
Оглавление:

Допуски и посадки метрических резьб с зазорами
- Цилиндрические и резьбовые соединения имеют одинаковый архитектурный допуск и соответствующий системный рисунок, но разные допуски. Однако размеры длины, такие как диаметр, одинаковы. Поэтому постепенное изменение точности аттестации цилиндрических соединений недопустимо. Резьбовое соединение. Для резьбовых деталей допустимы точности, обозначенные номерами 3, 4, 5, 6, 7, 8, 9, 10, а не квалификации (Нисходящий порядок точности). Многие допуски для шестой точности принимаются в качестве основных. Допуск рассчитывается с использованием прил.
3.Точка 6. Точность достигается путём фрезерования, прокатки с помощью роликов, резки с помощью резцов, расчесок, штампов и метчиков. Положение поля допуска резьбы относительно нулевой линии данного диаметра определяет базовое отклонение, рассчитанное с помощью прил. 2 в В зависимости от шага резьбы.
Поэтому, если измерительный прибор позволяет это, выбирается стабильный температурный уровень, чтобы исключить необходимость охлаждения и использовать только нагреватель. Людмила Фирмаль
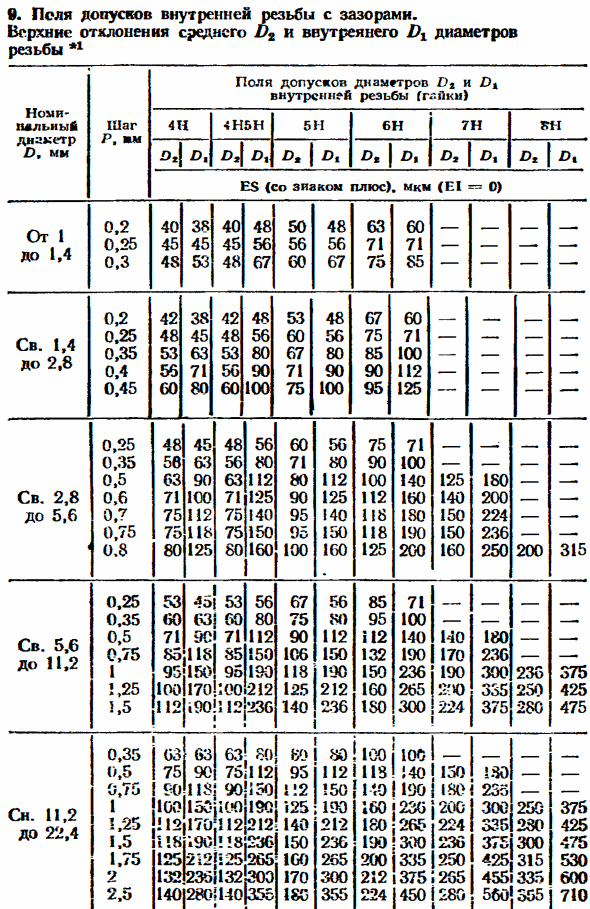
Основное отклонение этого диапазона размеров для внутренней резьбы равно основному отклонению для внешней резьбы, Указано на латыни с тем же именем Строчные, но напротив знака. Например, основным отклонением 6 внутренней резьбы является низкое отклонение E1 (Плюс), основным отклонением p внешней резьбы является верхнее отклонение ez со знаком минус. E1 = -ez.
Второе предельное отклонение Глава Рассчитать для цилиндрических соединений в соответствии с уравнениями (5) и (6). 2. Определение поля допуска на резьбу отличается от указания поля допуска для цилиндрических изделий с более плавной степенью точности. Показано перед основным отклонением обозначение персонажа. Например, 7H означает разрешенное поле для потока седьмой точности из основного. Н отклонение равно нулю. M10-bu означает поле допуска для наружных резьб с номинальным диаметром 4 = 10 мм с большими приращениями (P = согласно таблице 2).
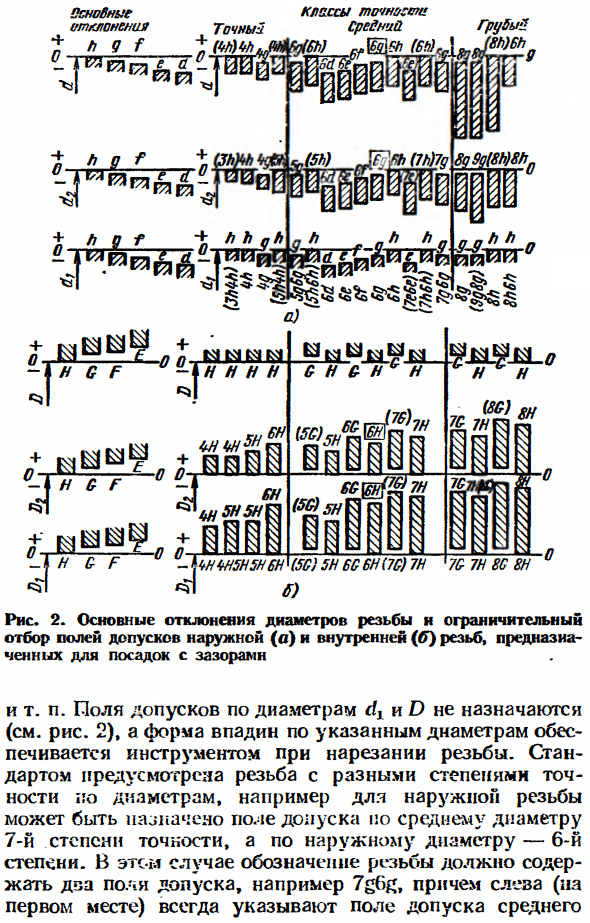
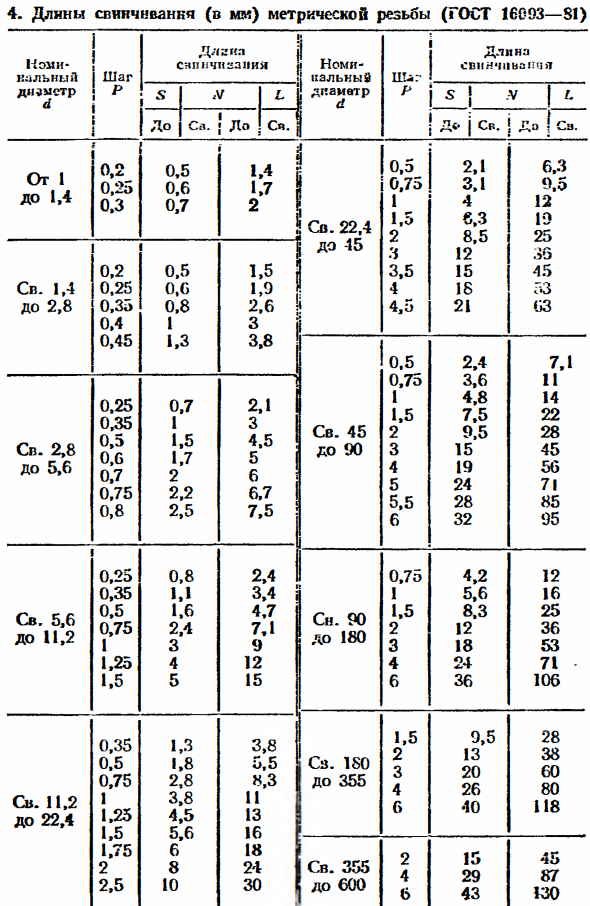
