
Оглавление:


Общие принципы взаимозаменяемости цилиндрических резьб
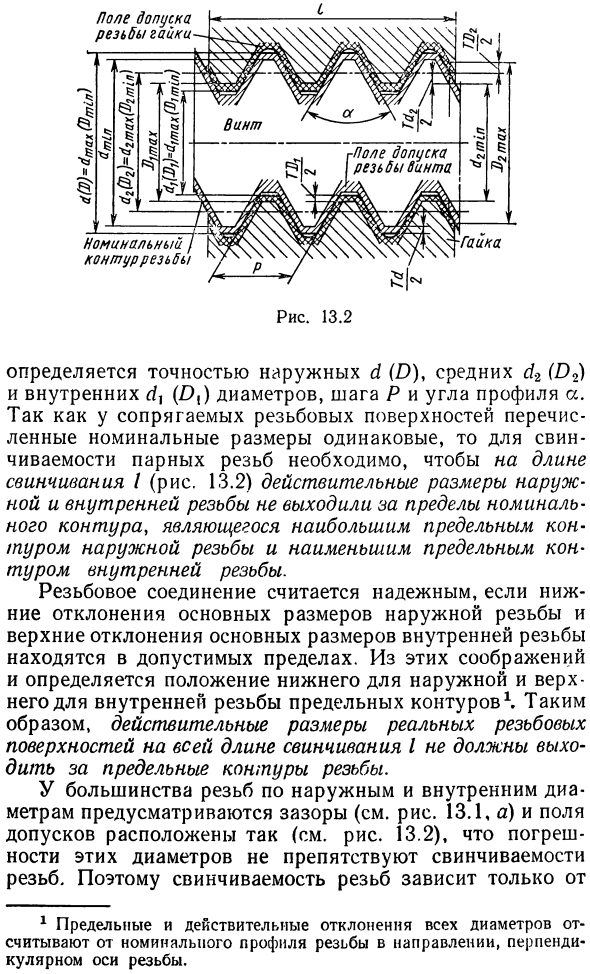
- Фактические резьбы имеют отклонения в профиле и размерах по сравнению с теоретически точными нитями. Чрезвычайно высокая точность поверхности резьбы, несмотря на сложные формы Определяется с точностью внешнего 1 (O), среднего d2 (O2) и внутреннего c1, (O () диаметра, шага P и угла профиля a. Поскольку номинальные размеры поверхности сопряженной резьбы одинаковы.
Длина макияжа I (рис.13.2) должна быть такой, чтобы фактические размеры наружной и внутренней резьб не превышали номинальных контуров, которые представляют собой максимальный и минимальный ограниченные контуры наружной и наружной резьб. Винтовое соединение считается надежным, если отклонение основного размера внутренней резьбы от низкого отклонения и отклонение основного размера внутренней резьбы от высокой находятся в пределах допуска. Эти соображения определяют расположение внешней нижней границы и верхней границы внутренней схемы 1 ограничения резьбы.
На практике его можно использовать для наблюдения явления интерференции и измерения только вибраций, полученных от одного источника. Людмила Фирмаль
Следовательно, фактические размеры фактической поверхности резьбы по всей длине подпитки не должны превышать предельный контур резьбы. Большинство резьб наружного и внутреннего диаметра имеют зазоры (см. Рис. 13.1а), а поля допусков размещены таким образом, чтобы погрешности этих диаметров не влияли на резьбу винта (см. Рис. 13.2). Поэтому нарезание резьбы 1 Все пределы диаметра и фактические отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы. Точность среднего диаметра (d2, Og), углы наклона и профиля резьбы.
