
Оглавление:

Гладкие калибры и их допуски
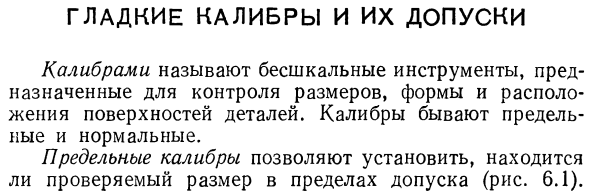
- Датчики называются безмасштабными инструментами, предназначенными для контроля размера, формы и положения поверхности детали. Есть калибр. Предел и нормально. Вы можете использовать предельный датчик, чтобы определить, находится ли проверяемый размер в допустимом диапазоне (рисунок 6.1). Рисунок 6.1. Обычно в стандартном соединении такое управление обеспечивает высокое качество соединения деталей. Нормальный калибр называется точным. Шаблон, используемый для управления сложными профилями, такими как эвольвентный.
Пригодность детали определяется равномерностью зазора между ними Обычный калибр, проверенный профиль и рабочий профиль. Предельные датчики используются для проверки гладких цилиндрических, конических, резьбовых, шлицевых размеров, высоты выступа, глубины Корыто, когда допуск не установлен более точно для проверенного размера Tb. Преимущества экстремальных датчиков включают не только долговечность, Простота и высокая производительность управления. Несмотря на ряд недостатков (сложность изготовления калибра.
Для оценки вибрационной активности шестерен и зубчатых колес желательно контролировать кинематическую погрешность с последующим гармоническим анализом Людмила Фирмаль
Калибры широко используются в массовом производстве, крупносерийном производстве и индивидуальном производстве. В большинстве случаев ограничительные датчики используются для контроля цилиндрических валов и отверстий. Вал проверяется калибровочной скобой (рис. 6.1, а). Датчик отверстия для пробок (рис. 6.1, б). Размеры измерительной поверхности предельного манометра (расстояние между измерительной кромкой скобки манометра и диаметром измерительной вставки) Калибровочные пробки) распределяются в соответствии с соответствующим ограниченным размером вала и проверяемого отверстия.
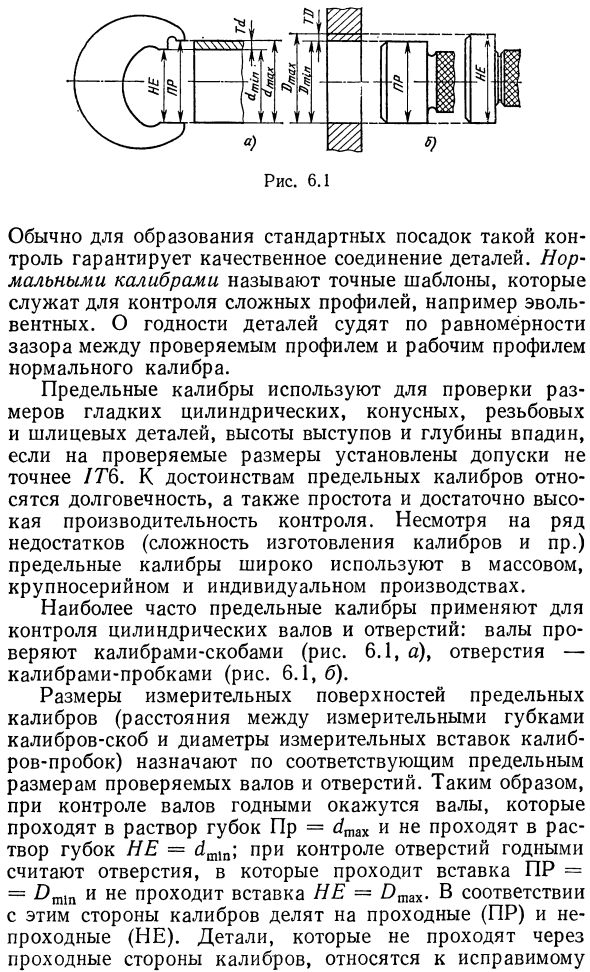
Поэтому при управлении валом подходят Существуют валы, которые проходят через раствор губки Pr = t max и не проходят через раствор губки HE = g W P. При проверке отверстий они считаются соответствующими Отверстие, где проходит вкладыш PR = Osh1n, а вкладыш не проходит HE = Otah — сторона калибра соответственно (ПР) и непроходимый (НЕ). Части, которые не проходят через проход датчика, могут быть изменены. Рисунок 6.2 Часть проходит через брак, а непроходимая сторона — непонятна. Штекерные датчики включают двусторонние заглушки с цилиндрическими вставками 1-3 мм .