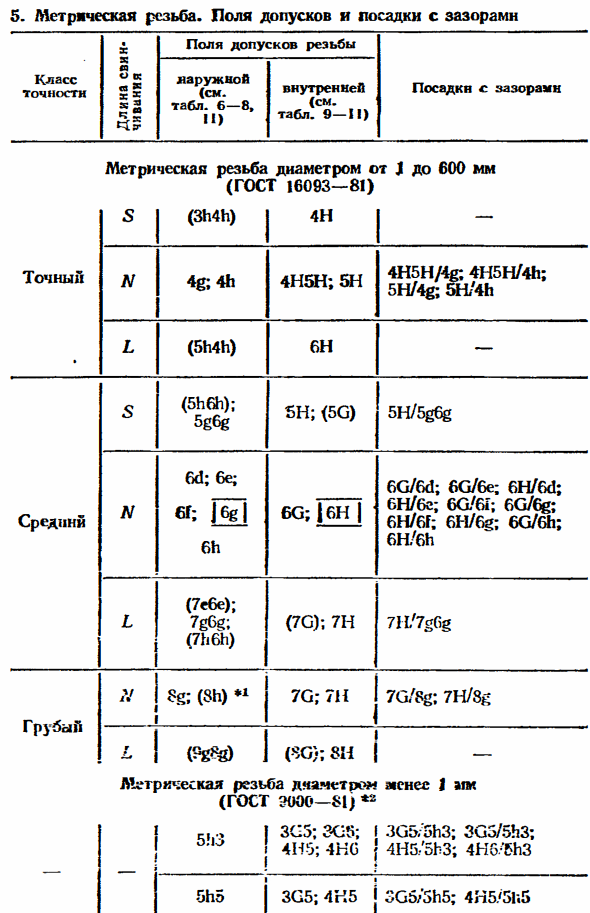
Точность 6-й степени с основным отклонением § (для посадок с зазором). Основное отклонение диаметра резьбы для установки с зазором Отображается в rps. 2. Длина макияжа влияет на точность резьбы. Чем длиннее макияж, тем сложнее получить высокоточные резьбы. Поэтому выбирайте В зависимости от длины макияжа, длина макияжа устанавливается для трёх групп: Short 5, Normal N и Long E (Таблица 4). Нормальная длина макияжа N не указана в обозначении резьбы. Длина макияжа, связанная с допуском нити, равна Мм только если принадлежит к группе 5 или E, или меньше, чем N.
Например, M12-7 -30,30 — длина макияжа (Мм), необычно (см. Таблицу 4). Поле допуска наружных и наружных резьб для длины формирования зазубренного соединения устанавливается в соответствии с тремя классами длины нитей. Точность, средняя и грубая (Таблица 5). Точные прецизионные винты класса используются для резьбовых соединений со значительными нагрузками, Он обеспечивает точное центрирование и может приземляться с высочайшей точностью. Потоки среднего класса — самые распространённые!
Используется в грубых классах с низкими требованиями к точности. Например, если горячекатаная заготовка имеет длинную нить Глухая дыра Поля допусков для диаметров 1 и O не заданы (см. Рисунок 2), а форма углубления указанного диаметра обеспечивается инструментом по адресу: Автор. Этот стандарт предлагает резьбу с различной точностью диаметра. Например, вы можете назначить внешний поток 7-й прецизионный средний диаметр, а внешний диаметр — 6-е поле допуска.
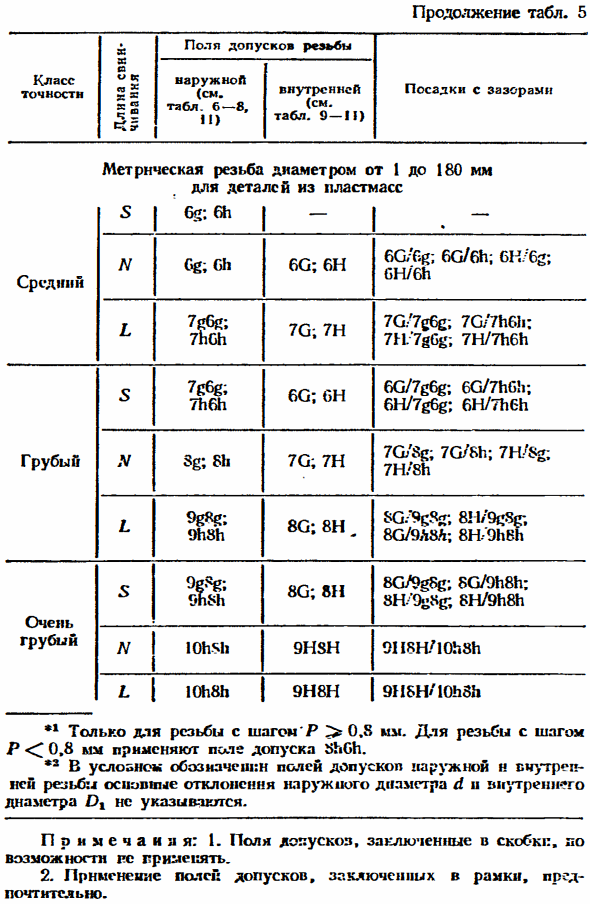
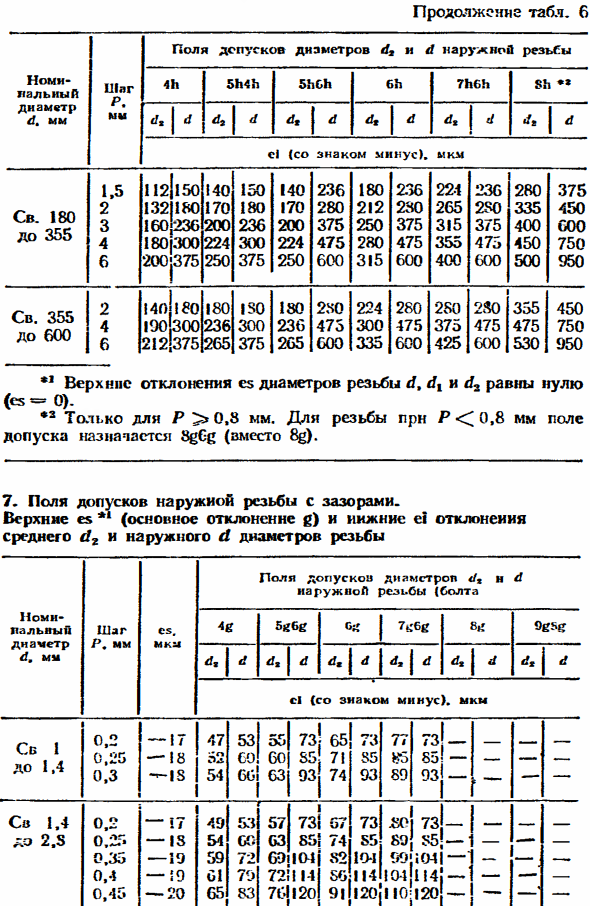
В этом случае спецификация потока Включает в себя два поля допуска, например 7y6d, где разрыв (первая позиция) всегда указывает на центр поля допуска 4. Длина подгонки метрической резьбы (мм) (ГОСТ 16093-81) Я видел диаметр. Только резьба с шагом P 0,8 мм. Для резьбы с шагом P 0,8 мм используется поле допуска 8666. В спецификации поля допуска наружной резьбы и внутренней резьбы основное отклонение наружного диаметра L и внутреннего диаметра 7), нс Показано. ПРИМЕЧАНИЯ: 1.