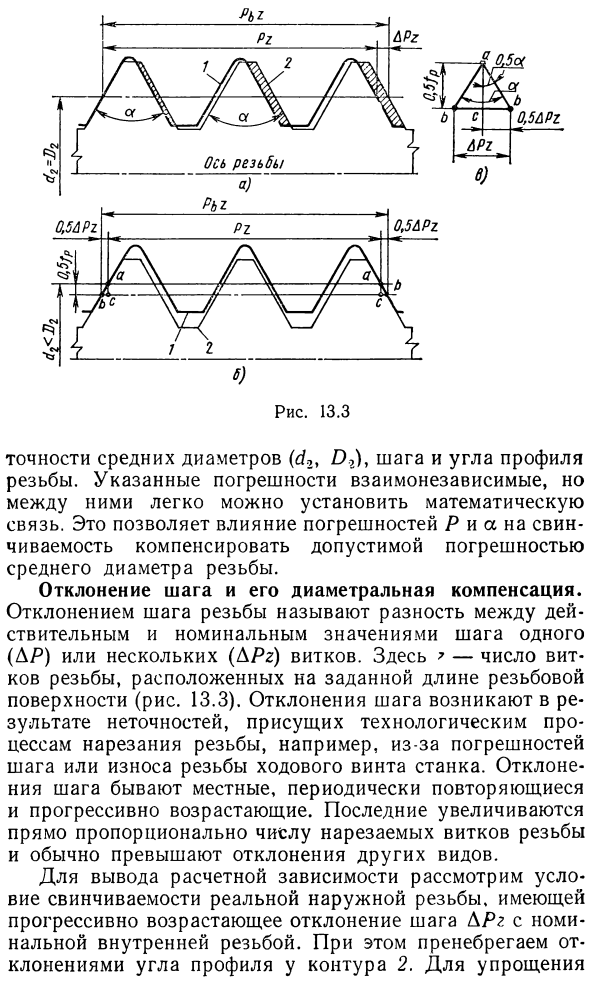
Показанные ошибки взаимозависимы, но установить математическую связь между ними легко. Это позволяет ошибкам P и a влиять на возможность навинчивания, чтобы компенсировать допуск среднего диаметра шнека. Шаг отклонения и коррекция его диаметра. Отклонение шага резьбы — это разница между фактическим и номинальным значением шага за один оборот (DR) или несколько оборотов (DRg). Где r — количество нитей заданной длины на поверхности нитей (рис. 13.3).
Отклонения шага возникают из-за неточностей, присущих процессу нарезания резьбы, например, из-за ошибок шага ведущего винта станка или износа резьбы. Шаговые отклонения являются локальными, регулярно повторяются и постепенно увеличиваются. Последний увеличивается прямо пропорционально скорости пряжи и обычно превышает отклонения других видов. Чтобы вывести вычисленные зависимости, рассмотрите условия фактической конфигурации внешнего потока. Это связано с тем, что отклонение номинального шага внутренней резьбы DRG постепенно увеличивается.
В этом случае отклонение угла профиля на контуре 2 игнорируется. Выходы 13.3, a и b на рисунке показывают номинальный профиль внутреннюю резьбу на одной стороне общей оси и фактический профиль 2 с наружной резьбой, ввернутый в нее. Контуры 1 и 2 не могут быть привинчены с одинаковым углом профиля и средним диаметром (Рисунок 13.3, а). Это связано с тем, что фактическая длина резьбы наружной резьбы P (g больше номинальной Pg, поэтому профиль наружной резьбы перекрывается с профилем внутренней резьбы (заштрихованная область) и пределом отклонения шага DRg = Rg-Pr.
Поскольку невозможно получить нить с абсолютно точным шагом, необходимо каким-то образом компенсировать допуск. Для этого переместите профиль 2 в направлении, которое уменьшает средний диаметр наружной резьбы на 0,5 п (рис. 13.3, б). В этом положении перекрытие профиля разрешается, но сохраняется крайний (заданной длины) боковой контакт профилей с наружной и внутренней резьбой. Это смещение контура 2 не изменяет значение отклонения основного тона, но его положение симметрично относительно номинальной рабочей длины Pr. В результате мы получаем два правильных треугольника abc.
Где вертикальная ветвь переменного тока равна сегменту 0,5 р = 0,5 (О., -2). Горизонтальная ножка BC-O.b g; Bac = a 2. Оба треугольника образуют равнобедренный треугольник Lb (рис. 13.3, в). Из этого треугольника найдите 0.5 p = 0.5 DRg s § (a 2) Получить формулу для расчёта компенсации диаметра для отклонения шага резьбы M = Lpr c § (а 2), (13.1) Где DRg в микронах. A-60 ° и c для метрической резьбы 30 ° = 1,732; для дюймовых винтов a = 55 ° и c d 27 ° 30 = 1,921; для трапецеидальных винтов a = 30 ° и c д 15 ° -3,732.