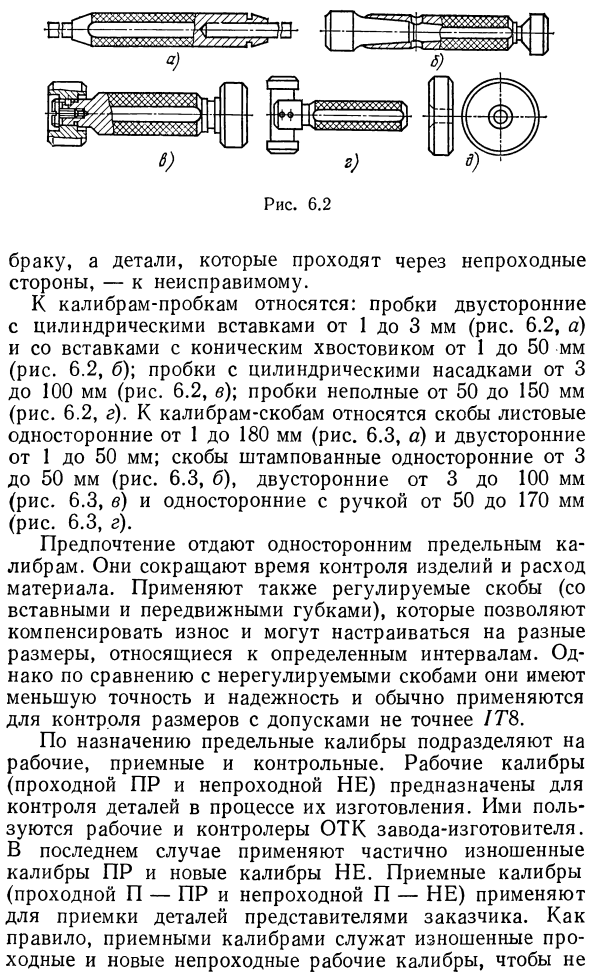
Хвостовик от 1 до 50 мм (рис. 6.2, б), пробка с цилиндрическим соплом 3-100 мм (рис. 6.2, в). Неполная заглушка 50-150 мм (Рис. 6.2, г). Кронштейны калибра включают односторонние кронштейны 1-180 мм (Рисунок 6.3, a) и двухсторонние кронштейны 1-50 мм. штапель 3-50 мм с одной стороны (рис. 6.3, б), 3-100 мм с обеих сторон (рис. 6.3, в), 50-170 мм с одной стороны (Рис. 6.3, г). Односторонний ограничитель имеет приоритет. Сократите время проверки продукта и расход материала.
Также применяются регулируемые Скобы со вставками и подвижными губками могут компенсировать износ и могут быть приспособлены к различным размерам. Конкретный интервал. Однако по сравнению с нерегулируемыми скобками точность и надежность ниже и обычно Контроль размера с допусками менее точными, чем 1T8. В зависимости от назначения, конечный показатель делится на работу, прием и контроль. Рабочая диафрагма (прохождение PR и прохождение NOT) Предназначен для контроля деталей при изготовлении. Они используются работниками и менеджерами в отделе контроля качества производителя.