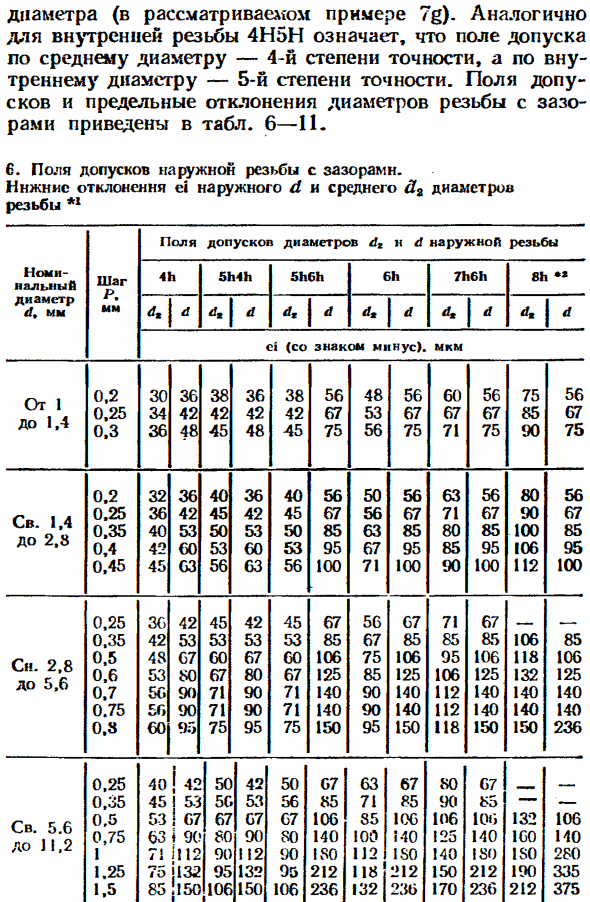
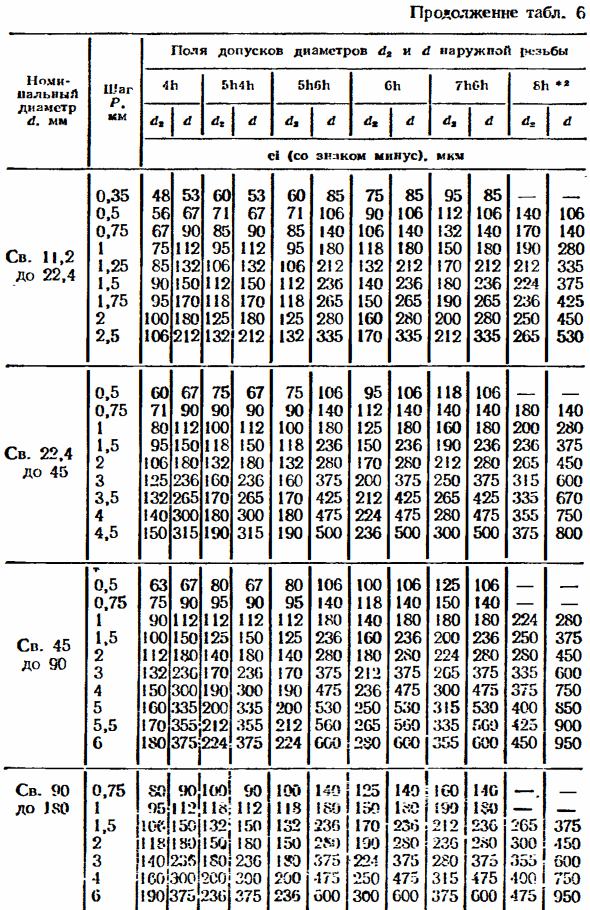
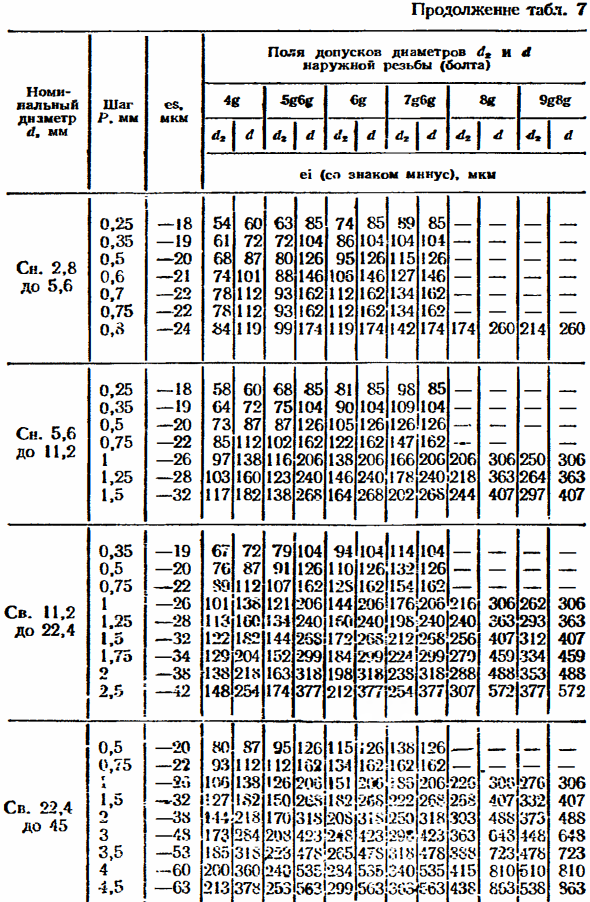
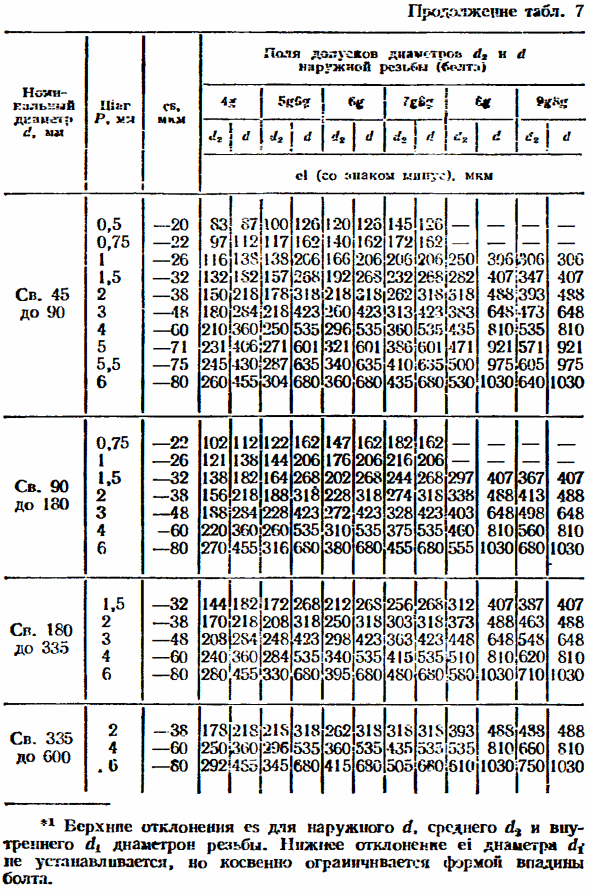
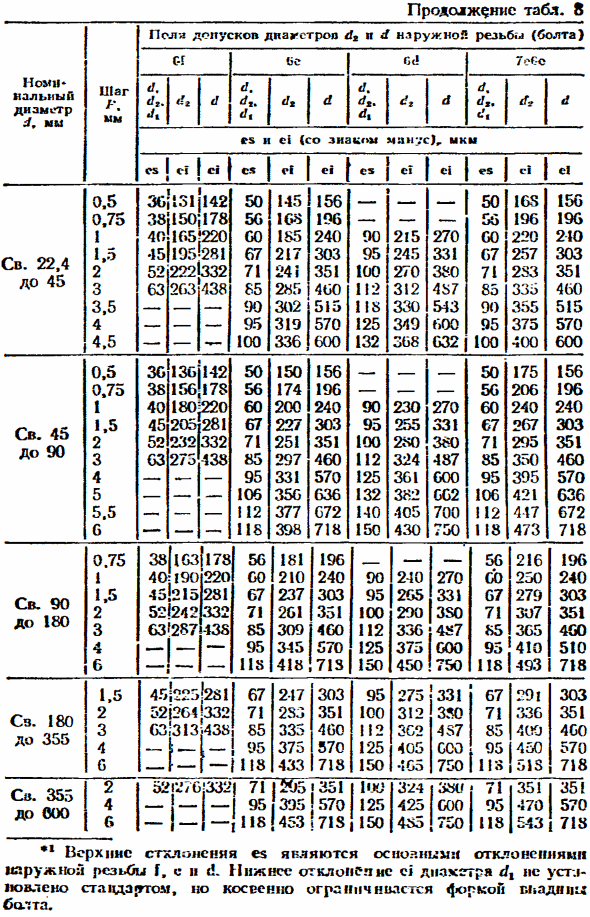
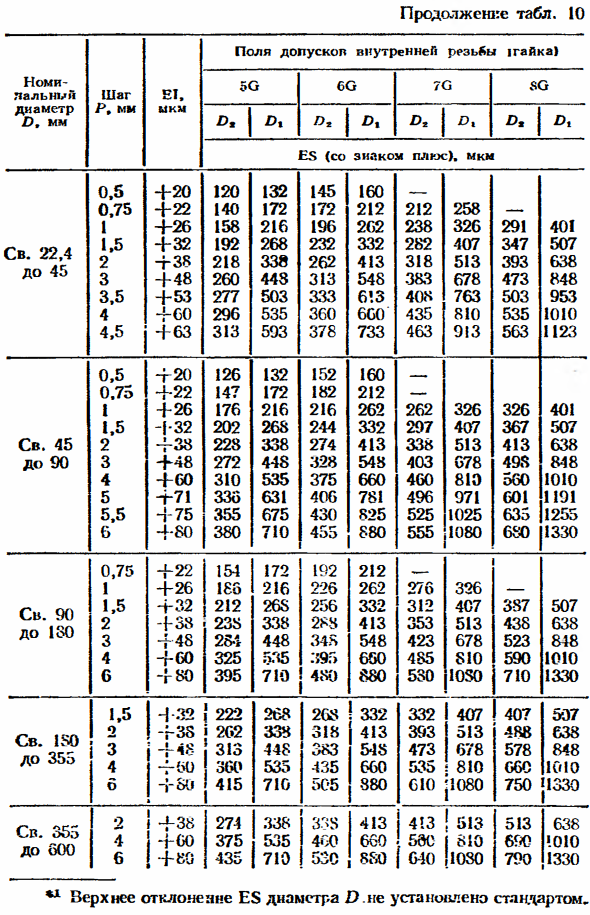
По возможности, вы должны использовать поля допуска в скобках. 2. Рекомендуется использовать поля допусков, окружённые рамкой. Диаметр (7§ в рассматриваемом примере). Аналогично, для внутренней резьбы 4H5H это означает, что средний допуск на диаметр составляет 4 градуса. Точность, а внутренний диаметр-5 точность. Максимальное отклонение диаметра винта с полем допуска и зазором составляет Tab. 6-11. 7. Поле допусков охватываемого винта с зазором. Верхняя ez (главное отклонение d) и нижняя ez с отклонениями среднего и наружного диаметра резьбы.