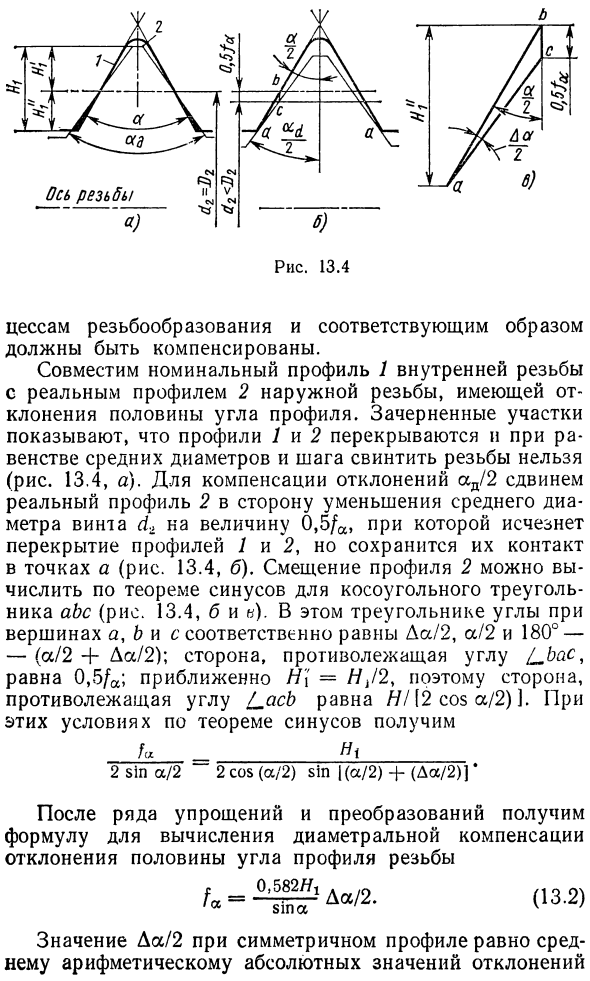
Угловое отклонение профиля резьбы и коррекция его диаметра характеризуются половиной отклонения угла наклона профиля резьбы симметричного профиля 2 или отклонением угла наклона стороны резьбы профиля асимметричного профиля. вы. Отклонение на половинную ширину профиля Да 2 представляет собой разницу между фактическим значением ада 2 и номинальным значением а 2 для полуширины этого профиля резьбы (Рис. 13.4, а и b). Эти отклонения также являются техническими характеристиками Рисунок 13.4 Это многопоточный процесс, и его необходимо соответствующим образом скорректировать.
Совместим номинальный профиль 1 внутренней резьбы с реальным профилем 2 внешней резьбы, который имеет отклонение профиля на половину угла. Черная область указывает, что профили 1 и 2 перекрываются. Если средний диаметр и шаг одинаковы, винты не могут быть привинчены друг к другу (Рисунок 13.4, a. Чтобы компенсировать отклонение ad 2, переместите фактический профиль 2 в направлении уменьшения среднего диаметра винта d2 на 0,5 а, перекрытие профилей 1 и 2 исчезает, но их контакт остаётся в точке а (рис. 13.4, б).
- Смещение профиля 2 можно рассчитать по теореме синуса для наклонного треугольника abc (рис. 13.4, b, c). В этом треугольнике углы вершин a, b и c равны Da 2, a 2 и 180 ° соответственно — (a 2 + ye 2), другая сторона угла aa.s Равен 0,5 а и примерно n = 7 2, поэтому противоположная сторона угла a b равна А 12 cos a 2).
В этих условиях по теореме знака 1 2 81P a 2 2СО8 (a 2) 1p (a 2) + (Yes 2) После ряда упрощений и преобразований вы получите формулу, которая рассчитывает коррекцию диаметра для отклонения угла наклона профиля резьбы ED Значение Yes 2 для симметричного профиля равно среднему арифметическому абсолютного значения отклонения Справа да половина угла профиля p 2 и левого профиля Dal 2, т. д. D (a 2) = 0,5 D (апр 2) + D (al 2) 1.
Один и тот же измерительный прибор может быть предназначен для практических измерений, как рабочий измерительный прибор, так и как модель, другими словами, как средство поверки и калибровки. Людмила Фирмаль
В уравнении (13.2) рабочая высота профиля заменяется шагом резьбы P, затем для метрической резьбы (ат0,36РД (а 2); для трапеций (а 0,582РДXX (а 2) Этот вывод в полной мере продемонстрирован в исследовании А. И. Якушева 19) Д (а 2) в минутах, в микронах, в микронах, под углом). Значения и a для наружной и внутренней резьбы рассчитываются по одной и той же формуле, но на чертеже эти сегменты расположены по разные стороны относительно номинального контура: в случае нижней наружной резьбы и внутренней резьбы выше этого контура.
