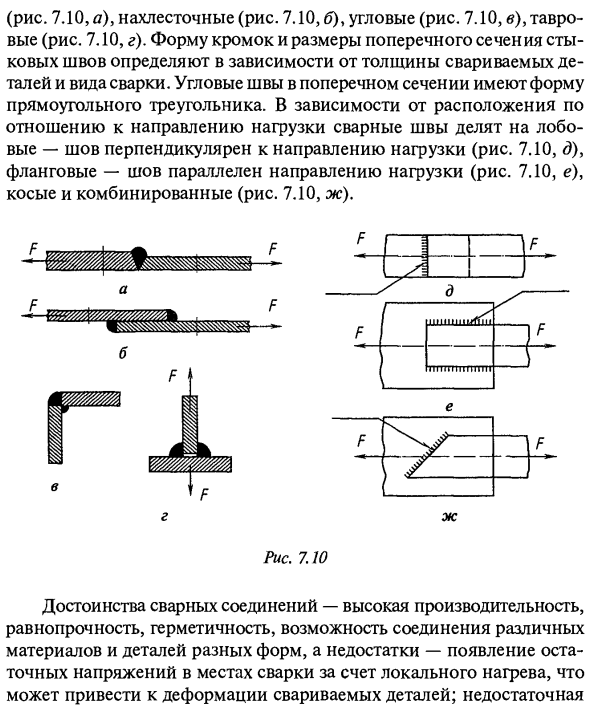
Ультразвуковая сварка может сваривать различные металлы, включая неметаллы, покрытия и пластмассы. В зависимости от взаимного расположения соединяемых элементов различают следующие виды сварных соединений:(Рис. 7.10, i), круг (рис. 7.10, б), угол (рис. 7.10, в), таури (рис. 7.10, г). Форма кромки и размеры поперечного сечения стыкового соединения определяются толщиной свариваемых деталей и типом сварного шва. Угловая сварка в поперечном сечении имеет форму прямоугольного треугольника.
В зависимости от положения относительно направления нагрузки сварной шов разбивается на передние — шов перпендикулярен направлению нагрузки на боковой стороне (рис. 7.10, д) — шов параллелен направлению нагрузки (рис. 7.10, д)> Они сложены по диагонали (рис. 7.10, г). Преимуществами сварных соединений являются высокая производительность, эквивалентная прочность, герметичность, возможность соединения разных материалов и деталей разной формы, недостатком является остаточное напряжение сварочной площадки из-за локального нагрева, что может привести к деформации сварных деталей. это внешний вид. недостаточное Вибрация и ударная вязкость;
Необходимость термообработки для снятия остаточного напряжения; Сложность управления дефектами и качество соединения. Сварное соединение обозначается прямой линией, заканчивающейся стрелкой в направлении сварного шва (рис. 7.10, г). Линия подключена к полке, на которой отображаются параметры сварки. Если передняя часть сварного шва не видна, обозначение Метр размещен под полкой. Характеристики сварных соединений определяются характеристиками материала или их комбинации, включая покрытие соединяемых частей.
Тип сварки и технические параметры, форма и размер шва. Свойства материалов, образующих сварные соединения, которые соответствуют проектным и эксплуатационным требованиям, оцениваются по свариваемости. Специальные методы, низкоуглеродистая структура и низколегированная сталь (StO-StZ, 08-25, 15X, 15G и т. Д.), Алюминий и его сплавы (D1, D16, АМц, AMgZ, AJI2, AJI4), медь и ее сплавы (MZ LS59-1, L63, BraZH9-4, БрОФЮ-1, БрОЦ4-3 и т. Д.); Специальные методы или особые условия сварки, ограниченная сварка только на среднеуглеродистой стали (30-45, 30G, 30HGS и т. Д.); Низкоуглеродистый И низколегированные стали 65Г, У8, У10, чугун свариваются.
Из неметаллических материалов можно сваривать только термопласты (полиэтилен, полистирол, полипропилен и т. Д.). Между тем конец детали нагревается до вязкого состояния пластика, а затем сжимается. Материал наполнителя — тот же пластиковый стержень, что и свариваемая деталь. Известны следующие методы сварки пластмасс: ультразвуковой, высокочастотный ток, трение, газовый теплоноситель, нагревательные инструменты.
Смотрите также:
Решение задач по прикладной механике
| Шлицевые соединения | Соединения пайкой |
| Профильные соединения | Заклепочные соединения |
