
Оглавление:


Допуски и посадки шлицевых соединений с прямобочным профилем зубьев
- Допуск и посадка шлицевого соединения определяются его назначением и допустимой системой центрирования ступицы относительно вала. Есть три способа центрирования: на поверхности диаметром r (Fig. 2, b) или D (Fig. 2, c) и вдоль стороны зубца размера b (Fig. 2, d). Для шлицевых соединений, которые требуют высокой кинематической точности, используется центрирование по L или D.
Если рукав жесткий и не может быть отделан тонкой брошей, рекомендуется отцентрировать в соответствии с L (Затем отверстия шлифуют с помощью обычного шлифовального станка), или длинные валы могут значительно согнуться после термической обработки. В таком центрировании, (см. 2, а) опорного вкладыш шлицевая часть вала, полученном в *, должна быть обработана в последних канавках шлифовального станка.
Главная особенность этой процедуры заключается в том, что если многократно измерять одно и то же значение постоянного размера, то результат сравнения x, который называется чтением по шкале отношения, всегда будет разным. Людмила Фирмаль
Этот метод обеспечивает точное центрирование и обычно используется для подвижных соединений. Если гильза подвергается термообработке или если фрезерование вала до получения окончательного размера зуба из-за твердости материала после термообработки, рекомендуется центрировать в соответствии с О. вы. В этом случае наружный диаметр вала полируется обычной круглошлифовальной машиной. Этот метод центрирования прост и экономичен. Используется для фиксированных соединений.
Он также используется для подвижных соединений, которые принимают небольшие нагрузки, потому что нет износа из-за осевого смещения. При передаче переменных нагрузок, больших крутящих моментов и обратного движения целесообразно центрировать сторону зубца размера b. Этот метод делает распределение нагрузки между зубами более равномерным, но используется редко, поскольку обеспечивает высокую точность центрирования. (В соответствии с ST SEV 187 75).
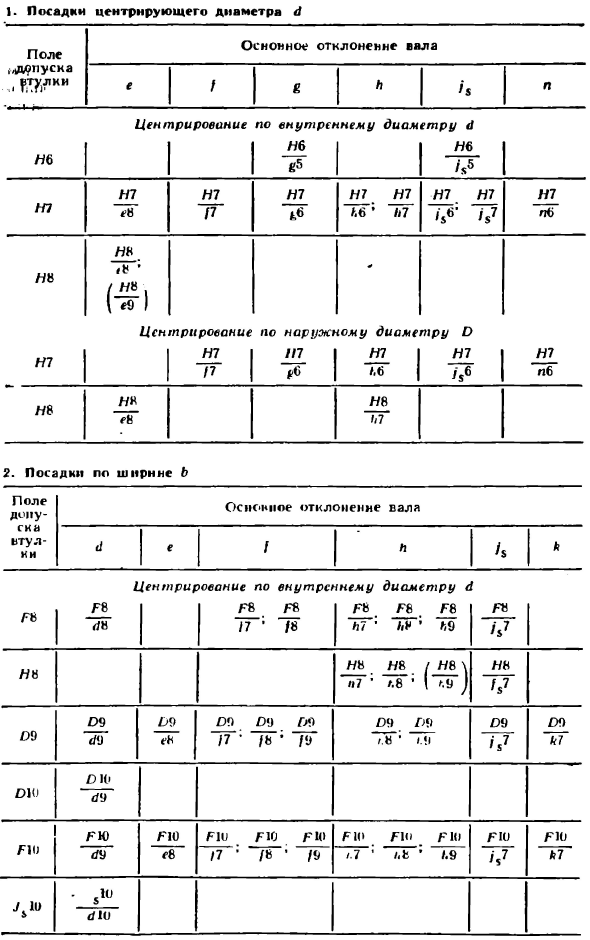
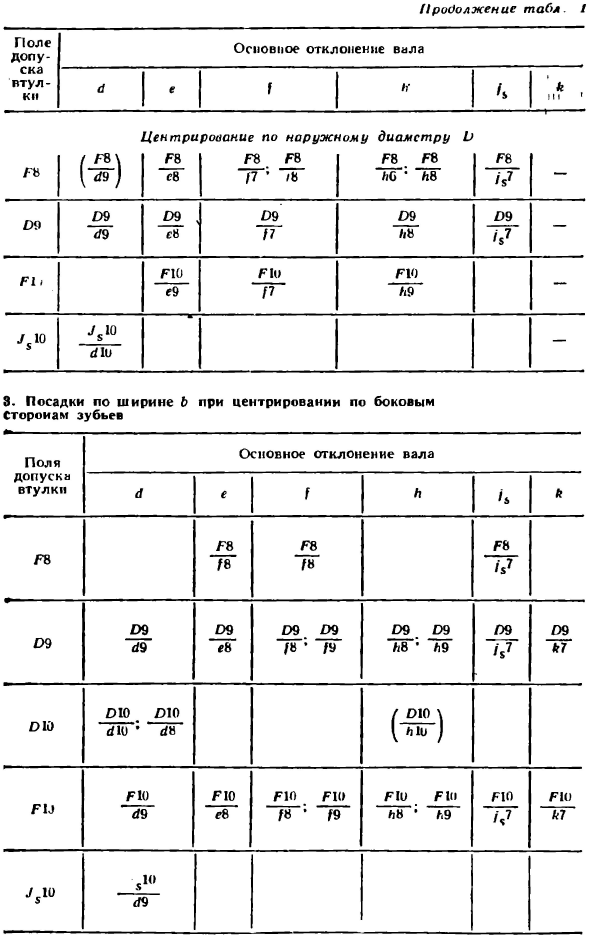
Посадочные площадки с прямыми сторонами изготавливаются в соответствии с системой отверстий. Они проходят вдоль центральной цилиндрической поверхности, в то же время вдоль впадины и стороны зубьев вала (т. Е. Вдоль L и L или вдоль O и L), или просто b. Отклонения размеров отверстий и валов считаются от номинального размера 4. O и b. Рекомендуемая посадка указана в шести таблицах. 1-3. Не используйте посадку, указанную в скобках, если это возможно. Ошибки формы и положения сплайна не стандартизированы индивидуально.
