
Оглавление:

Калибры для измерения гладких валов и отверстий
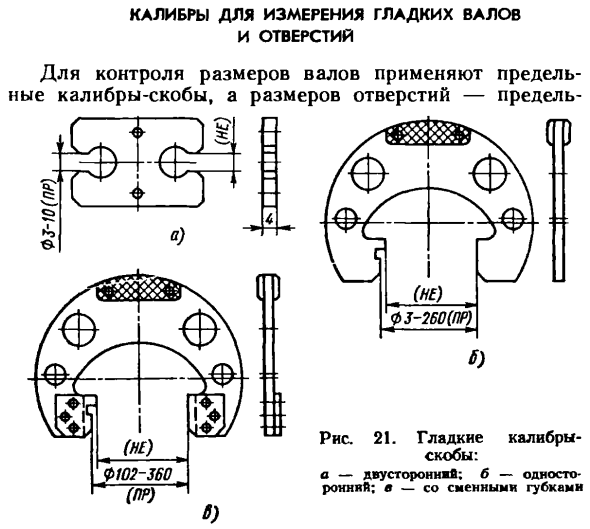
- Для контроля размера вала используется ограничитель, а для размера отверстия ограничитель. Символ гладкого калибра R PR (P NOT) Работа в пути (не может пройти). K PR (K НЕ) контролирует, чтобы проверить работника на наличие новых скобок во время транспортировки (без транзита). K I Con Тележка для проверки износа рабочего проходного кронштейна. K Контроль проверки скрепок в проходе P приема. Существует три основных типа гладких кронштейнов калибра с двойным ограничением, предназначенных для управления валами с допуском 7 или более. Двусторонний лист (рис. 21, а).
Влияние магнитного поля на показания измерительного прибора зависит как от принципа действия, так и от его конструкции, а также от напряженности магнитного поля. Людмила Фирмаль
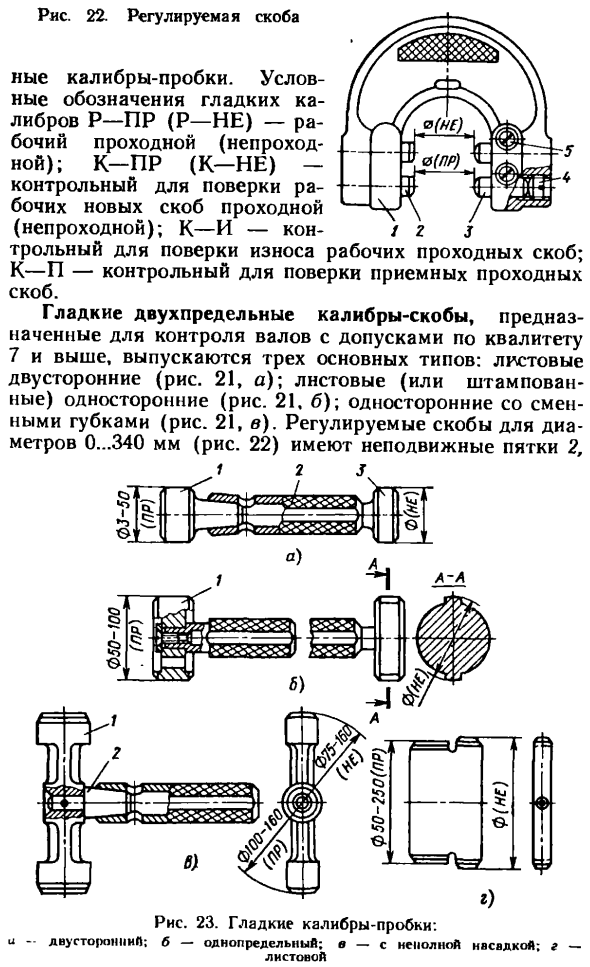
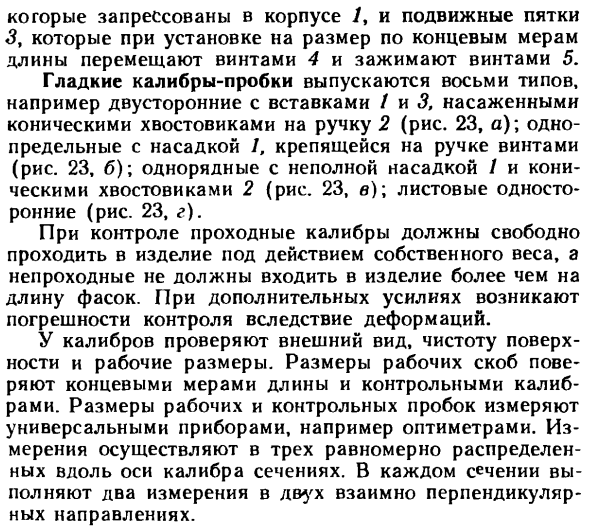
Лист (или штамп) одной стороны (рис. 21, б), одна сторона со сменными челюстями (рис. 21, в). Регулируемый кронштейн (рис. 22) диаметром 0 340 мм имеет фиксированный каблук 2, Рисунок 23. Гладкая заглушка: И между двумя странами. б единичный лимит; неполный vdka; g г) Они вдавливаются в корпус 1, и подвижная пятка 3 перемещается с помощью винта 4 и фиксируется с помощью винта 5 при установке в размере, соответствующем окончательному измерению длины. Существует 8 типов гладких штекерных датчиков. Например, обе стороны вставок 2 и 3 и конических хвостовиков прикреплены к рукоятке 2 (рис. 23, а).
- Единый край сопла 1 прикреплен к рукоятке с помощью винта (рис. 23, б), один ряд с неполным соплом 1 и коническим хвостовиком 2 (рис. 23, и). Один боковой лист (рис. 23, г). Во время контроля проходной манометр должен свободно проходить через изделие под собственным весом, а непроходной манометр не должен входить в продукт за пределами длины фаски. Дальнейшие усилия приведут к ошибкам контроля из за деформации. Калибр проверяет внешний вид, чистоту поверхности и рабочие размеры.
Структурно она включает в себя все отделы и службы,участвующие в разработке, создании и использовании продукта. Людмила Фирмаль
Размеры рабочего кронштейна сверяются с окончательным измерением длины и контрольным датчиком. Размер рабочего штекера и контрольного штекера измеряется с помощью оборудования общего назначения, такого как оптимизометр. Измерения выполняются в трех секциях, которые равномерно распределены вдоль оси калибра. В каждом разделе два измерения выполняются в двух взаимно перпендикулярных направлениях.
Смотрите также:
| Сведения о поверке и ремонте инструментов | Калибры для измерения линейных размеров |
| Классификация калибров | Калибры для измерения шлицевых изделий |
