
Оглавление:

Резьба метрическая коническая с конусностью 1:16
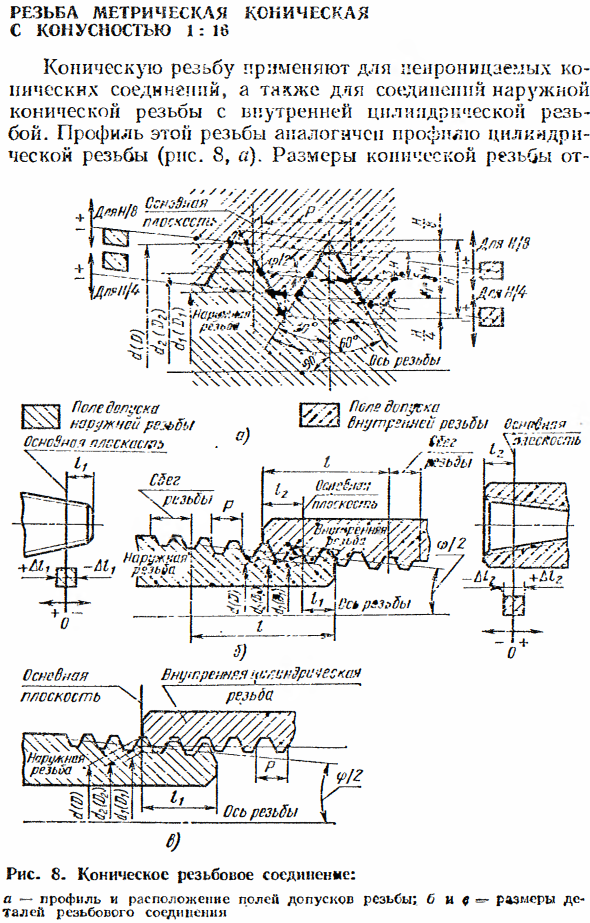
- Копирующие нити используются для непроницаемых конических соединений и для соединения внешних конических резьб с внутренними соединениями. Цилиндрический винт. Профиль этой нити аналогичен профилю цилиндрической нити (рис. 8, а). Размер конусного винта. главный внутренний Скульптура. Ось нити. Рисунок 8. Коническое винтовое соединение: Поле и профиль допуска резьбы: подъёмники для винтовых соединений.
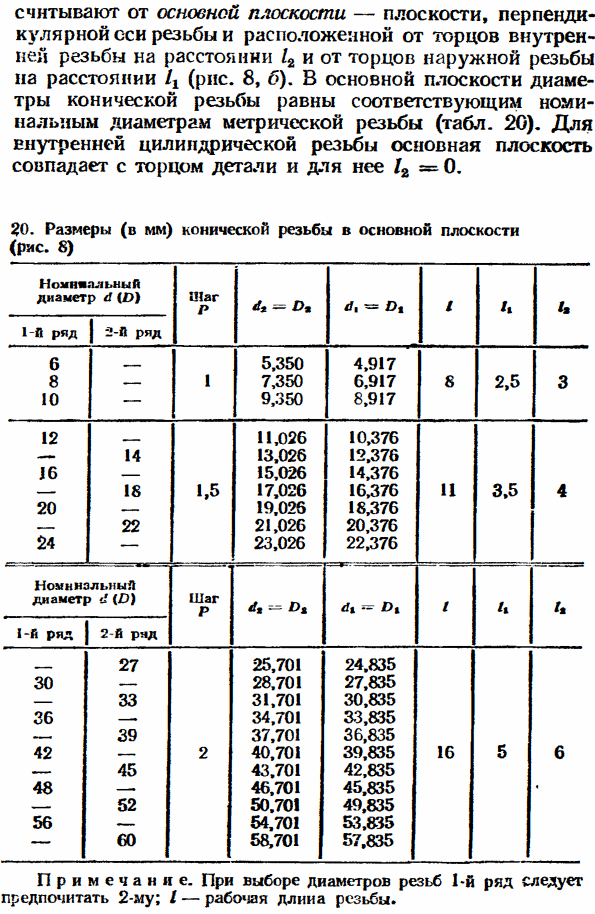
Считать с основной плоскости-перпендикулярно оси резьбы и на расстоянии 8 от конца внутренней резьбы, Конец наружной резьбы на расстоянии 4 (рис. 8, б). В основной плоскости диаметр конического винта равен соответствующему номинальному значению Метрический диаметр резьбы (Таблица 20). Для внутренних цилиндрических резьб главная плоскость совпадает с кромкой детали, где 4 = 0. 20.Основные размеры плоских винтов (мм)! (Рисунок 8). Примечание При выборе диаметра винта первая строка должна иметь приоритет над второй. Я — рабочая длина нити.