В последнем случае Не применяйте частично изношенные PR-калибры и новые калибры. Принимающий калибр (проход P-PR и проход P-NOT) используется для приемки Запчасти представителем заказчика. Как правило, изношенные и новые непроходные суппорты получают суппортами. Рисунок 6.3 Дефектные детали, изготовленные и принятые в соответствии с работоспособностью, были отклонены. ESDP CMEA не обеспечивает калибр приемника, но может быть введен Промышленный стандарт. Контрольный датчик (K-I) в виде шайбы
Используется для контроля износа проходных рабочих Для установки калибровочных кронштейнов и регулируемых калибровочных кронштейнов. Несмотря на небольшие допуски, контрольные отверстия не всегда обеспечивают желаемые результаты Точность проверки, и рекомендуется вместо этого использовать окончательное измерение длины или инструмент общего назначения. Манометры изготовлены из инструментальной стали или углеродисто-цементной стали (U10A, U12A, 10, 15 и т. Д.).
Увеличить износостойкость. Для сокращения советских расходов используются твердосплавные скобы и пробки, износостойкость которых в 50-150 раз выше, чем у стального калибра. Стоимость всего 3-5 раз. При разработке предельных датчиков для гладких деталей, резьбовых деталей и других деталей, принцип сходства (принцип Тейлора), суть Это можно сформулировать следующим образом: 1) Датчик прохождения контролирует размер и отклонение формы испытываемой детали, Это должно быть в форме этой части.
2) Для контроля непроходимых размеров требуется только точечный контакт со следующими элементами: Проверенный пункт. Использование предельных датчиков позволяет не только одновременно контролировать все соответствующие размеры и отклонения в форме детали, Убедитесь, что отклонения в размере поверхности и форме детали находятся в допустимых пределах. Следовательно, продукт считается совместимым, если: Размер поверхности, форма и положение ошибки допустимы. Калибр терпимости.
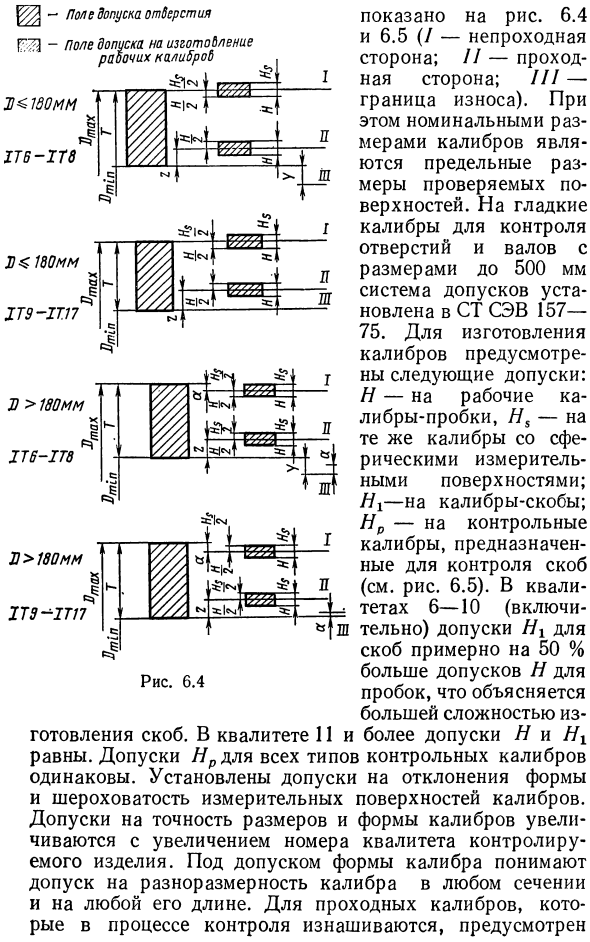
- Поле допуска по манометру связано с номинальным размером следующим образом: Показано на рисунке. 6.4 и 6.5 ( — непроницаемая сторона, II — сквозная сторона, III — предел износа). В этом случае номинальный размер отверстия Окончательные размеры тестируемой поверхности. Гладкий датчик для проверки отверстий и валов с допусками до 500 мм Прилагается к СТ СЭВ 157-75. Для изготовления калибра предусмотрены следующие допуски: N — для рабочего штекера, N — для того же калибра С сферической измерительной поверхностью, H1 на кронштейне калибра.