- Их эффективность проверяется комплексным калибром. Диаметр шлицевой детали, толщина зуба, погрешности ширины канавки, а также форма и расположение элемента шлицевой детали влияют на сборку, точность и долговечность соединения. Основные поля отклонений и допусков для размеров 4, O и L взяты из ST SEV 145-75. ST SEV 187 75 рекомендует сажать в зависимости от того, как вы выбрали и отцентрировать его. В связи с требованием высокой точности центровки мы стараемся получить минимальный зазор, центрируя диаметр.
Это также повышает долговечность соединения. Если основным требованием к соединению является высокая прочность (особенно при переменных нагрузках и обратном движении) и точность центрирования втулки не так важна, обеспечивается минимально возможный зазор между стороной зуба и углублением. Для нецентрированных диаметров устанавливается следующее поле допуска: центрирование равно 4 или b a O для 1 вала, Я12 рукава. 4 при центрировании на втулке O или L YP.
Для усиления критической заинтересованности членов бригады в общем результате работы их заработная плата рассчитывается на основе единого расчета за конечный результат работы бригады. Людмила Фирмаль
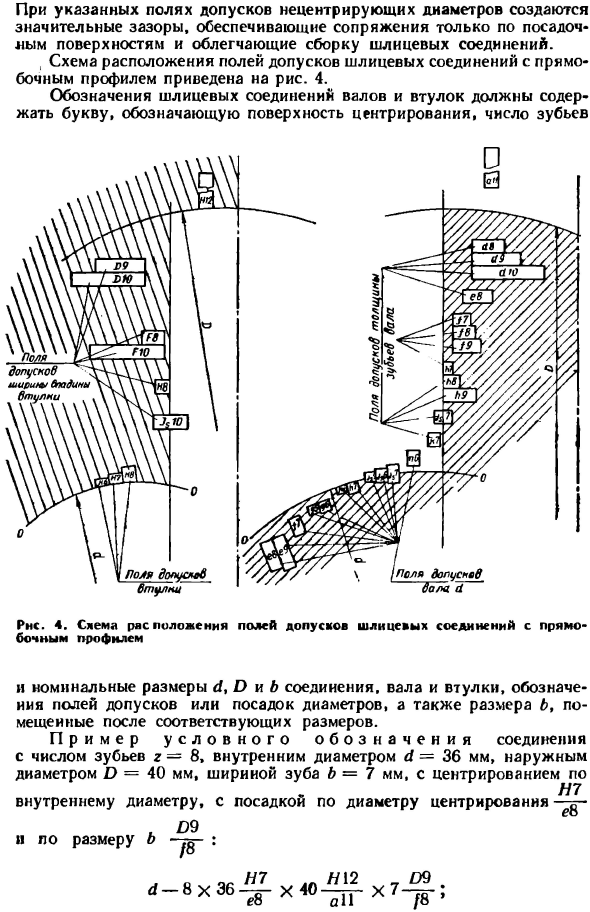
Согласно ST SEV 188-75, диаметр вала L должен быть не менее 4. Использование указанного поля допусков с нецентрированным диаметром создает большой зазор, который обеспечивает сопряжение только вдоль посадочной поверхности и облегчает сборку шлицевого соединения. На рисунке показана компоновка поля допуска сплайнового соединения с прямыми сторонами. 4. Обозначение шлицевого соединения вала и втулки должно включать центрирующую поверхность и букву, указывающую количество зубьев Рисунок 4.
Схема поля допуска сплайнов линейного профиля Номинальный размер 1, а b для шарниров, валов, муфт, обозначение допуска или диаметра посадки, а также размер b, размещенный после соответствующего размера. Количество зубьев r = 8, внутренний диаметр 1 = 36 мм, внешний диаметр O = 40 мм, ширина зуба b = 7 мм, центрирование по внутреннему диаметру и указание соединения, центрированного по диаметру. 09 И размер б: 712 р11 36.
То же самое, когда установлено dia- 78 b и внешний диаметр отцентрирован Центрирующий метр и размер б То же самое верно, когда сторона центрирована. X7 P9 y8 Разрешено не показывать допуск по спецификации и центру Диаметр. Пример подключения Та же самая спецификация рукава сосредоточена на внутреннем диаметре: а-8 х 36 77 х 40 712 х 7Р9. Пример подключения: а-8 х 36е8 х 40а 11 х 7 8.
Смотрите также:
Решение задач по метрологии с примерами
| Взаимозаменяемость шпоночных соединений | Допуски и посадки шлицевых соединений с эвольвентным профилем зубьев |
| Классификация шлицевых соединений | Метрологическая служба предприятия |