Следует помнить, что унификация должна осуществляться с учетом перспектив совершенствования деталей и узлов. Людмила Фирмаль
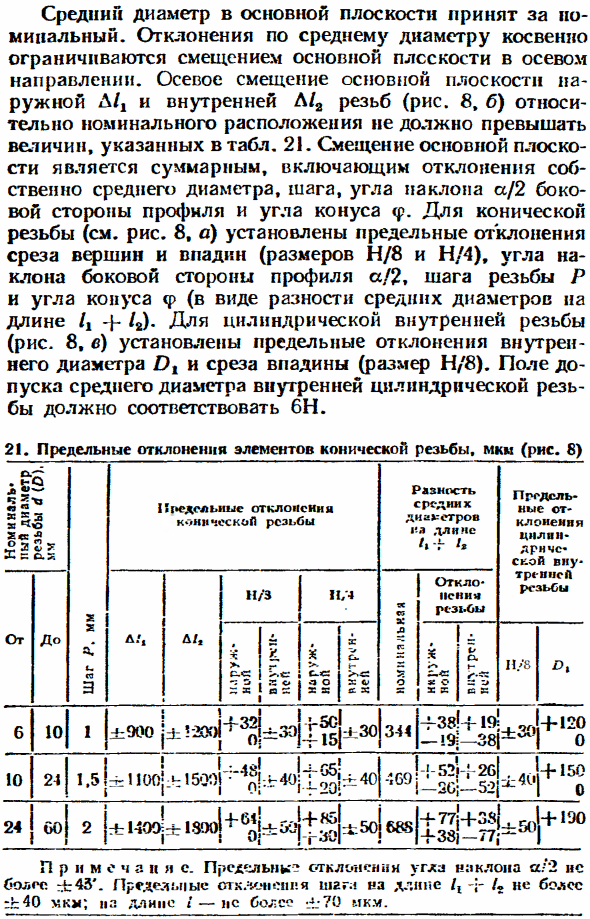
Средний диаметр основной плоскости считается номинальным значением. Среднее отклонение диаметра косвенно ограничено основным смещением Осевая плоскость Осевое смещение основной поверхности наружной D и внутренней L a резьбы (рис. 8, б) относительно номинального значения Расположение не должно превышать значение, указанное в таблице. 21. Смещение основной плоскости — это сумма, включающая отклонение Фактический средний диаметр, шаг, угол наклона профиля a 2 и угол конуса p.
Для конической резьбы (см. Рис. 8, а) Максимальное отклонение срезов пиков и впадин (размеры H 8 и H 4), угол наклона a 2 на стороне профиля, шаг резьбы P и угол устанавливаются конус р (4 2 в виде средней разности диаметров по длине I). Предел для цилиндрической внутренней резьбы (рис. 8, в) Отклонение внутреннего диаметра O и срез полости (размер N 8). Среднее поле допуска диаметра внутреннего цилиндрического винта составляет Соответствует 6H. 21. Максимальное отклонение мк конического элемента резьбы (рис. 8). Окончательный?
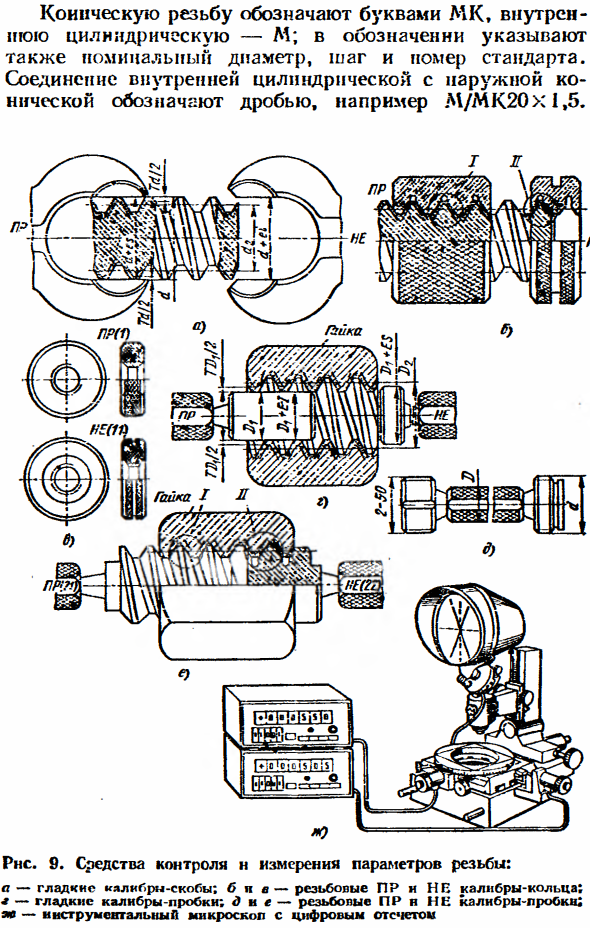
- Угол наклона a 2 и отклонение более ± 43. предел длины ч.чееееа. 4:40 мкм или меньше; в год длина I-4.- 70 мкм и более. Коническая резьба обозначена буквой МК, а внутренняя цилиндрическая резьба — М. Обозначение также указывает номинальный диаметр, шаг и размер Стандарт. Связь между внутренним цилиндром и внешним конусом обозначается дробью, например, M MK20X1.5. Rns. 9. Средства контроля и измерения параметров резьбы: Калибр-скоба; b калибровочная пробка. и -поток PR e-Thread PR Не манометр: не манометр.