Для управления калибром, предназначенным для управления кронштейном (см. 6,5). Для квалификаций 6-10 (включительно) допуск на скрепки примерно на 50% больше, чем допуск H для пробок, что объясняется чрезвычайно сложной подготовкой скрепок. Для квалификации 11 и выше допуски для H и H1 равны. Допуск Нр одинаков для всех типов контрольных отверстий. Установить допуск для Форма отклонения и шероховатости поверхности измерения калибра. Точность размеров и допуск формы. Увеличение сертификационных номеров для управляемых продуктов.
Кроме того, из-за высокой доли специальных деталей и узлов вновь создаваемых объектов увеличились сроки и затраты на изготовление и ремонт. Людмила Фирмаль
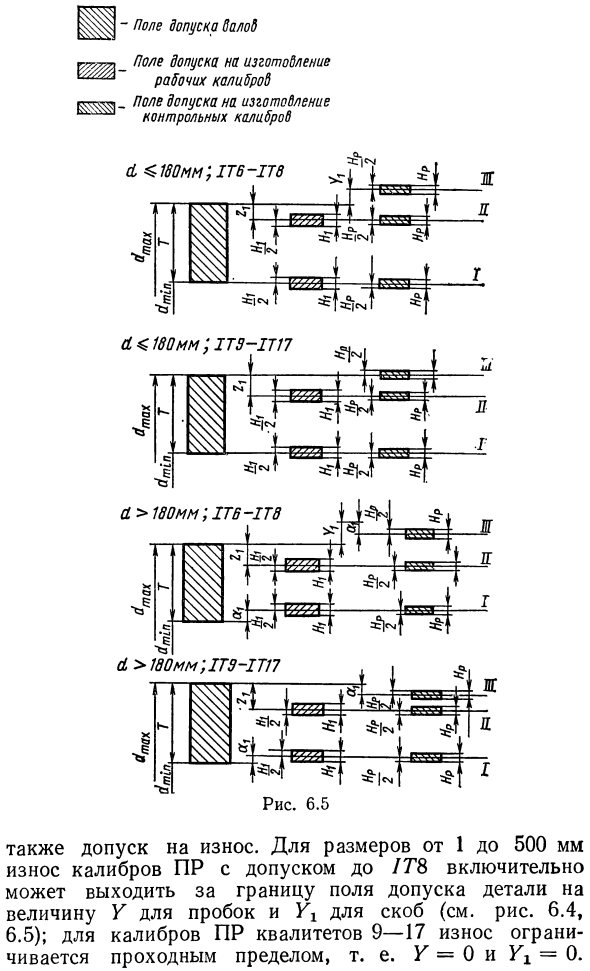
Из-за допусков калибра по форме понимаются различные допуски калибра по размеру для любой секции, Любой его длины. Для датчиков, которые изнашиваются в процессе проверки, Папа Попака для производства рабочих калибров Разблокировать поле для контроля производства Также учитывается износ. Для размеров от 1 до 500 мм износ датчиков PR с допусками до 1T8 может превышать поле допусков. Подробности по значению Y для заторов и значения Gx для скобок (см. Рисунки 6.4 и 6.5). Для калибров PR 9 17 класс износа ограничен пределом пропускания. Запас износа отражает средний износ датчика.
