
Оглавление:

Концевые меры длины и их поверка
- Плоские параллельные торцевые измерения длины производятся инструментальной фрезой в форме куба из закаленной хромистой стали или твердого сплава (рис. I, а). Нерабочие поверхности полируются, рабочие поверхности полируются и тонко настраиваются, а рабочие поверхности предъявляют высокие требования к шероховатости и плоскопараллельности. По ГОСТ 2789 73, кг = 0,0654 0,050 мкм для рабочей поверхности конечного измерения.
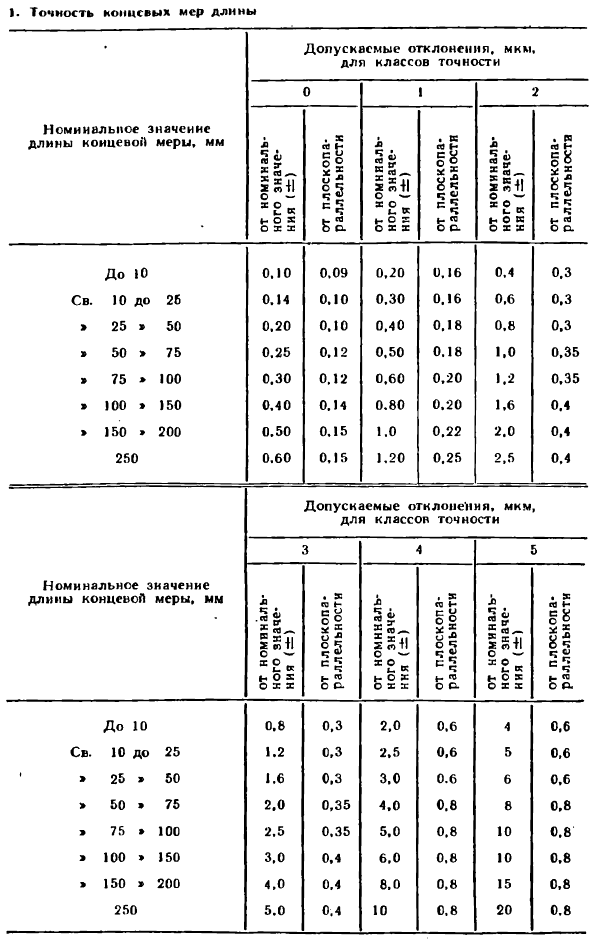
Требования к плоскостному параллелизму для конечного измерения длины приведены в ГОСТ 9038 73 в таблице. В таблице 1 показано допустимое отклонение от плоскостного параллелизма 0-5-го класса точности окончательного измерения длины. Номинальный размер окончательного измерения длины — это средняя длина OO. Другими словами, это длина перпендикуляра, который висит от центра верхней рабочей поверхности к противоположной поверхности. Окончательный допуск длины измерения зависит от класса точности измерения.
Этот метод позволяет одновременно контролировать средний диаметр, шаг, половину угла профиля, а также внутренний и внешний диаметр винта путем сравнения фактического профиля резьбы с предельным. Людмила Фирмаль
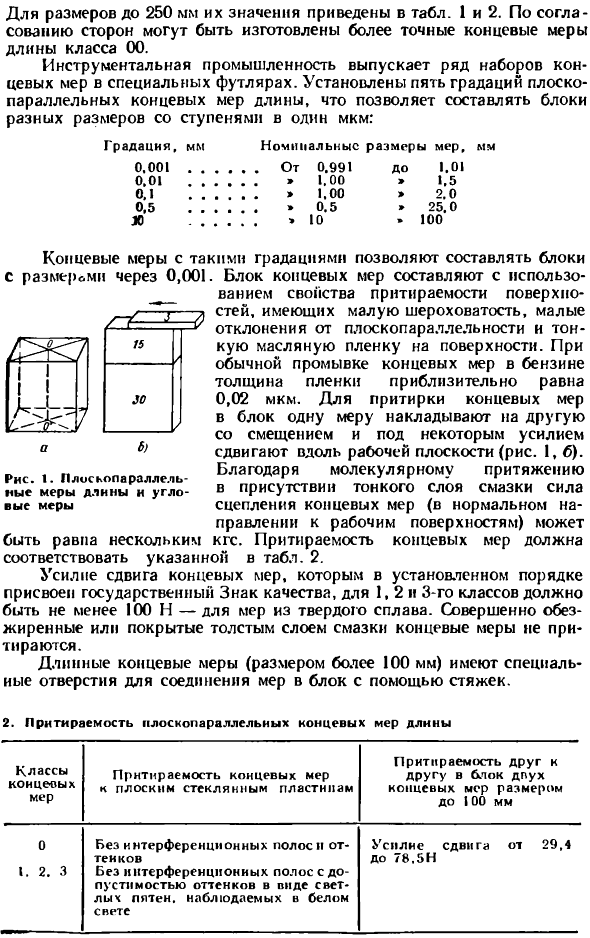
Для размеров до 250 мм это значение указано в таблице. 1 и 2. По соглашению сторон может быть изготовлен более точный калибр длины класса 00. Инструментальная промышленность выпускает различные готовые комплекты в особых случаях. Пять градаций были установлены для измерения параллельного края длины, и блоки разных размеров могут быть построены с шагом 1 микрон. гр Любовь размер S Характеристики шлифования поверхности с низкой шероховатостью, небольшим отклонением от плоскостного параллелизма и тонкой масляной пленкой на поверхности.