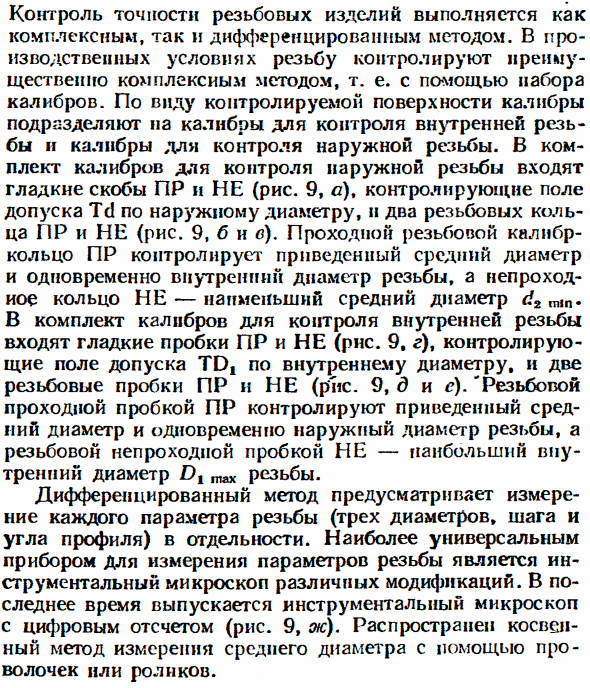
Контроль качества ниточной продукции осуществляется как комплексным, так и дифференцированным образом. В производственных условиях, нить Они в основном контролируются с помощью сложного метода, а именно набора калибров. В зависимости от типа контролируемой поверхности, датчик Датчик для контроля внутренней резьбы и датчик для контроля внешней резьбы. Серия датчиков для контроля внешней резьбы имеет гладкую Контроль сшивания PR и NOT (рис. 9, а) поля допуска Tc! Два резьбовых кольца G1P и НЕ в зависимости от наружного диаметра (рис. 9, б и в). контрольно-пропускной пункт.
Совместимость-это свойство независимо изготовленных деталей, узлов и агрегатов, которое обеспечивает беспрепятственную сборку машины или оборудования и обеспечивает стабильность работы данного изделия в целом. Людмила Фирмаль
Резьбовое калибровочное кольцо PR контролирует уменьшенный средний диаметр и в то же время внутренний диаметр резьбы. Какой минимальный средний диаметр? 2 т1п. Калибровочные наборы для контроля внутренней резьбы включают гладкие заглушки PR и NOT (рис. 9, г), Контролируйте зону допуска в соответствии с внутренним диаметром и вставьте две резьбовые заглушки PR и NOT (рис. 9, e и f). Подключи пиар Контролируйте уменьшенный средний диаметр и в то же время контролируйте внешний диаметр резьбы, а не резьбу, не забивая максимум внутри Dia ах, резьба диаметром.
Дифференцированный метод позволяет измерять каждый параметр резьбы (три диаметра, шаг, угол профиля) индивидуально. наиболее Универсально модифицированный приборный микроскоп для измерения параметров универсальной приборной нити. в последнее время создаётся приборный микроскоп с цифровым дисплеем (рисунок 9, снимок). Косвенный метод измерения среднего диаметра с использованием Промедление или ролик.
Смотрите также:
Примеры решение задач по допускам и посадкам