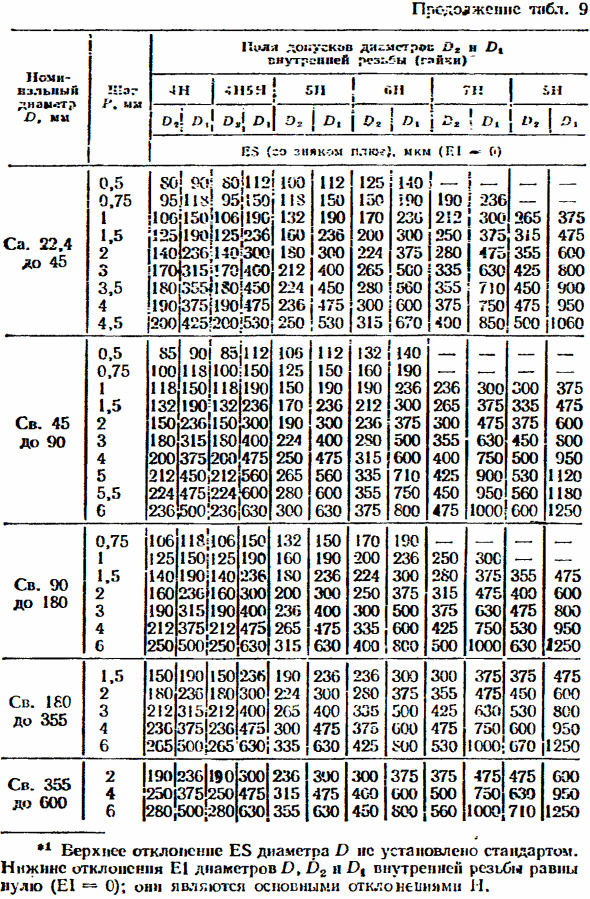
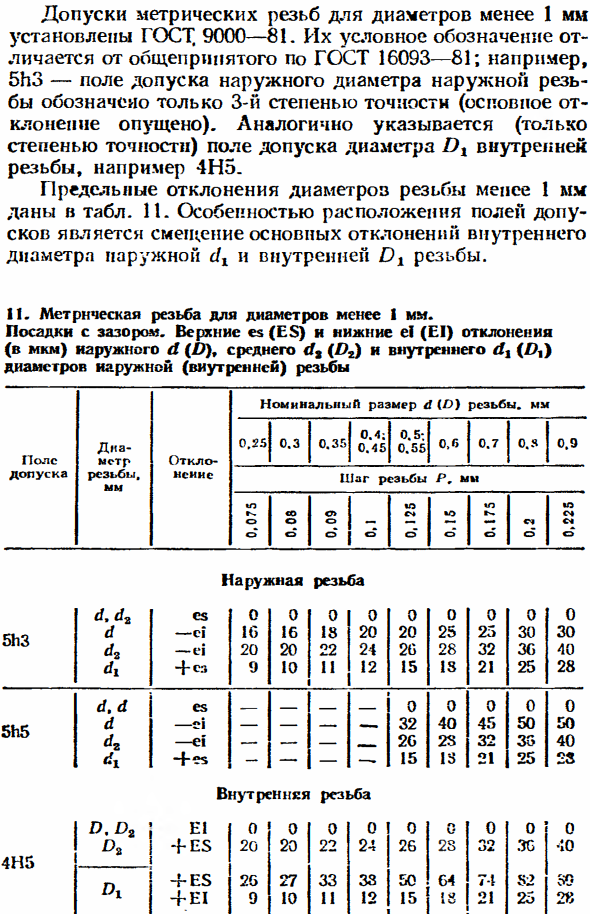
Отклонение верхнего предела E8 диаметра O в стандарте не установлено. Допуски на метрические резьбы диаметром менее 1 мм устанавливаются ГОСТ 9000-81. Их обозначения отличаются от общепринятых ГОСТ. 16093-81; Например, поле допуска для наружного диаметра наружной резьбы 5NZ указывается только третьей точностью (главное отклонение) Пропущено). Аналогичным образом отображается поле допуска для диаметра D внутренней резьбы (например, 4N5) (только точное). В таблице приведены максимальные отклонения для диаметров резьбы менее 1 мм. 11.
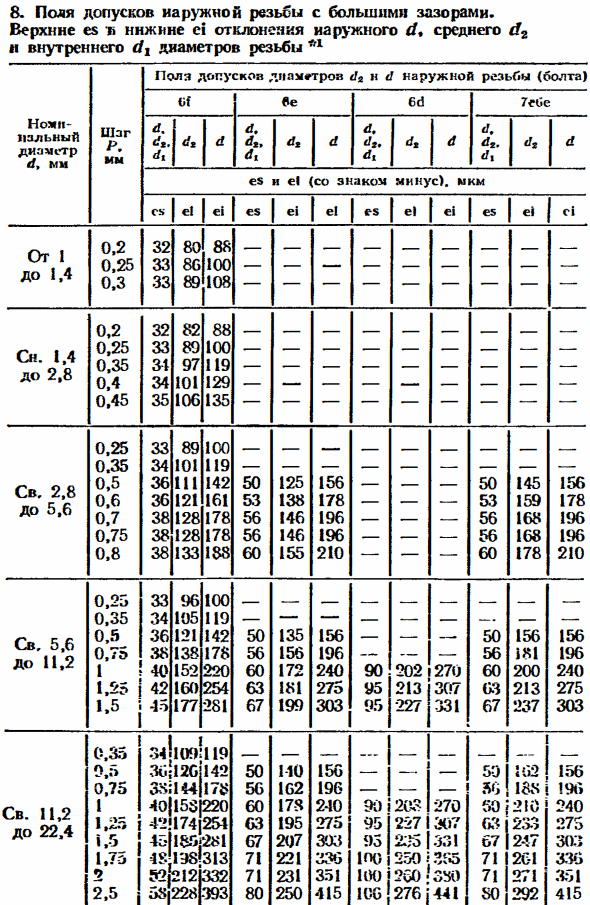
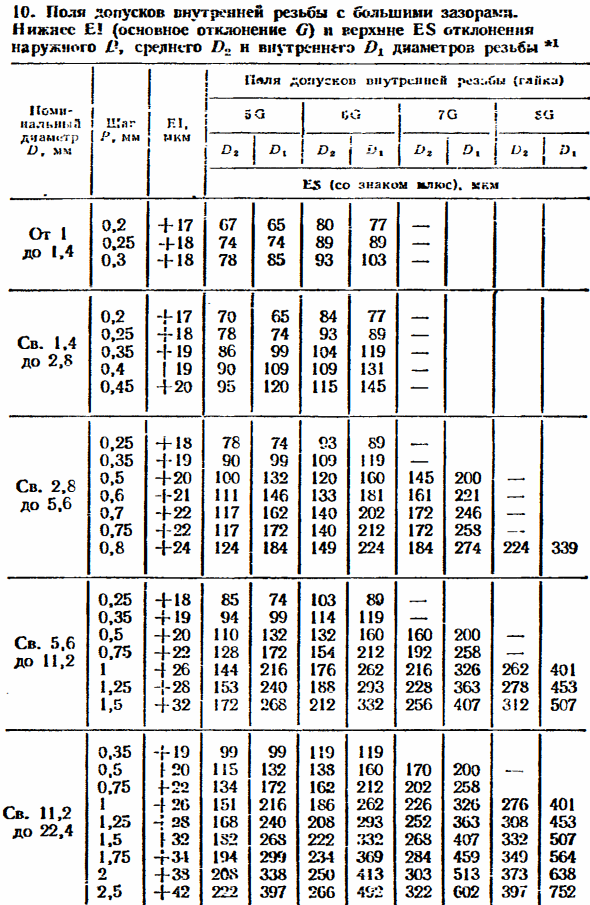
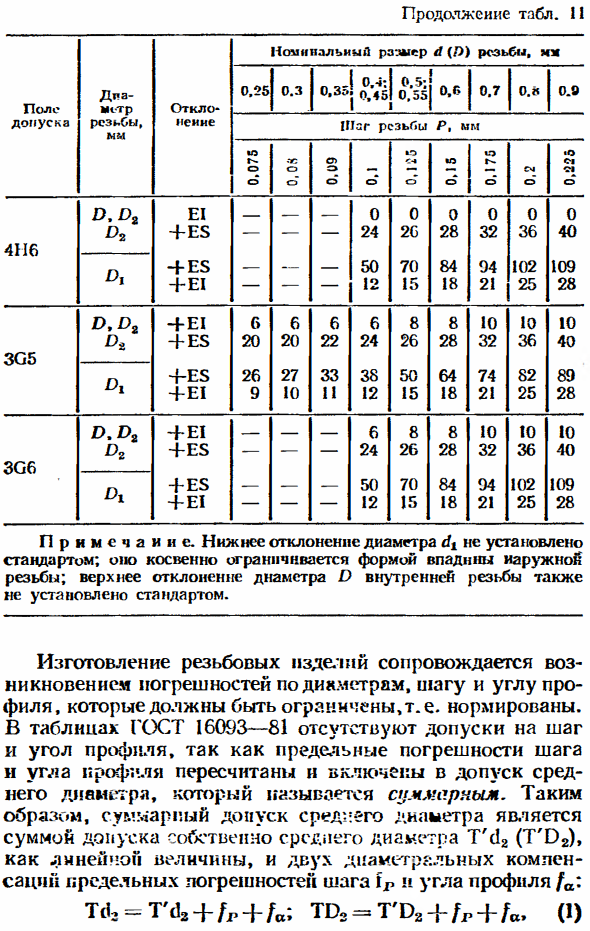
- Особенностью расположения поля допуска является основной сдвиг. Отклонение внутреннего диаметра наружной и наружной резьбы. II. Метрическая резьба диаметром менее 1 мм. Посадка с разрывом. Верхний ez (E8) и нижний e! (E1) Наружный диаметр 1 (b), среднее с, (P2) и внутренний диаметр A, отклонение (микрон) Внешняя (внутренняя) резьба. Примечание Нижние отклонения в диаметре не установлены стандартом. Косвенно ограничен формой наружной резьбы полости. топ Отклонение диаметра O внутренней резьбы стандартом не установлено.
Изготовление резьбовых изделий связано с ошибками диаметра, шага и угла профиля. Ограниченная, т.е. нормализация. В таблице ГОСТ 16093-81 нет допусков для шага и угла профиля. Это предельная ошибка тангажа и угла Профиль пересчитывается и включается в допуск среднего диаметра, называемый суммой. Поэтому общий допуск среднего диаметра Это сумма фактических допусков среднего диаметра T 11 (T O2).