Для всех сквозных калибровок поля допуска H (H ) и H1 Калибр-скоба. Если номинальные размеры превышают 180 мм, допуск непроникающих манометров СЦ в пробках и кронштейнах, так называемая зона безопасности. Это введено для компенсации ошибок управления, вызванных отверстиями и датчиками вала. Размер 180 мм и более. Допуск калибра, не превышающий 180 мм, является симметричным для верхнего отклонения изделия для пробок и симметричным для нижнего отклонения для пробок Скоба.
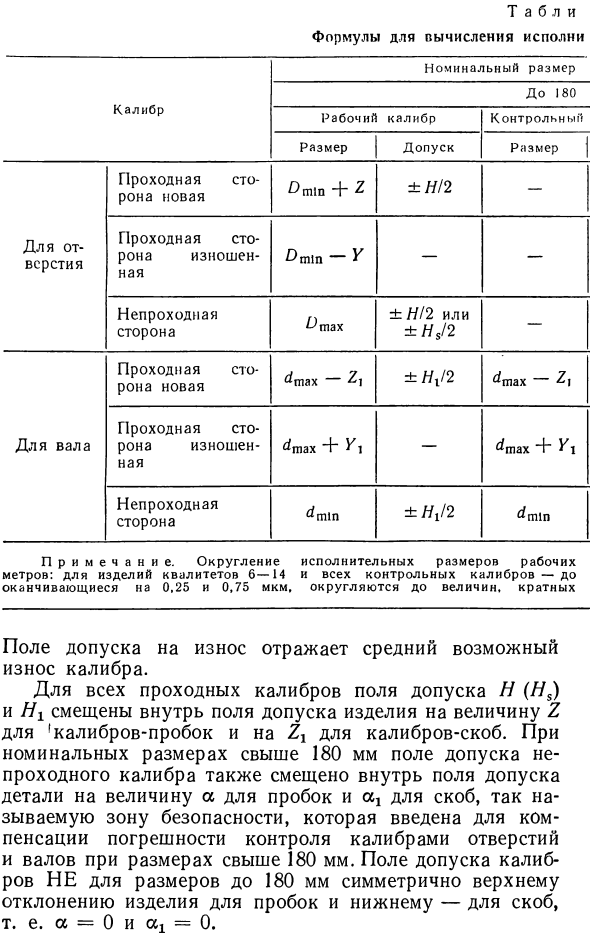
Сдвиг границ износа со стороны отверстия в пределах допустимого отклонения и поля допусков детали исключает возможность искажения символов Земля и гарантия получения соответствующего размера детали в пределах установленных допусков. Калибр представительского размера. Исполнитель называет размер калибра, прикрепленного к чертежу, и допуск Продукция была отправлена в кузов калибра. Поэтому минимальный размер ограничения для исполнительного размера скобки составляет Пробка и контрольный датчик положительного отклонения — максимальный размер предела с отрицательным отклонением.
