
Оглавление:

Основные типы, параметры и условия работы резьб и резьбовых соединений
- Резьбы используются для формирования неподвижных (неподвижных) и подвижных (подвижных) соединений. Обычно метрические (Рисунок 13.1) или дюймовые винты используются для неподвижных соединений, а трапециевидные (см. Рисунок 13.11) или неподвижные винты используются для подвижных соединений. Поверхность нити имеет сложную форму. Однако новейшие методы нарезания резьбы и контроля обеспечивают полную совместимость резьбовых деталей.
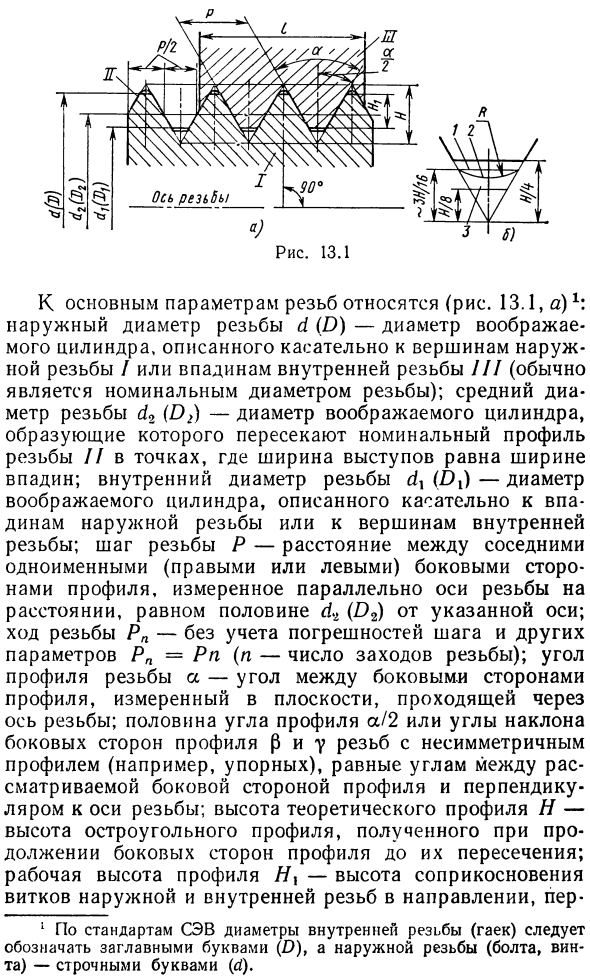
Основным условием совместимости резьбы является конфигурация резьб и гаек с одинаковым профилем, шагом и номинальным диаметром резьбы при получении указанного типа соединения без фитинга. Рисунок 13.1. Основные параметры резьбы (рис. 13.1, а) x: наружный диаметр резьбы (O) описывается в терминах верхней части наружной резьбы или корня.
На этом этапе возможно появление ошибки калибровки из-за погрешности или несовершенства глазка прибора, что превращает характер неоднородности шкалы в небольшое деление. Людмила Фирмаль
Внутренней резьбы (обычно номинальный диаметр резьбы) — диаметр воображаемого цилиндра, средний диаметр резьбы (12 (O2) — диаметр виртуального цилиндра, и его генератор пересекает номинальный профиль резьбы в точке, где ширина выступа равна ширине углубления).Внутренний диаметр 6 ^ (O () — это диаметр виртуального цилиндра, описанного относительно внешней выемки) верха резьбы или внутренней резьбы.
Шаг резьбы P составляет половину d2 (O2) от указанной оси Расстояние между соседними одинаковыми (правыми или левыми) сторонами профиля, измеренное параллельно оси резьбы на равных расстояниях, отклонение винта от Pn, исключенная погрешность шага и другие параметры Рп = Рп (где n — резьба Номер начала сваи); винт Угол профиля a гребня представляет собой угол между сторонами профиля, измеренный в плоскости, проходящей через ось резьбы, половину угла a 2 профиля или угол наклона p сторон профиля и оси профиля и винта.
Для резьб с асимметричным профилем (например, осевым усилием), равным углу, перпендикулярному высоте теоретического профиля, высота H теоретического профиля — это высота острого профиля, получаемого непрерывно по бокам профиля до пересечения, профиль рабочей высоты I Высота контакта вращения наружной и наружной резьбы в направлении 1 Согласно стандарту CMEA, диаметр внутренней резьбы (гайки) должен быть написан заглавными буквами (O), а наружная резьба (болты, винты) — строчными буквами (4).
