

Электрохимическая обработка состоит в получении необходимой геометрической формы, размера и качества поверхности детали путем удаления приемлемого для металла слоя с поверхности заготовки путем электрохимического растворения. Электрохимическая обработка основана на явлении анодного растворения металлов при электролизе.
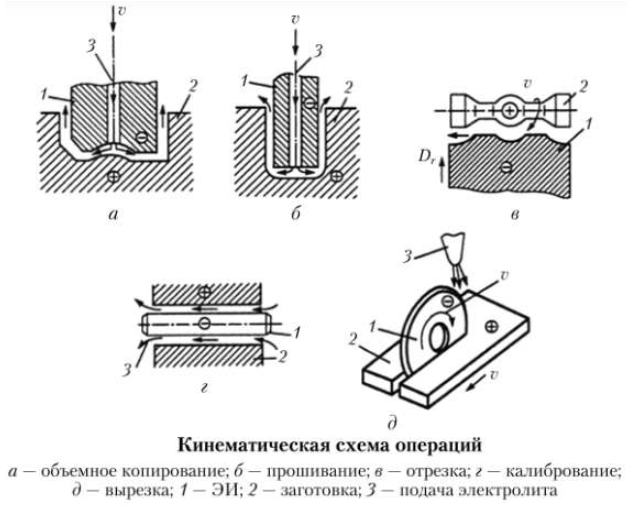
Классификационная диаграмма и технологическая схема.
Сфера эффективного применения электрохимической обработки обусловлена следующими техническими особенностями:
- Этот метод может работать только с проводящими материалами.
- Эффективность этого метода не зависит от твердости и прочности обрабатываемого материала и в несколько раз превышает производительность резки заготовок из высокопрочных твердых сплавов, керметов и сталей в перекачиваемом состоянии.
- Этот метод может обрабатывать поверхности любой формы.
- Отсутствует остаточное напряжение и упрочнение металла на обработанной поверхности.
Недостатком этого способа является его ограниченное использование при обработке только проводящих материалов, которые не образуют плохо растворимую пленку при растворении. Эти материалы требуют механического или электротермического воздействия для удаления образовавшейся оксидной пленки вместе с электрохимическим воздействием.
Рассмотрим схему процесса, в которой используется пример обработки железной заготовки электролитом, который представляет собой водный раствор хлорида натрия. Заготовка 4 соединена с положительным электродом источника 3 питания и является анодом («+»), а инструментом для отрицательного электрода является катод («-»).
В электролите две молекулы вещества диссоциируют на заряженные ионы, а ионы растворителя — на ионы. Когда разность потенциалов приложена к металлическому электроду, погруженному в электролит, положительно заряженные ионы (катионы) движутся к катоду, а отрицательно заряженные ионы (катионы) движутся к аноду, в результате чего образуются электрические ионы. Это становится.
Можно сделать следующие выводы:
- При прочих равных условиях скорость растворения анода обратно пропорциональна значениям в этих областях. Это объясняет выравнивание поверхности анода MEP, и производительность обработки улучшается с уменьшением зазора. Минимально допустимый зазор для E составляет 0,02 мм.
- Когда на электроды подается напряжение, растворение анода происходит с различной скоростью, но, поскольку оно происходит по всей обработанной поверхности, подготовка деталей усложняется с требуемыми размером и точностью формы вы.
- Поскольку скорость растворения зависит от электрической проводимости электролита, факторы, влияющие на электрическую проводимость, определяют производительность.
- Скорость растворения увеличивается с ростом напряжения. Однако, поскольку было экспериментально установлено, что произошел электрический пробел используемого зазора, процесс выполняется при напряжении -15 В.
Электролит. Электропроводность электролита зависит от его состава и явления, которое происходит в электролите. Наиболее распространенными электролитами являются нейтральные водные растворы неорганических солей: хлорид, нитрат натрия, сульфат калия.
Приготовление электролита необходимого состава и концентрации относится к основной операции. Оптимальное значение концентрации, обеспечивающее максимальную электропроводность электролита заданного состава, описано в ссылках.
Например, максимальная проводимость электролита гарантируется, когда концентрация в воде составляет 15%.
Концентрация электролита в процессе может варьироваться из-за образования осадка, прерывания процесса и снижения производительности. Концентрация электролита технически гарантируется его очисткой. Для этого используются центрифугирование (воздействие центробежной силы), фильтрация с помощью пористых материалов, осаждение в специальных резервуарах и методы флотации — очистка с помощью всплывающих пузырьков газа или воздуха.
Проводимость электролита в значительной степени зависит от сопровождающего электролиза нагревания электролита с помощью проходящего тока. Поэтому, когда электролит нагревают из водного солевого раствора, его проводимость увеличивается на 2-2,5%.
Следовательно, откачка электролита под давлением используется для удаления шлака и обеспечения равномерной температуры электролита. Требуемая скорость потока электролита определяется из условий удаления электролитического продукта со скоростью, превышающей производительность, и технически определяется давлением электролита, введенного в раствор.
- Для стабилизации температуры электролита в машине используется теплообменник с автоматическим регулятором температуры, встроенным в систему подачи электролита.
Как определяется точность электродного инструмента и его положение обработки относительно его главной оси движения, запас допуска неоднородность, а также стабильность всех параметров режима, участвующих в процессе электрохимического растворения Размер и точность формы деталей.
Смотрите также:
Примеры решения задач по материаловедению