Разница между наибольшим и наименьшим значениями индикатора при попеременном перемещении наконечника во все полости колеса определяет радиальное качание зубчатого колеса. Людмила Фирмаль
Как линейная величина и с двумя поправками на предельные диаметры Шаг 1P и ошибка угла профиля a: Ty2 ^ T s! R4-; P + a; TO2 = T O2-b p4-, (1) Где Т! 2 — общий допуск среднего диаметра наружной резьбы (для внутренней резьбы TH *). 2. = 1.73AR — коррекция диаметра Ошибка шага (ошибка шага DR-MXM); a = 0.36P-yes 2 — коррекция диаметра угла профиля (ошибка Аа 2 угла (мин)). Общий допуск на средний диаметр резьбы (ГОСТ 11768 82) составляет Средний диаметр шнека.
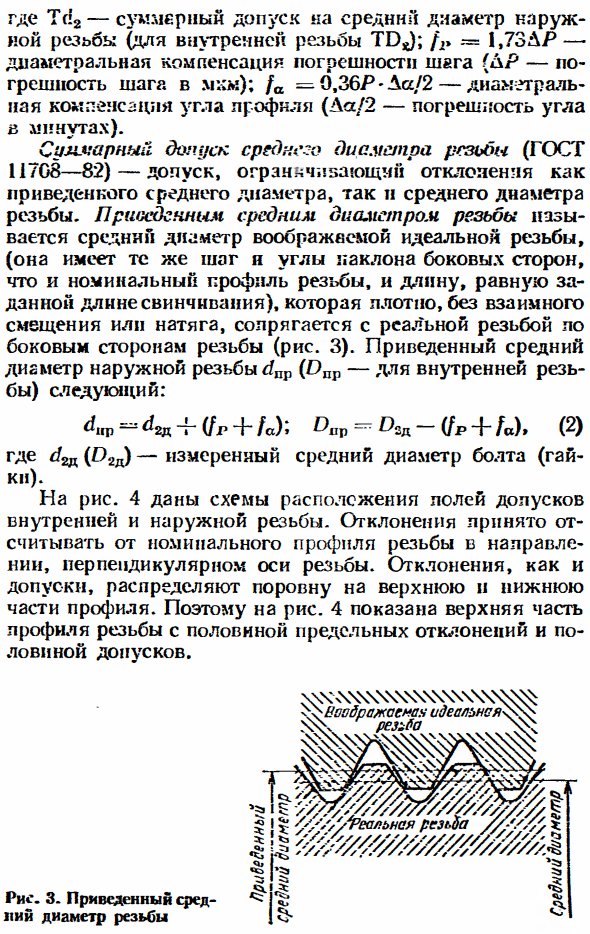
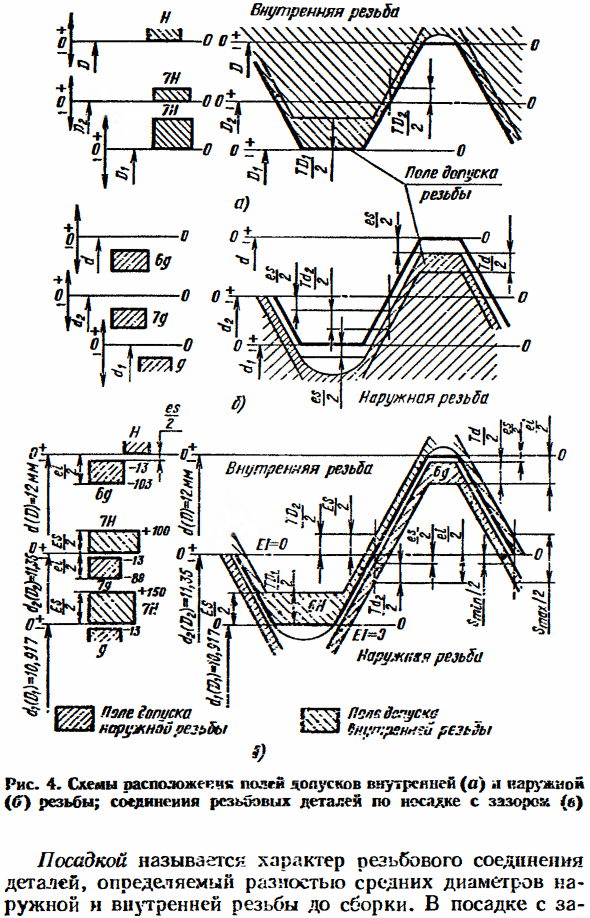
Средний диаметр резьбы представляет собой воображаемый идеальный средний диаметр резьбы (имеет одинаковый шаг) Угол наклона в сторону как номинальный профиль резьбы, а длина равна заданной длине подгонки Смещение или помеха, зацепляет фактический винт на боковой стороне винта (Рисунок 3). Средний диаметр данной наружной резьбы (Def. -Для внутренних потоков) следующим образом: ^ pr ^ 2d-T (p + o) ^^ ir ~ ^ cd — (+ n) (2), Где t hell (O2d) — это средний диаметр измеренного болта (гайки). На рисунке 4 показано размещение полей допусков для внутренней и внешней резьбы.
