
Оглавление:

Шероховатость и волнистость поверхностей
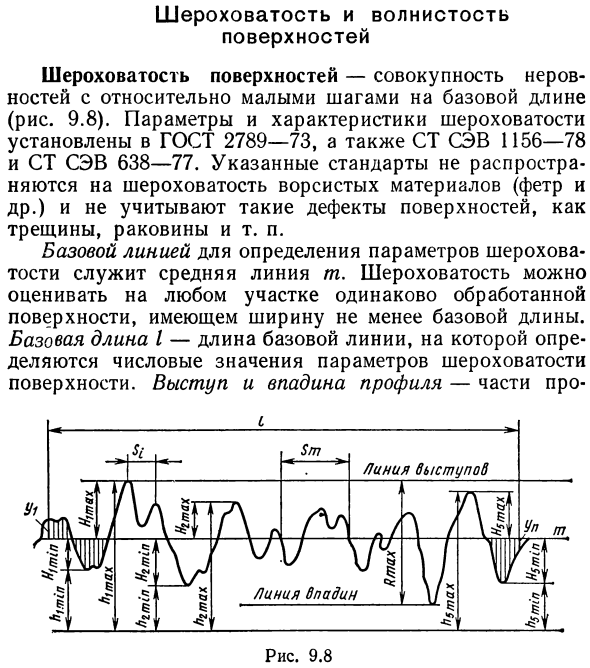
- Шероховатость поверхности — это сочетание неровностей с относительно небольшими ступенями базовой длины (рис. 9.8). Параметры и свойства шероховатости установлены в ГОСТ 2789-73 и СТ СЭВ 1156-78 и СТ СЭВ 638-77. Эти критерии не применяются к шероховатости флисовых материалов (таких как войлок) и не учитывают дефекты поверхности, такие как трещины и раковины. Базовой линией для определения параметра шероховатости является средняя линия t, и шероховатость может быть оценена на любой части той же поверхности, обработанной, по крайней мере, такой же ширины, как базовая длина.
Базовая длина I — это длина базовой линии, на которой определяется значение параметра шероховатости поверхности. Выступы и полости профиля Сопряжение. Ограничено фактическим контуром поверхности и осевой линией. Выступ выше средней линии, а депрессия под ним направлена к телу. Шероховатость профиля формируется неровностями профиля. Шаг шероховатости профиля 8т (длина сегмента Средняя линия по профилю в трех смежных точках. Шаг неравномерности профиля по вершине 5 — это длина сегмента средней линии на проекции двух самых высоких точек соседних выступов.
Разработка и точное регулирование процесса измерений с учётом работы научно-технических и других производств. Людмила Фирмаль
Средний уклон выступов составляет 8 м, а средний уклон выступов по вершинам профиля 8 представляет собой среднее арифметическое значение уклона выступов, по средней линии выступа и по вершинам выступа, соответственно. = 5-й 5 = В пределах базовой линии Среднее арифметическое отклонение профиля Ka является средним арифметическим абсолютных значений отклонений профиля в пределах средней линии y базовой длины. о (9-1) Высота неровности профиля в 10 точках Hg является суммой среднего абсолютного отклонения 5 max max m P и 5 max max H1 max точек профиля в пределах базовой длины.