Перпендикулярно оси нити, длина нити I нити — это длина контакта наружной и внутренней резьб в осевом направлении (которая может быть выражена как целое или дробное число нитей). Прочность, долговечность и требуемые свойства соединения — это общие требования, которые применяются ко всем резьбовым и резьбовым соединениям. Достижение этих качественных показателей гарантируется рядом конструктивных и технических мер, а также точностью основных параметров резьбы и требуемой различной арматуры.
- Герметичность и свойства резьбы определяются соотношением и точностью среднего диаметра винта с наружной резьбой (болта) и винта с внутренней резьбой (гайки). Точность формы поверхности резьбы (в зависимости от точности P и x) способствует равномерности нагрузки на сопрягаемый винт, поэтому точность шага и угла наклона профиля повышает прочность неподвижной резьбы, а Износ уменьшен. Для пары кинематических нитей прецизионных механизмов основным показателем качества резьбы является точность шага и хода, а в особых случаях — точность угла наклона стороны профиля резьбы.
От точности th и o зависит фактическая рабочая высота профиля. Следовательно, это зависит от износостойкости и прочности на сжатие сопряженного винта. Именно форма углубления винта оказывает существенное влияние на прочность винта (рис. 13.1, б). Чем глубже и острее впадина, тем меньше фактическое расчетное сечение резьбы и тем ниже статическая прочность. Усталостная прочность резьбовых компонентов зависит от формы полости, которая влияет на концентрацию напряжений. Канавка наружной резьбы может быть плоской ( ) или круглой (2).
Склонение наименований единиц, включая знаменатель, изменяет только часть, соответствующую числителю. Людмила Фирмаль
Если форма полости не ограничена, ее контур должен находиться в зоне 3. Наружные резьбы с плоскими полостями имеют минимальную усталостную прочность и максимальную круглость -0,28 мм. Характер профиля посадки по бокам зависит от соотношения среднего диаметра сопряженных нитей. Для фиксированных, часто разобранных соединений используйте зазор, равный нулю или относительно небольшой. Если вы хотите создать напряжение Если используется резьбовое или герметичное соединение, используется переходная арматура (см. Рисунок 13.8) или используется посадка с натягом (см. Рисунок 13.9).
В кинематических соединениях зазоры должны обеспечивать надежную смазку резьбовой поверхности и требуемую точность перемещения (см. Рис. 13.11). Для стандартных метрических резьб (треугольный профиль): профиль (ST SEV 180-75), основные размеры A, d, d2, O2, Aya (ST SEV 182-75). Ряд диаметров в диапазоне А = 0,25 … 600 мм и шаг Р = 0,075 … 6 мм (СТ СЭВ 181-75). В приборостроении стандарт ST SEV 183-75 устанавливает дополнительные значения для и и P (в ST SEV 181-75) с интервалами A = 3,5-400 мм и P = 0,25. 2 мм (основные размеры указаны в СТ СЭВ 184-75).
Следующие стандарты были разработаны для метрической резьбы толерантности и соответствия. 600 мм и P = 0,2 … 6 мм); ST SEV 305 76 — переходная посадка (d = 545 и P = 0,8 4,5 мм); ST SEV С натягом 306 76 (D = 5 45 мм и P = 0,8 3 мм); СТ СЭВ 837-78-Метрическая резьба диаметром менее 1 мм. СТ СЭВ 1158 78-Метрическая резьба для пластмассовых деталей и их допуски (d = 1 180 мм, P = 0,2 … 6 мм); ГОСТ 17722-72 — допуск на изготовление резьбы для музыкальных инструментов. Следующее стандартизировано для трапецеидальных винтов.
Профиль (СТ СЭВ 146-75).д, о), д2, о2, ая основные размеры (СТ СЭВ 838-78): диаметр А = 8640 мм и шаг Р = 1,548 мм (СТ СЭВ 639-77). СТ СЭВ 836-78 был разработан для трапецеидального допуска на одну резьбу и посадки (ст. 5,6-640 мм, P = 1,5-48 мм). Основные размеры и допуски трапециевидных многопоточных СТ-СЭВ 185-75 Для упорных винтов были разработаны ST SEV 1781-79 (профиль и основные размеры) и ST SEV 2058-79 (допуск).
Смотрите также:
Примеры решение задач по допускам и посадкам
| Конические соединения (применение и основные параметры) | Общие принципы взаимозаменяемости цилиндрических резьб |
| Допуски и посадки конических соединений | Допуски и посадки шпоночных соединений |