Отклонения обычно рассчитываются по следующим номинальным профилям резьбы: Направление, перпендикулярное оси резьбы. Отклонения и допуски равномерно распределены сверху и снизу профиля. Следовательно, фиг. Показывает верхнюю часть профиля резьбы с половинным отклонением и половинным допуском. Рис.
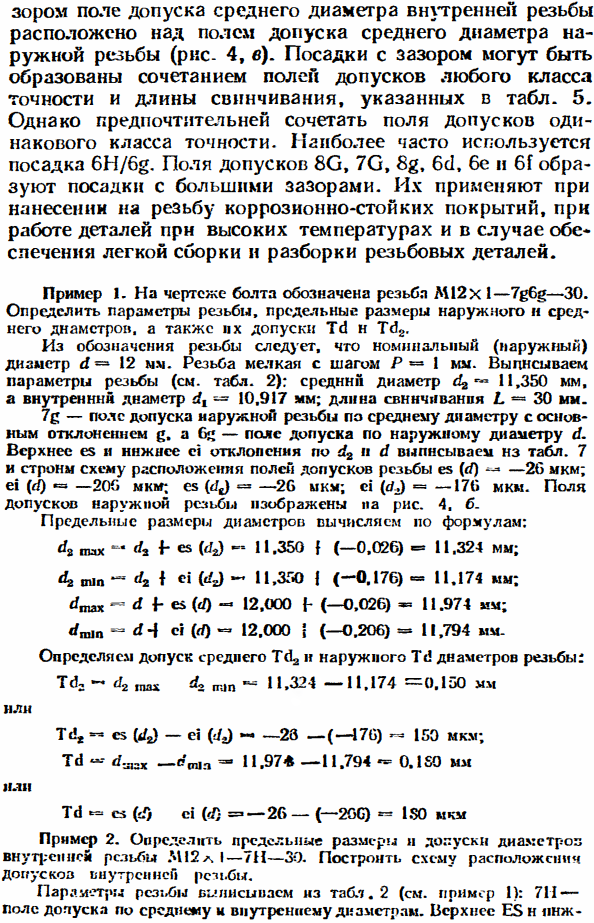
3. Уменьшение среднего диаметра винта Посадка является природой резьбового соединения детали и определяется разницей между средним диаметром наружной и внутренней резьбы перед сборкой. в Для посадок с зазором поле допуска среднего диаметра для наружных резьб выше поля допуска среднего диаметра для наружных резьб (рис. 4, в). приземление Зазор образован комбинацией поля допуска любого класса точности и длины макияжа, указанной в таблице. 5. Однако Желательно комбинировать поля допуска одинакового класса точности. Наиболее часто используемая посадка — 6H 6§.
Поля допусков 80, 70, 8d, 6s1, Ве и 61 образуют большой зазор с посадкой. Это при нанесении антикоррозийного покрытия на резьбу или Чтобы гарантировать высокую температуру и легкий монтаж и демонтаж резьбовых частей. Пример 1. Отметить нить М12х 1-30 на рисунке бантом. Параметры резьбы, максимальные размеры наружного и промежуточного диаметра, и Также допуск Tb n Tbg. Номинальный (наружный диаметр) диаметр составляет 12 мм от обозначения резьбы. Тонкая нить с шагом P-1 мм. Запишите параметры потока (Tab. 2): средний диаметр b, 11,350 мм и внутренний диаметр г, 10,917 мм.
Длина макияжа 1 = 30 мм. 7c-Допуск винта наружной резьбы по среднему диаметру основного отклонения s. И 6 — поля допуска для наружного диаметра b. Uppere k Нижнее отклонение c1 a и b записывается в таблицу. Ez (б), чтобы построить 7 и нить допуски полевой договоренности — 26 микрон. e (b) = —206 мкм; ez (y = —26 мкм; е! OD-176 мкм. На рисунке ниже показано поле допуска для наружных резьб. 4, б.
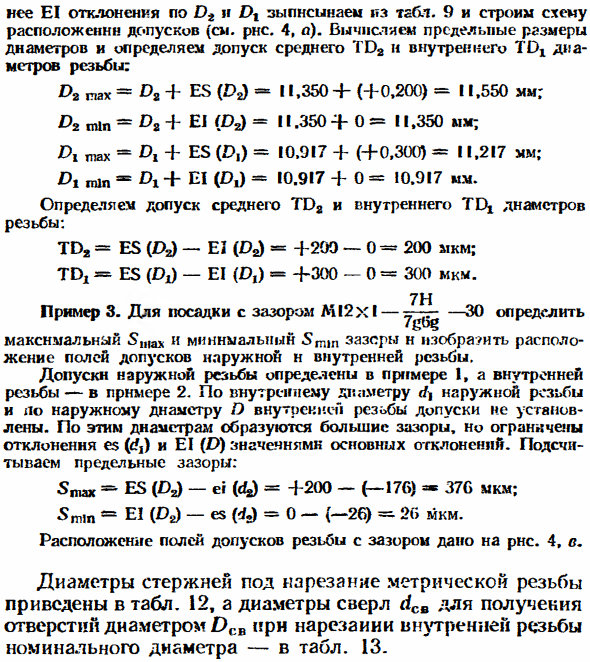
Максимальный размер диаметра рассчитывается по формуле. Примечание Небольшое отклонение диаметра отверстия Это отклонение E1 от O 1 и происходит из таблицы. 9 И постройте допуск (см. Рис. 4а). Рассчитаем максимальный размер диаметра, Определите допуск среднего TP2 и внутреннего текущего диаметра резьбы. Пример 3.
