
Оглавление:

Основное оборудование для термической обработки
- Основное оборудование для термообработки Основное оборудование термической обработки включает в себя печи, нагревательные установки и охлаждающие устройства. По источнику тепла печь делится на электрическую и топливную (таз и, в редких случаях, мазут). Чтобы избежать окисления и обезуглероживания стальных деталей при нагреве, рабочее пространство современных термических печей заполняется специальной защитной газовой средой или нагревательной камерой. evacuated.
To повышается производительность при термообработке мелких деталей машин и оборудования, используется быстрый нагрев. То есть его окончательно помещают в нагретую печь. Временное тепловое напряжение ns, возникающее при нагреве, может привести к образованию трещин и деформации. Однако быстрый нагрев опасен для крупных деталей (прокатных валков,
валов и корпусных деталей), поэтому такие детали нагреваются медленно (вместе с печью) или поэтапно. Людмила Фирмаль
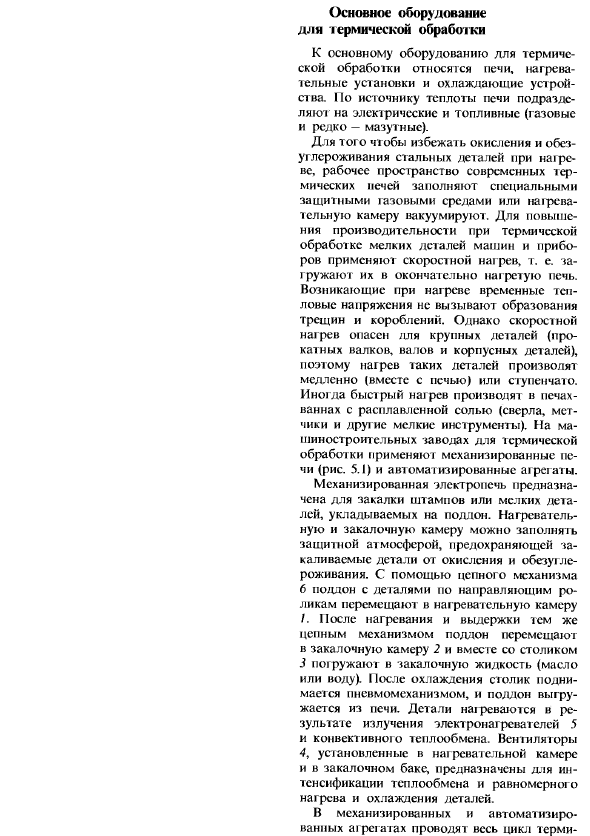
Иногда быстрый нагрев осуществляется в банной печи с расплавленными солями (сверла, смесители и другие подпорки). в машиностроительном заводе для термообработки используются механизированные печи(рис.5.1) и автоматизированные агрегаты. Механизированные электропечи предназначены для закалки мелких деталей, которые укладываются в пресс-форму или на поддоны.
Нагревательные и закалочные камеры могут быть заполнены защитной атмосферой, которая защищает закаленные детали от окисления и обезуглероживания. Используя цепной механизм 6, переместите поддоны с деталями вдоль направляющих роликов в камеру нагрева/.После нагрева и удержания в том же цепном механизме поддон перемещают в закалочную камеру 2 и вместе со столом 3 погружают в закалочную жидкость (масло или воду).
- После охлаждения поднимите стол с помощью пневматического механизма и опустите кастрюлю с пола. furnace. As в результате радиационного и конвективного теплообмена от электронагревателя 5 детали натираются. Вентилятор 4, установленный в нагревательной камере и закалочном баке, предназначен для повышения теплопередачи и равномерного нагрева и охлаждения деталей. В механизированной, автоматизированной установке、 Рисунок 5.1.
Механизированная электропечь: / — Камера нагрева; 2-камера отверждения; 3-подъемный стол; 4-вентилятор; 5-нагреватель: 6-цепной механизм перемещения поддонов с деталями Механическая обработка деталей, например, закалка и отпуск. Установка Takne состоит из механизированной нагревательной печи,
закалочного бака, стиральной машины и конвейерного транспортного устройства. Людмила Фирмаль
Поверхностный нагрев детали осуществляется тогда, когда в результате поверхностного упрочнения необходимо получить высокую твердость наружного слоя, сохраняя при этом мягкую сердцевину. Чаще всего наружный слой фрикционной части машины затвердевает. Наиболее совершенным методом поверхностного упрочнения является упрочнение специальной установкой с нагревом при помощи высокочастотного тока-НТВ.
Этот метод нагрева является высокоэффективным и может быть полностью автоматизирован, что позволяет получать стабильные, высококачественные отвержденные продукты с минимальным деформированием и поверхностным окислением при крупносерийном производстве. Известно, что с увеличением частоты ГОКов кожный эффект усиливается. Плотность тока внешнего слоя проводника во много раз превышает плотность тока внешнего слоя проводника. core.
