
Оглавление:

Паяные и клеевые соединения
- Паяльно-клеевое соединение Пайка-это процесс соединения деталей расплавленным припоем. В отличие от сварки паяльный материал не плавится, потому что температура плавления припоя ниже температуры плавления соединяемых частей материала. Припой увлажнит припаянную поверхность и заполнит зазор между ними.
Для улучшения качества соединения, снижения эффекта окисления поверхности детали используются специальные флюсы на основе буры, канифоли. Чтобы разместить припой между соединяемыми поверхностями, оставьте зазор, в котором значение выбирается в зависимости от типа припоя.
При пайке происходит взаимное расплавление материала соединяемых деталей и поверхностного слоя припоя. После затвердевания припоя образуется неразъемное Людмила Фирмаль
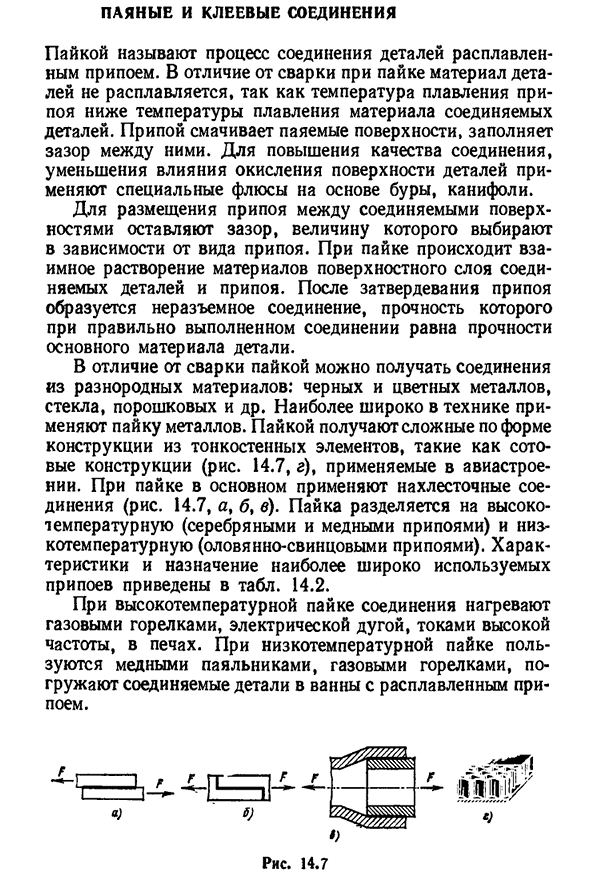
соединение, прочность которого при правильном выполнении будет равна прочности основного материала детали. В отличие от сварки пайкой, можно получать соединения из различных видов материалов: черных и цветных металлов, стекла, порошка и др. Он наиболее широко используется в технологии пайки металла. При пайке получают сложные структуры тонкостенных элементов, например сотовые структуры(рис. 14.7, г) используется в
авиационной промышленности. Коленный сустав (рис. 14.7, а, б). Пайка делится на высокотемпературную (серебряный и медный припой) и низкотемпературную (оловянно-свинцовый припой). Характеристики и назначение наиболее широко используемого припоя приведены в таблице. 14.2. При высокотемпературной пайке подключается тепло газовой горелки, электрической дуги, высокочастотного тока, в печи. При низкотемпературной пайке
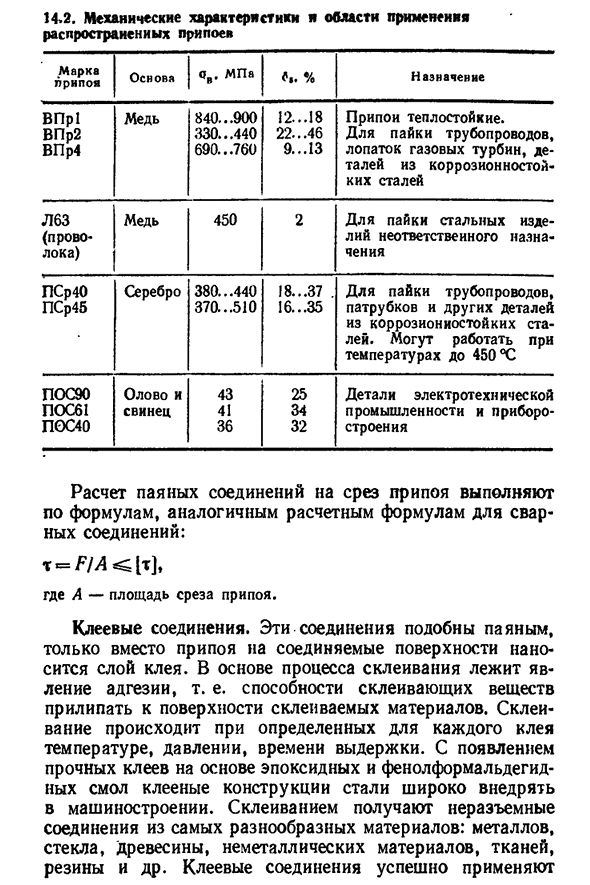
- используют медный паяльник, газовую горелку и погружают соединяемые детали в ванну с расплавленным припоем. Рис 14.7 34314.2, общие характеристики и применения машины припоя Припой марки:КГ,МПа. % Сервировка Vpr1 медь 840…900 12…18 жаропрочный припой. Впр2 330..440-22…46 для пайки трубопроводов, Vpr4 690…760 9..13 лопатки газовой турбины, стальные детали, коррозионностойкие Л63 (Провод) Медь 450 2 для пайки стальных изделий с целью безответственности Серебряный пср40 380…440 18…37 для трубопровода припоя. Пср45 370…510 16…35 трубы и другие