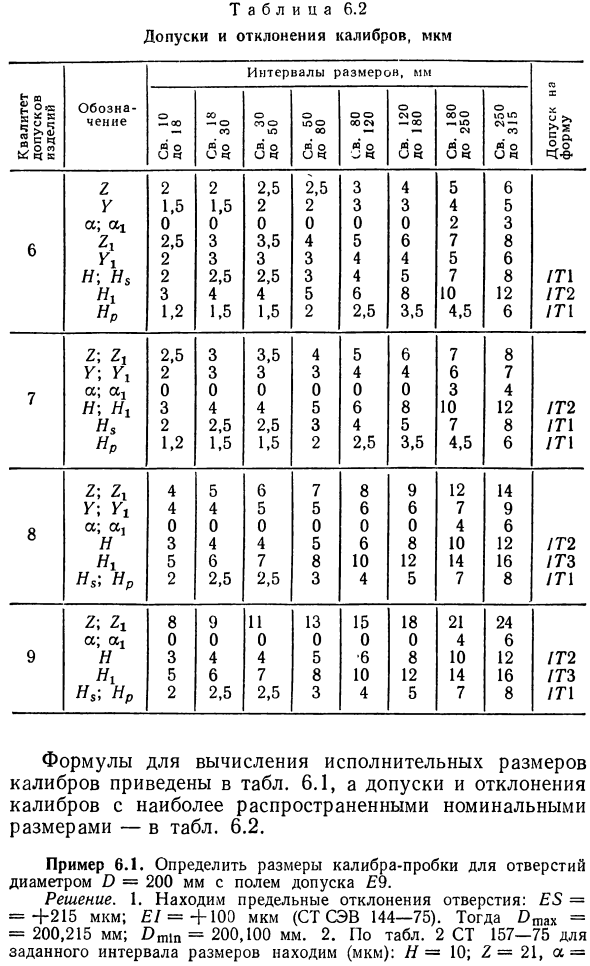
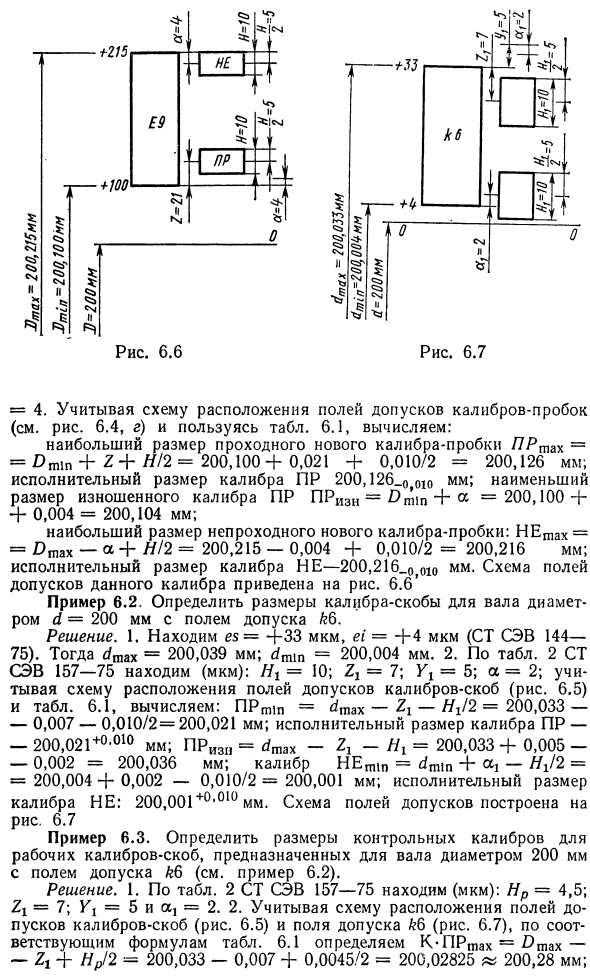
Формула расчета размера исполнительного калибра приведена в таблице. 6.1, и наиболее распространенные допуски и отклонения калибра Номинальная таблица размеров. 6.2. Пример 6.1. Используйте поле допуска E9, чтобы определить размеры манометра для отверстия диаметром O = 200 мм. Решение. 1. Найти максимальное отклонение отверстия. Е8 = = +215 мкм. I = +100 мкм (СТ СЭВ 144-75). Тогда Otax 200,215 мм; ртуть = 200,100 мм 2. По данным табл. 2 ST 157-75 Для заданного диапазона размеров (мкм): I = 10; 2 = 21, a = = 4. Предполагается размещение поля допуска калибровочной пробки.
Максимальный размер новой пробки, проходящей через проход 7Ptax = = 0n11n + 2 + II 2 = 200,100 + 0,021 + 0,010 2 = 200,126 мм; исполнительный размер Калибр PR 2OO, 126 0 010 мм, наименьший изношенный калибр PR PRIZn = ^ tm + a = 200,100 + + 0,004 = 200,104 мм; Максимальный размер нового калибра пробки, который не может быть пройден: HEX max-a + H 2 = 200,215-0,004 + 0,010 2 = 200,216 мм; исполнительный размер Калибр НЕ — 2ОО, 216 0 010 мм. Схема для этого поля допуска калибра показана на рисунке. 6,6 Пример 6.2.