При обычном окончательном измерении промывки бензином толщина пленки составляет около 0,02 мкм. Чтобы отполировать конечную меру в блоке, переместите одну меру на другую меру, наложите и сдвиньте вдоль рабочей плоскости с некоторым усилием (рис. 1, б). Из-за молекулярного притяжения в присутствии тонкого слоя смазки адгезия последнего средства (в нормальном направлении измерительной поверхности) составляет кгс.
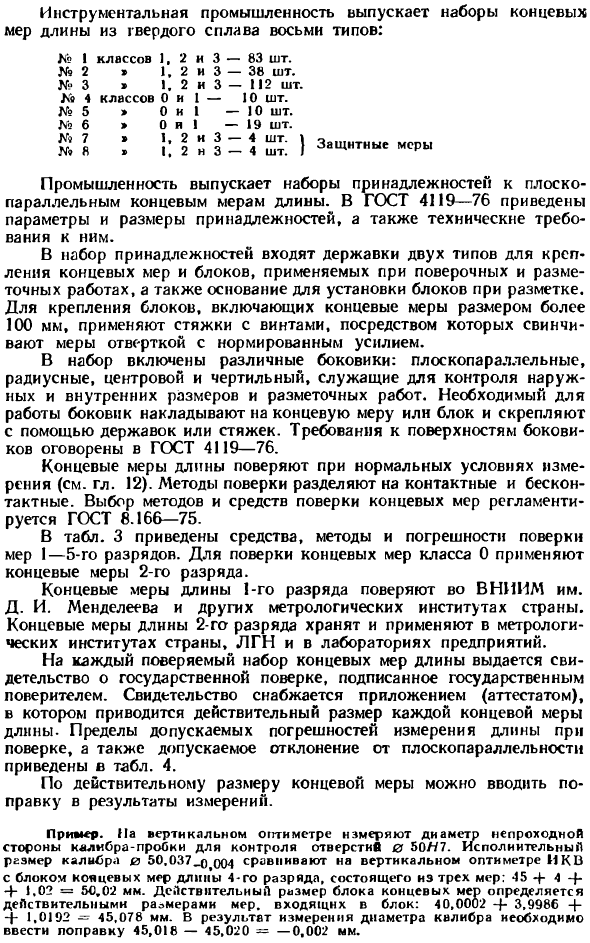
Шлифование концевых мер-таб. 2. Равно нескольким …. совпадениям, указанным … Конечное усилие сдвига измерения, назначенное государственным знаком качества в установленном порядке, должно быть не менее 100 Н для измерений, выполненных в сплавах класса 1, 2 и 3. Те, которые полностью обезжиренные или покрыты толстым слоем последнего средства смазки, не будут тереться. Длинные меры (размеры более 100 мм) имеют специальные отверстия для соединения меры с устройством с помощью стяжки. Инструментальная промышленность производит восемь типов концевых колец из твердых сплавов.
- Промышленность выпускает набор аксессуаров для измерения длины плоскопараллельного конца. В ГОСТ 4119 76 перечислены вспомогательные параметры и размеры и их технические требования. Набор аксессуаров включает в себя два типа держателей для установки концевых мер и блока, используемых для калибровки и маркировки, а также основание для монтажа блока во время маркировки. Используйте стяжку с винтами, чтобы закрепить блоки, содержащие концевые размеры более 100 мм.