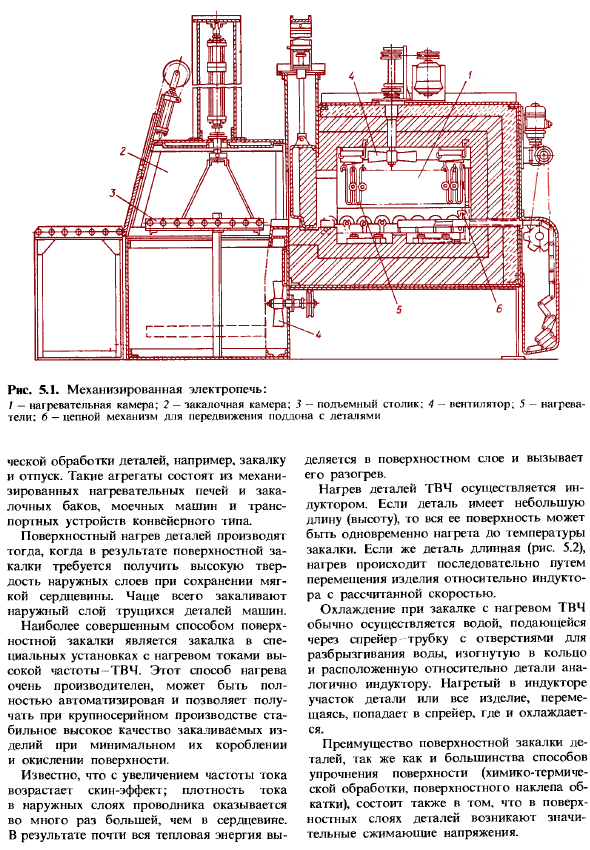
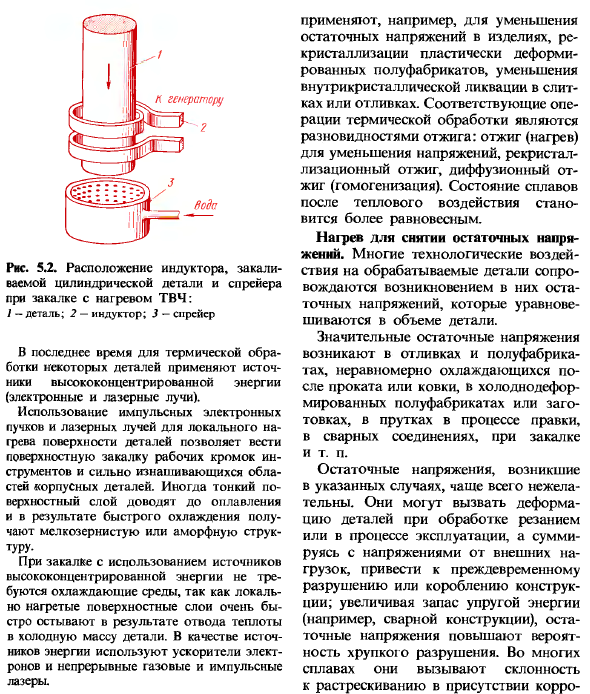
As в результате почти вся тепловая энергия Он делится на поверхностный рубцовый цвет и вызывает его нагревание. Нагрев высокочастотных компонентов осуществляется индукторами. Если длина (высота) детали невелика, то всю поверхность можно нагревать до температуры отверждения одновременно. Если деталь длинная(рис.5.2), то нагрев осуществляется непрерывно путем перемещения изделия против индуктора с расчетной скоростью.
Охлаждение во время тушения с нагревом HDTV обычно осуществляется путем заливки воды в трубку с отверстиями для распыления воды из распылителя, сгибания ее в форме кольца и размещения ее против компонентов, а также индуктора. Часть компонентов, нагретых индуктором, или весь продукт перемещаются, попадая в распылитель, где он охлаждается.
Преимущества поверхностного упрочнения деталей, а также большинство методов упрочнения поверхности (химико-термическая обработка, поверхностное упрочнение в обычной эксплуатации) также входят в него. В поверхностном слое детали создается значительное напряжение сжатия. В последнее время для термообработки некоторых деталей используется высокая концентрация источников энергии (электронных и лазерных лучей). Рисунок 5.2.
Положение индуктора, затвердевшей цилиндрической части и распылителя во время отверждения обусловлено нагревом высокочастотного телевизора 1-деталь. 2-индукторы; 3-спрсыср генератор л Два Локальный нагрев поверхности детали с помощью импульсного электронного пучка и лазерного луча позволяет обеспечить поверхностное упрочнение рабочих кромок инструмента и плохо изношенных деталей корпусных деталей.
Тонкий поверхностный слой может оплавляться, и в результате быстрого охлаждения получается мелкозернистая или аморфная структура. когда использовать ist для повышения Локально нагретый поверхностный слой охлаждается очень быстро в результате отвода тепла от детали к холодной массе, поэтому нет необходимости в высокой концентрации энергии в охлаждающей среде. В качестве источников энергии используются ускорители электронов и непрерывные газовые и импульсные лазеры.
Например, он используется для уменьшения остаточных напряжений в изделиях, для перекристаллизации пластически деформированных полуфабрикатов и для уменьшения сегрегации слитков или кристаллов в отливках. Соответствующая операция термической обработки является разновидностью отжига. Отжиг (нагрев), рекристаллизационный отжиг, диффузионный отжиг (гомогенизация) для уменьшения напряжения. Состояние сплава после термического воздействия будет более сбалансированным. Нагрев для снятия остаточного напряжения.
Многие технические воздействия на заготовку сопровождаются появлением остаточных напряжений в заготовке. Остаточное напряжение уравновешивается объемом детали. Большие остаточные напряжения возникают в отливках и полуфабрикатах, которые неравномерно охлаждаются после прокатки или ковки, холоднодеформированных полуфабрикатах или заготовках, прутках в процессе правки, сварных соединениях и при закалке. Остаточные напряжения, которые возникают в этих случаях, часто не являются желательными для bcci®.
Они могут вызвать деформацию детали при обработке или эксплуатации резанием, а в сочетании с напряжением от внешних нагрузок могут вызвать преждевременное разрушение или деформацию конструкции. Увеличение подачи упругой энергии (например, в сварных конструкциях) увеличивает возможность хрупкого разрушения за счет остаточных напряжений. stress. In многие сплавы, они склонны к растрескиванию в присутствии коррозии.
Смотрите также:
Материаловедение — решение задач с примерами