Решаем приземлиться с клиренсом M12x1 30 Максимум 5 1Pc и минимум 5 m n промежуток n Указывает расположение полей допуска внешней и внутренней резьбы. Допуск наружной резьбы определен в Примере 1, а наружная резьба определена в Примере 2. Наружная резьба и наружная резьба в соответствии с внутренним диаметром 7 Диаметр допуска на внутреннюю резьбу не установлен. По этим диаметрам образуются большие зазоры, но отклонение между ez (?;) и E1 (O) ограничено Значение основного отклонения.
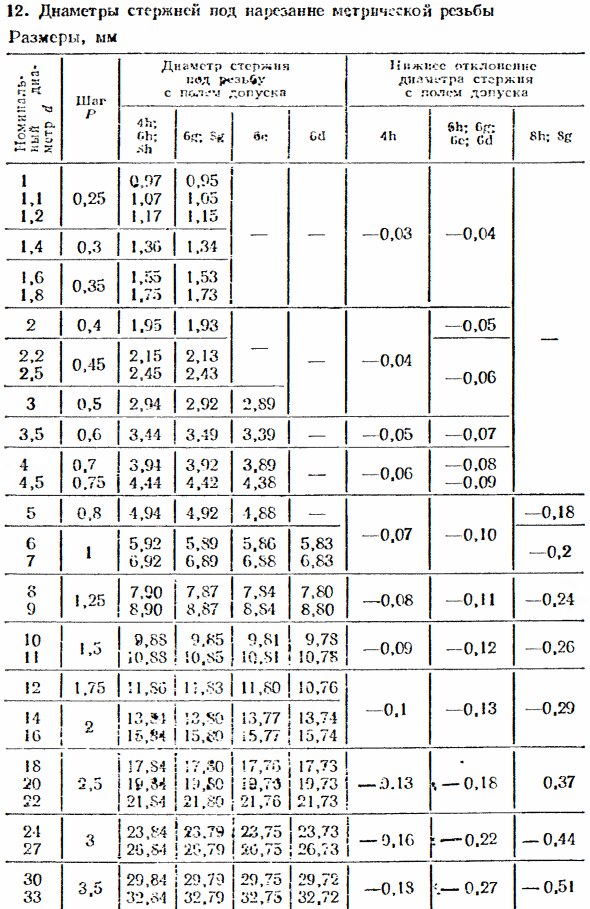
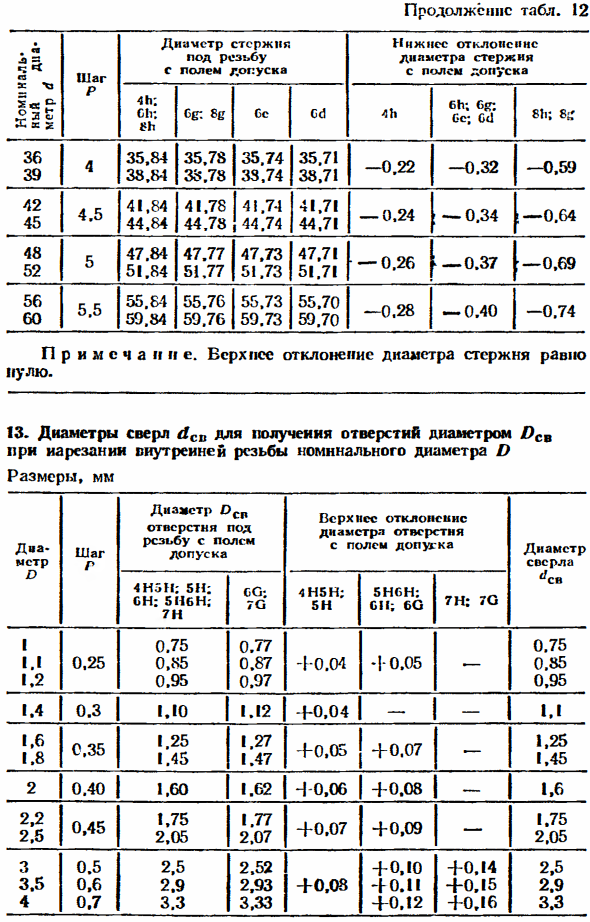
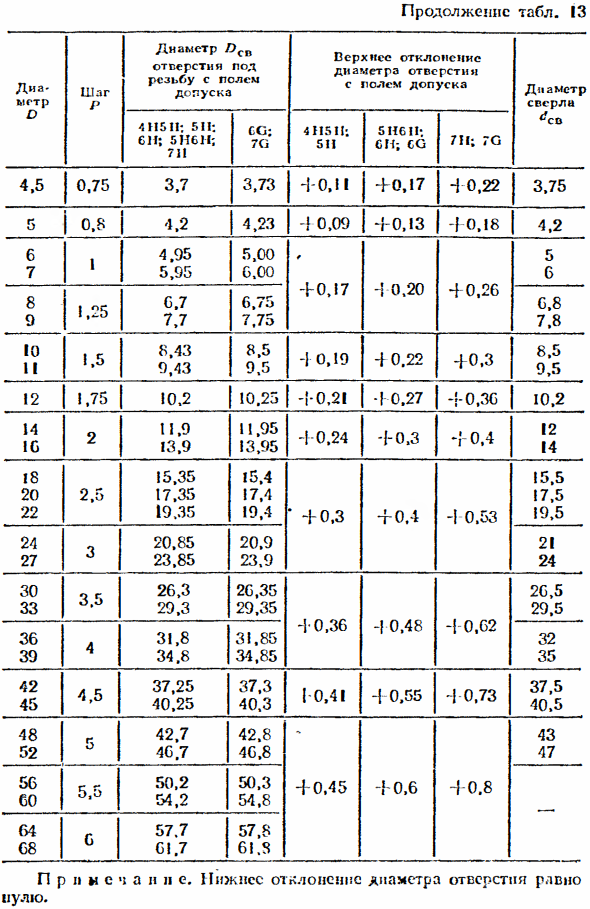
Рассчитаем максимальный разрыв: 5pach = E8 (Oz) -er (+ 200 — (- 176) -376 мкм); 5npn E1 (Щ — e ((0 — (- 26) = 26 мкм. На рисунке показано расположение поля допуска резьбы с зазором. 4, о. В таблице ниже приведены диаметры стержней для нарезания метрической резьбы. 12, а диаметр сверла для сверления отверстий диаметром Рсв Резка номинального диаметра внутренней резьбовой таблицы.
Смотрите также:
Примеры решение задач по допускам и посадкам
| Допуски и посадки эвольвентных шлицевых соединений | Допуски и посадки метрических резьб с натягами. Переходные посадки |
| Параметры метрической резьбы | Резьба метрическая коническая с конусностью 1:16 |
