
Оглавление:

Метод групповой взаимозаменяемости
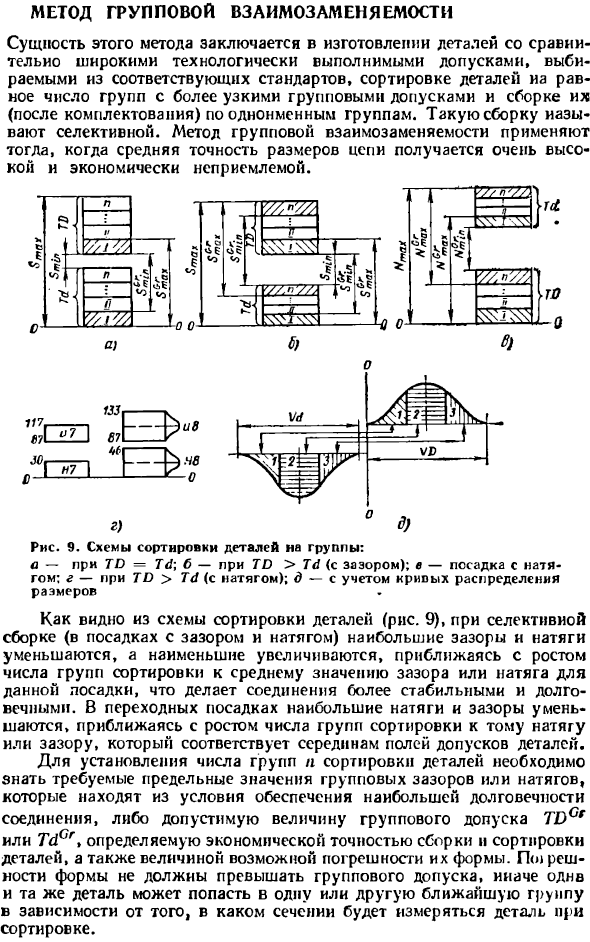
- Суть этого метода состоит в том, чтобы производить детали с относительно широким технически осуществимым допуском, выбранным из соответствующих стандартов, классифицировать детали на одинаковое количество групп с узким допуском группы и называть их одинаковыми. Быть собранным в группу (после завершения). Эта сборка называется выборочной. Используется метод группового обмена Как видно из схемы перестановки компонентов (рис. 9), при выборочной сборке (фитинги с зазором и посадкой с натягом) максимальный зазор и посадка с натягом уменьшаются, приближаясь к минимальному увеличению и перестановке.
Увеличение количества групп улучшает стабильность и долговечность соединений, которые приближаются к среднему зазору или посадке с натягом. Переходная посадка уменьшает максимальные помехи и зазор, а также увеличивает количество классификационных групп на помехи или промежутки, которые соответствуют центру поля допусков детали. Определение количества групп и сортировки деталей, определяемых из условий, обеспечивающих максимальную долговечность соединения, или допустимый допуск группы TIS или TaSg, определяемый экономической точностью сборки и сортировки деталей.
Первое оборудование-это управление червячными и червячнорезными модулями диаметром от 1 до 20 мм и от 40 до 250 мм, управление от 2 до 20 мм и управление от 40 до 250 мм. Людмила Фирмаль
Вам необходимо знать требуемый интервал между группами или пределы помех и возможные значения ошибок. P n, разрешение формы не должно превышать групповой допуск. В противном случае одна и та же деталь попадет в одну из ближайших групп, в зависимости от сечения, где деталь измеряется при сортировке. Рассмотрим случай определения количества групп при m = TA на первой посадке. В этом случае разрыв или плотность группы остается постоянной при переходе от одной группы к другой.
При сборке деталей необходимо создать минимально допустимый зазор, чтобы увеличить долговечность подвижного соединения, а максимально допустимая герметичность необходима для повышения надежности затянутого соединения. Количество групп l можно рассчитать по следующему уравнению: За мобильную посадку дается 5 ^ Г1П. При GO Ta разрыв группы (или интерференция) при переходе от одной группы к другой не является постоянным, поэтому совместная однородность не гарантируется. Поэтому рекомендуется использовать сборку выбора с GO Ta.
Также обратите внимание, что если имеется большое количество групп сортировки, допуск группы немного отличается от допуска для небольшого числа групп, что значительно увеличивает сложность конфигурации и сборки элемента управления. На самом деле, pct = 4 — — 5, и только в подшипниковой промышленности переупорядочение элементов качения составляет 10 или более для n. Выборочная сборка используется не только для сопряжения гладких цилиндрических деталей, но и для более сложных форм, таких как завинчивание. Содержание опа везде одинаковое.
- Выборочная сборка увеличивает точность сборки (точность соединения) в n раз или уменьшает допуск до экономически обоснованного значения без уменьшения допусков при изготовлении детали, что приводит к желаемой точности сборки (соединения) или он может обеспечить точность). В то же время выборочная сборка имеет свои недостатки. Комплексное управление (требует больше сотрудников контролера, более точных инструментов измерения, средств управления и сортировщиков).
Быстро расти Из-за способности процесса сборки (в результате создания группы сортировки) количество деталей в парной группе может быть различным, что увеличивает объем незавершенного производства. Выборочная сборка обеспечивает неполную совместимость групп. В результате этот метод обычно используется в заводских условиях производителя для обеспечения внутренней совместимости. Исключением являются, например, поршни, поршневые пальцы двигателей внутреннего сгорания и некоторые другие запчасти.
Проведя соответствующее исследование и установив значение а, можно уточнить поправку, которая на самом деле неслучайна и выражается в точках на числовой оси. Людмила Фирмаль
Если дополнительные затраты на классификацию, маркировку, сборку и хранение деталей в группах окупаются с высоким качеством, рекомендуется использовать выборочную сборку для массового производства и крупносерийного производства прецизионных соединений. При производстве подшипников качения критический узел винтового соединения с интерференционной, селективной сборкой является единственным экономически целесообразным способом обеспечения требуемой точности.
Чтобы уменьшить объем незавершенного производства из-за выборочной сборки, создается эмпирическая кривая распределения размеров соединяемых деталей. Если кривые смещения центра группировки и распределения размеров соединенных деталей совпадают, например, в соответствии с законом Гаусса, количество собранных деталей в одной группе будет одинаковым. Следовательно, сборка деталей из одной группы (см. Рис. 9) исключает формирование текущей работы, только если кривые распределения идентичны.
В некоторых случаях деление на равные части допуска, выраженное в виде линейной величины, заменяется делением на части, где граница представлена делителем. Следовательно, если существует граница сортировки во второй группе -a, относительное количество деталей в первой группе (3) — (1) = 0,5 = 0,3413 = 0,1587 = 15,87% Относительное число (1) = 2 0,3413-68,26%. Относительное количество частей третьей группы и первой группы (3) -3 (1) = 15,87%.
Смотрите также:
Решение задач по метрологии с примерами
| Метод регулирования | Расчет зависимых допусков на расстояния между осями отверстий |
| Метод пригонки | Краткие сведения о расчете плоских и пространственных размерных цепей |
