
Центробежное литье — это метод изготовления отливок. В этом методе заполнение расплава в кристаллизаторе и его затвердевание происходят в поле центробежной силы.
Основная операция. В дополнение к вращению вокруг горизонтальной, вертикальной или наклонной оси, форма может вращаться вокруг горизонтальной и вертикальной осей одновременно.
Наиболее распространенный способ отливки во вращающуюся форму с осью вращения горизонтальной.
В соответствии с этим способом отливка формируется со свободной поверхностью в поле центробежной силы, а внутренняя поверхность кристаллизатора функционирует как поверхность формования. Расплав впрыскивается в форму через литейный желоб, распространяется по внутренней поверхности формы и образует полый цилиндр под действием центробежной силы.
- После того, как металл полностью затвердел и машина остановилась, отливку удаляют из формы. Этот метод имеет самую высокую доходность (≈100%). Когда во время вращения формы вокруг вертикальной оси получают отливку со свободной поверхностью, расплав заливается в форму, прикрепленную к шпинделю, приводимому в движение электродвигателем.
Расплав под действием центробежной силы отливается на стенку кристаллизатора и затвердевает. Отливки со сложной внутренней поверхностью изготавливаются с использованием стержней в форме с вертикальной осью вращения.
Расплав, который проходит через загрузочное отверстие и стояк, попадает в центральную полость, которая сформирована стержнем. Расплав затем поступает в полость формы через щелевой питатель под действием центробежной силы.
Центробежное литье относится к процессу литья, и его основная операция выполняется с помощью машины.
В зависимости от назначения машины центробежного литья делятся на общие и предназначены для производства отливок общего назначения. Трубный литейный цех предназначен для производства чугунных и стальных труб, в том числе труб большого диаметра, специального назначения для производства отливок того же типа в массовом производстве (гильзы двигателей внутреннего сгорания, биметаллические отливки).
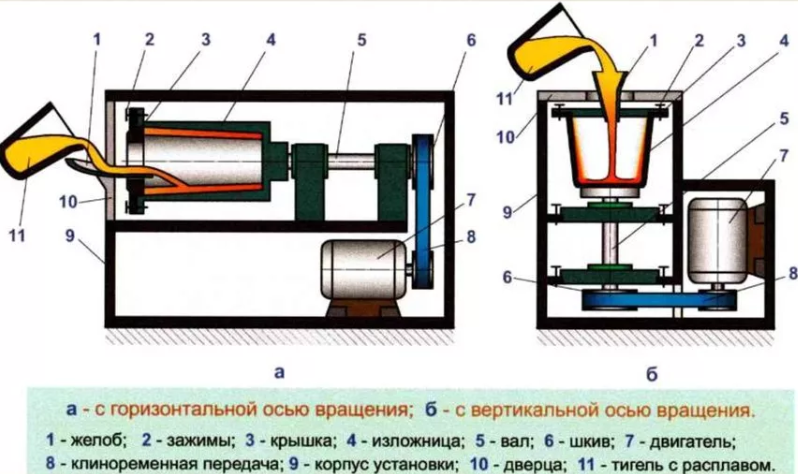
В зависимости от пространственного расположения осей вращения различаются машины с горизонтальной, вертикальной и наклонной осями вращения.
По конструкции выделяются шпиндельные и роликовые станки и центробежные столы.
- Основные требования к центробежному литейному станку: обеспечить вращение пресс-формы на необходимой частоте и контролировать скорость при заданных условиях процесса.
- Машина должна работать плавно, без вибраций, иметь удобное и долговечное устройство для фиксации и фиксации пресс-формы, устройство для нагрева и охлаждения пресс-формы.
Плюсы и минусы актерского состава. Отливка из вращающейся формы под действием центробежной силы и упрочнение отливки определяют основное преимущество этого способа отливки: упрочнение металла под действием центробежной силы является плотным с высокими механическими свойствами.
Способствует производству отливок (без газа, усадочной раковины и провисания), высокий выход из-за отсутствия систем ворот и выгодных возможностей расширения. При отливке полых цилиндров и труб стержень не требуется для формирования центрального отверстия. Основными недостатками центробежного литья являются неточности в размерах свободной поверхности отливки, повышенная тенденция к разделению компонентов сплава и повышенная потребность в прочности формы.
Используйте область. Центробежные отливки используются для приготовления отливок в виде вращающихся тел: втулок, коронок червячного колеса, барабанов бумагоделательных машин, труб различного назначения, роторов электродвигателей, камер сгорания реактивных двигателей, пусковых установок. частей. В некоторых случаях центробежное литье является единственным возможным методом.
- Центробежное литье чаще всего используется при изготовлении медных сплавов, прежде всего втулок из оловянной бронзы, а также отливок сложной формы из титана и других жаропрочных сплавов.
Втулки из медного сплава изготавливаются с помощью пресс-форм, а отливки из титанового сплава — с помощью графитовых пресс-форм, изготавливаемых путем прессования или литья по выплавляемым моделям. Корона червячного колеса из оловянной бронзы получена в виде песка, а рабочее колесо центробежного насоса получено в виде металла с песчаной штангой.
Смотрите также:
Примеры решения задач по материаловедению
| Факторы, определяющие продолжительность затвердевания отливок. | Прямое и обратное прессование. |
| Инструментальные стали. | Производство блюмов, слябов и сортового проката. |
