

Пайка — это технический процесс, в котором соединяются припой и твердый металл, при расплавлении поверхность пайки смачивает и проникает в основной металл, заполняя между ними капиллярный зазор и образуя паяный шов.
Исходя из вышеизложенного, процесс образования паяного соединения связан с нагревом.
Чтобы получить соединение, необходимо предусмотреть два дополнительных основных условия наряду с нагревом. Во время пайки оксидная пленка удаляется с поверхности металла, и расплавленный связующий металл вводится в зазор между ними. Когда более легкий связующий металл, который взаимодействует с паяным металлом, охлаждается (кристаллизуется), образуется паяное соединение.
Материал для пайки называется пайкой, склеиванием или основой. Металл или сплав с низкой температурой плавления, введенный между ними для соединения, называется припоем.
Процесс пайки металла имеет много общего со сваркой, особенно со сваркой плавлением, но, несмотря на внешнее сходство, между ними есть принципиальные различия.
- Если сварочный металл и присадочный металл в сварочной ванне находятся в расплавленном состоянии во время сварки плавлением, припаянный металл не будет плавиться при пайке. Главной особенностью процесса пайки является образование стыков без расплавления краев паяемых деталей.
В случае пайки образование шва происходит путем заполнения капиллярного зазора между частями, которые должны быть соединены с припоем. Другими словами, процесс пайки связан с капиллярным течением присадочного материала, которое не происходит во время сварки.
И, наконец, пайка, в отличие от сварки плавлением, может выполняться при температуре ниже температуры плавления основного металла. Эти различия имеют другие свойства, чем при сварке плавлением, что является характером процесса, который происходит при формировании паяных швов.
В случае сварки пайкой соединение формируется так же, как сваркой плавлением, но припой используется в качестве присадочного металла.
При пайке разнородные материалы объединяются с помощью локального нагрева.
При локальном нагревании более легко плавящийся материал нагревается до температуры плавления и выполняет функцию припоя.
Наиболее широко используются капиллярная пайка и пайка. Диффузионная и контактная реакция пайки занимают больше времени, но обеспечивают высокое качество соединений.
Припой хорошо плавит базовый материал, обладает смачиваемостью, недорог и не должен быть недостаточным.
- Припой представляет собой сплав цветных металлов со сложным составом. Все припои в зависимости от температуры плавления, особенно низкой температуры плавления (температура плавления менее 145 ° С), низкой температуры плавления (температура плавления 145 <450 ° С), средней температуры плавления (температура плавления 450 <1100 ° С) и тугоплавких (плавление) Температура> 1050 ° С).
В частности, припои с низкой температурой плавления и низкой температурой плавления включают свинцовое олово на основе висмута, индия, кадмия, цинка, олова и свинца. Припои со средней и высокой температурой плавления включают медь, медный цинк, медный никель и драгоценные металлы (серебро, золото, платина). Припой выполнен в виде стержней, проводов, листов, полос, спиралей, дисков, колец> зерен и т. Д., Помещенных в соединение.
Алюминий и продукты из его сплавов спаяны с припоями на основе алюминия, содержащими кремний, медь, олово и другие металлы. Магний и его сплавы спаяны с припоем на основе магния с добавлением алюминия, меди, марганца и цинка. Продукты из коррозионно-стойких сталей и сплавов, которые работают при высоких температурах (выше 500 ° C), спаяны с тугоплавкими припоями на основе железа, марганца, никеля, кобальта, титана, циркония, гафния, ниобия и палладия.
Флюс для пайки не только очищает паяную металлическую поверхность, он также используется для уменьшения поверхностного натяжения и улучшения распределения и смачиваемости жидкого припоя. Флюс (за исключением реактивной пайки) не должен химически взаимодействовать с припоем. Температура плавления флюса должна быть ниже температуры плавления припоя. Расплавленный и газообразный флюс должен помочь намочить поверхность основного металла расплавленным припоем.
- Пайка: продукт не плавится, припой плавится. Это вовлекает процесс распространения. Распределение молекул одного вещества среди молекул другого вещества.
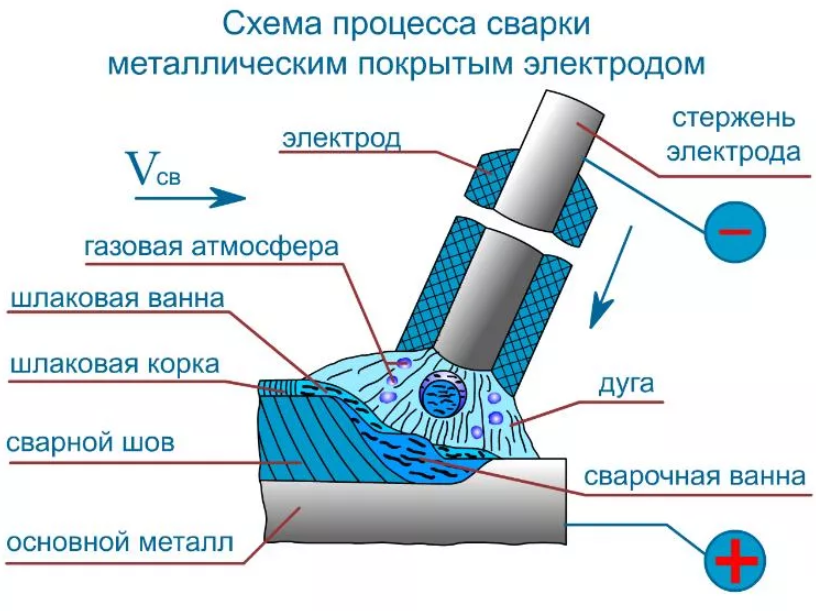
- Сварка: две части сварной конструкции плавятся. Общий автобус сформирован. А затем кристаллизуется.
Смотрите также:
Примеры решения задач по материаловедению
| К какому виду относится деформация стали с 0,3% углерода при температуре нагрева до 500°С. | Монокристаллическое литье. |
| Инструментальные материалы – титановые сплавы. | Способы резания. |