детали из коррозионностойкой стали. Может работать при температуре до 450°C POS90 олово и 43 25 электрические детали POS61 свинец 41 34 промышленные и приборные-P0X4 36 32 строительные Расчет паяного соединения на срезе припоя осуществляется по формуле аналогичной формуле для сварочного соединения: t=G / L<[t], Где а-зона отсечки припоя. Клеевые соединения. Эти соединения похожи на пайку, но вместо пайки на соединяемую поверхность наносится слой клея. Процесс склеивания основан на явлении адгезии, то есть способности прилипать к поверхности материала, из которого склеивается клей. Для каждого из клеев склеивание происходит, когда определены температура, давление, время выдержки. С появлением прочных клеев на основе эпоксидных
и фенолоформальдегидных смол клеевая структура стала широко внедряться в машиностроение. Путем скреплять, цельные Людмила Фирмаль
соединения получены от большого разнообразия материалов, включая металлы, стекло, древесину,неметаллические материалы, ткани, и резину. Клеевые соединения успешно применяются В случае 344in, где материал детали не может быть соединен сваркой или пайкой, болты или заклепки, которые являются источником концентрации напряжений. Особое значение имело соединение в производстве многослойной структуры с легким наполнителем-сотовой структурой. Обычно конструкция клеевого соединения работает со сдвигом или равномерным разделением. К недостаткам клеевого соединения можно отнести низкую прочность по сравнению со сварным соединением, резкие колебания температуры и низкую прочность, особенно в неравномерных зазорах. При такой нагрузке
glenvarna использует комбинацию соединений с высокой прочностью и твердостью. В общем случае клей используется в виде жидкости или порошка. Некоторые клеи используются в виде пленок, которые обеспечивают заданную толщину клеевого слоя. Технический процесс адгезии включает в себя подготовку поверхностей деталей,их очистку, обезжиривание, вытягивание из клеевого соединения,открытую выдержку,сушку клеевой пленки, сборку склеенных деталей, что помимо прочности клеевого соединения требует термостойкости. Расчет прочности клеевого соединения осуществляется по той же формуле, что и для пайки.
Смотрите также:
Решение задач по деталям машин
| Самодействующие муфты | Типы крепежных деталей |
| Сварные соединения | Определение сил в затянутых резьбовых соединениях |