Это позволяет вкрутить мерку с помощью отвертки с нормализованным усилием. Комплект включает в себя различные стороны: плоскую параллель, радиус, центр и отметку. Контроль внешних и внутренних размеров и маркировки. Боковые стенки, необходимые для работы, накладываются на торцевую меру или блок и фиксируются с помощью держателя или галстука. Требования к поверхности боковины указаны в ГОСТ 4119-76. Измерения длины кромки проверяются при нормальных условиях измерения (см. Главу 12).
Для каждой точности червяка, червячного колеса и червячной передачи устанавливаются такие нормы, как кинематическая точность, плавность хода, контакт зубьев и витков. Людмила Фирмаль
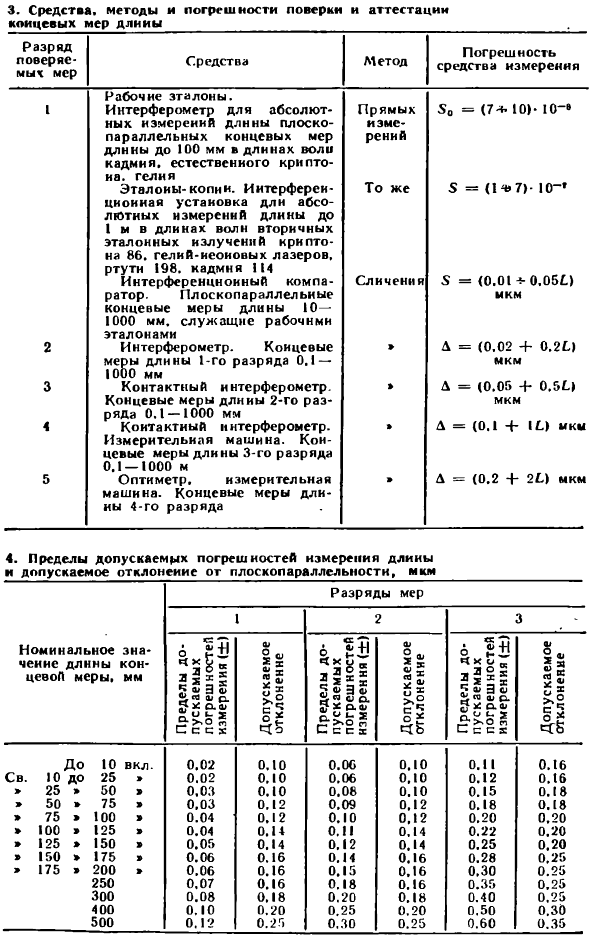
Методы проверки можно разделить на тип контакта и тип контакта. Метод проверки мер прекращения и выбор методов проверки соответствуют ГОСТ 8.166 75. В таблице. На рисунке 3 показаны средства, методы и ошибки для валидации измерений I — пятой категории. Индикатор выхода второй категории используется для проверки индикатора выхода класса 0. Конечная мера длины первой категории проверяется с ВНИИМ. Д. И. Менделеев и другие метрологические агентства страны.
Конечная мера длины второй категории хранится и применяется национальными метрологическими агентствами LGN и корпоративными лабораториями. Для каждого проверяемого набора измерителей длины выдается свидетельство о государственной проверке, подписанное прокурором. Сертификат поставляется с приложением (сертификатом), в котором указывается фактический размер каждого измерения длины.
В таблице приведены пределы допуска для измерения длины при поверке и допуски от плоскостного параллелизма. 4. В зависимости от фактического размера окончательного измерения, вы можете ввести поправки в результаты измерений. Пример. Вертикальный оптиметр измеряет диаметр непроходимой стороны калибровочной пробки и контролирует отверстия 0-50H7.
Калибр 0 50.037 01004 исполнительного размера представляет собой вертикальный оптикометр ICV, по сравнению с блоком измерения длиной около 4 градусов четвертой категории, состоящим из трех мер фактического размера 45 + 4 + мера вы. В состав блока входят: 40,00 24- 3,9986 + + 1,0192-45,078 мм. 45.018-45.020 = Коррекция -0,002 мм должна быть введена в результат измерения диаметра калибра.
Смотрите также:
Решение задач по метрологии с примерами
| Обеспечение точности измерения | Угловые меры |
| Виды и назначение мер | Штриховые меры длины и их поверка |