Отклонение фактического среднего диаметра резьбы неизбежно при изготовлении резьбы, если поверхность резьбы условно заменить гладким цилиндром того же диаметра. Это легко представить. Эти отклонения ограничены допуском D 22 (D 2). Это можно установить по аналогии с допусками для гладких цилиндрических изделий. Общий допуск на средний диаметр резьбы.
Отклонение шага параллельно оси резьбы и угловое отклонение профиля приводят к линейному отклонению тех же размеров в микронах (см. Уравнения (13.1) и (13.2) 1) и ориентированы перпендикулярно оси резьбы, Данная буква является средним диаметром, её точность нормируется суммой или полным допуском ta2 (Ty2) = (ar2) + A, — (1 с.з.) Для создания резьбовых деталей для соединений с зазорами необходимо условие О2. Следовательно, общий допуск для наружной резьбы TI2 низкий, а внутренняя резьба 7 O2 выше номинального профиля (см. Рис. 13.2). Отклонение начинается с номинального значения (O2).
Для универсальных монтажных и кинематических пар резьбы каждый компонент общего допуска Ty.g (TO2) не стандартизирован и не рассчитывается отдельно, а резьба контролируется сложными проходными и непроходными датчиками. Однако для пар потоков, которые выполняются правильно Кроме того, отклонение для каждого перечисленного параметра определяется и нормируется индивидуально. Указан средний диаметр наружной ^ 11p и внутренней резьбы P2pr.
Следующие два условия должны быть выполнены для навинчивания и работоспособности резьбового соединения. 1) Наружный измеренный средний диаметр d 3 и внутренний Для длинных нитей O2 FR неравенство 4b 4 m1n ^ 2 до rmax. Должен встретиться. Здесь t1n = d2-TLg-NEI-наружная резьба имеет небольшой средний диаметр. O2tax +77 2-внутренний максимальный средний диаметр Резьба (см. Рисунок 13.2).
2) Диаметр b2c увеличивается на P и a не должен превышать номинальное или максимальное значение среднего диаметра наружной резьбы ^ 2max. + + = 4, e th (Л); (13.4) Диаметр P2PZ, уменьшенный на P и a, должен быть больше или равен номинальному O2 или минимальному O2t1n среднего диаметра внутренней резьбы гайки. Ах, -й + с = о, с. С О, (О), (13,5) Где y2pr и ^ 2pr — средний диаметр наружной и внутренней резьбы.
Средний диаметр резьбы представляет собой измеренный (фактический) средний диаметр резьбы, увеличенный для наружной резьбы (см. Уравнение (13.4)) для коррекции отклонения шага и диаметра на половину угла профиля резьбы и внутренней резьбы. См. Уравнение (13.5). Коллекция потоков представлена неравенством P2ir 2pr. Концепция уменьшения среднего диаметра упрощает контроль и расчёт резьбы и допусков на её соединение.
Пример 13.1 Определите приведенный средний диаметр резьбы болта М24, пригодность этого болта и отклонение диаметра г 2. Известны следующие данные: P = 3 мм; 2IZ = 21,9 мм; TLg = 200 мкм; DRg = 40 мкм; DaSp 2 = -30; D chl 2 = 4-70; e 2 = 22,051 мм. Решение. Коррекция диаметра p и (a.
Для метрической резьбы согласно уравнениям (13.1) и (13.2) p=40-1.732 69 мкм; да 2 = 0,5 (30 4-70) = 50 и p = 0,36-3-50 = 54 мкм, приведенный средний диаметр в соответствии с уравнением (13,4) 2Pr = 21,9 4-4 * 0,069 4- 0,054 = 22,023 мм, сравнение приведенного среднего диаметра с номинальным средним диаметром: 42 Pr = 22,023 s1g = 21,051 мм, поэтому резьба этого болта качественно нарезается. Диаметр равен разнице между измеренным значением и минимальным значением.
Смотрите также:
Примеры решение задач по допускам и посадкам
| Допуски и посадки конических соединений | Допуски и посадки шпоночных соединений |
| Основные типы, параметры и условия работы резьб и резьбовых соединений | Допуски и посадки шлицевых прямобочных соединений |