Определить размеры калибр-скобы для вала диаметром 4 = 200 мм в квадрате с допуском. Решение. 1. Найти ez = +33 мкм, e = +4 мкм (ST SEV 144 75). 7shah = 200,039 мм; Lt n = 200,004 мм. 2. По данным табл. 2 СТ СЭВ 157-75 Найти (мкм): Hx = 10; = 7; Y1 = 5; a = 2; принять во внимание Выравнивание кронштейна датчика ttyavaya (рисунок 6.5) и поля допусков таблицы.
Расчет: PRt n = max-2, -H ^ 2 = 200,033- -0,007-0,010 2 = 200,021 мм; представительский размер Caliber PR- -200,021 м) 010 мм; ПРИЗН = atax — , = 200,033 + 0,005- -0,002 = 200,036 мм, калибр Het1n = am1n + a, -Hg 2 = = 200,004 + 0,002-0,010 2 = 200,001 мм; исполнительный размер калибра не 200,001 010 мм. Схема для поля допуска Рисунок 6.7 Пример 6.3. Определить размеры контрольного калибра кронштейна рабочего калибра, предназначенного для вала диаметром 200 мм с квадратом допуска. (См. Пример 6.2). Решение. 1. По данным табл.
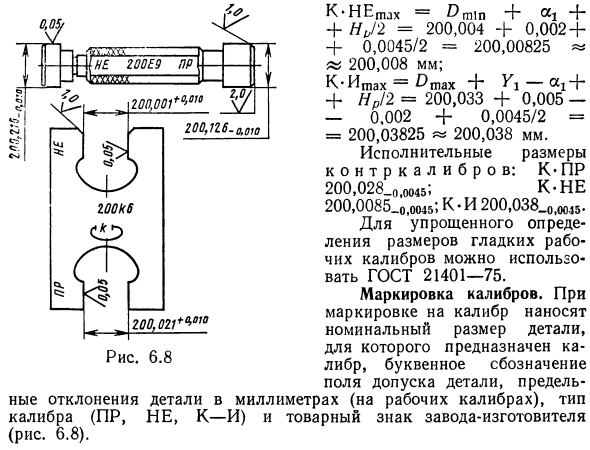
Найдите ST SEV 157-75 (мкм): Нр = 4,5; 21 = 7; Y = 5 и H1 = 2. 2. Рассмотрите расположение поля допуска Согласно соответствующей формуле в таблице, калибр скобки (рис. 6.5 ) И разрешенное поле kb (рисунок 6.7). 6.1 Определить К-ПРтах = Отах- -21 + Нр 2 = 200,033-0,007 + 0,0045 2 = 200,02825 200,28 мм; Рисунок 6.8 Различные отклонения деталей (мм, PR, НЕ, K-I) и (рисунок 6.8). К-нещах = Отш + 1 + + 7р 2 = 200,004 + 0,002 + + 0,0045 2 = 200,00825 200,008 мм; К-Итах = Отах + G1 — А + + Hp 2 = 200,033 + 0,005 0,002 + 0,0045 2 = = 200,03825 200,038 мм.
Калибр исполнительных размеров: K-PR 200,028 0 IE; K-NOT 200, OO85 o, 0451K и 2OO, O38 o, oo15- Для упрощения плавной калибровки рабочего калибра можно использовать ГОСТ 21401-75. Маркировка калибра.
Смотрите также:
Решение задач по допускам и посадкам
| Допуски и посадки деталей из пластмасс | Государственная система обеспечения единства измерений |
| Нормальная температура измерений | Понятия об измерениях и единицах физических величин |