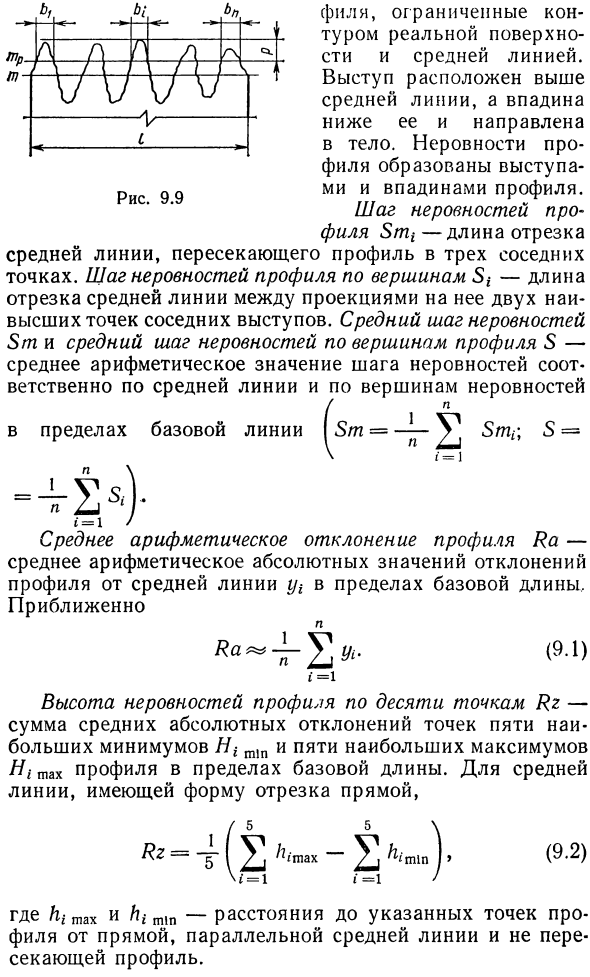
Для средней линии с формой прямого сегмента, Где Лептах и t1t1n — это расстояния от прямой, параллельной средней линии, до указанной точки профиля, а не пересечения профилей. 9 °) 6) в) я) Рисунок 9.10 Максимальная высота неровностей в профиле Kmakh — это расстояние между выступом профиля и линией отступа в пределах базовой длины. Длина эталонного профиля m) n представляет собой общую толщину выступов b (, …. b , …, bn (рис. 9.9), пересечение выступов профиля с линией tr, равноудаленной средней линией, т.е. = 2 B). Относительная эталонная длина профиля (p = (^ 1) 100- (10 90)%.
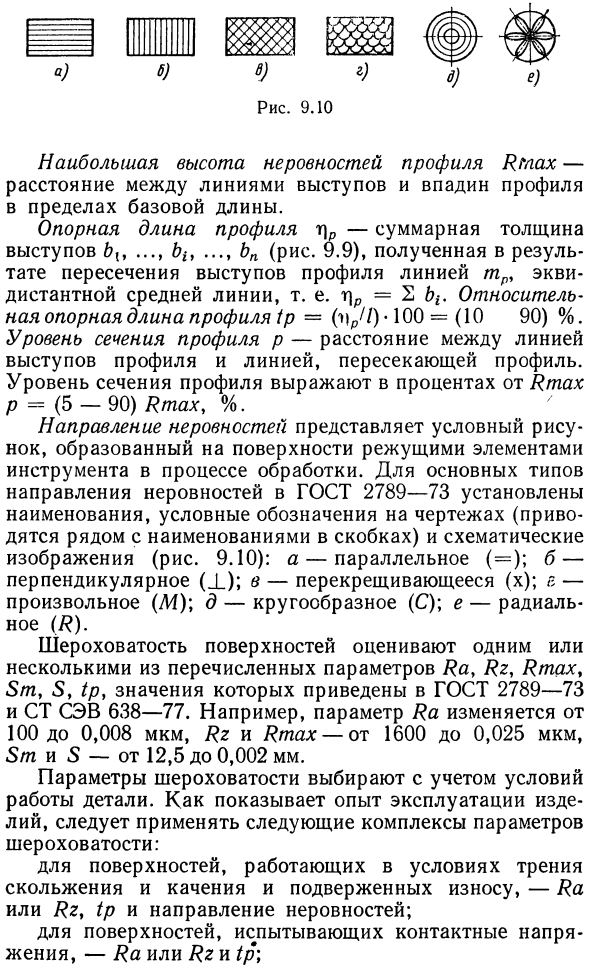
Уровень сечения профиля p определяется между линией выступа профиля и линией поперек профиля. Расстояние — уровень профиля профиля, Kmax p = (5-90) Ктах,%. Направление неровностей представляет собой условный рисунок, сформированный на поверхности режущими элементами инструмента во время обработки. Для основных типов нерегулярной ориентации по ГОСТ 2789 73 были установлены имена, символы на чертеже (указаны рядом с именем в скобках) и схемы (рисунок 9.10). b-вертикальный (±); поперечный (x); произвольный (Л4); d-окружность (C); электронный радиальный ( ).
Шероховатость поверхности зависит от параметра f Оценивается один или несколько из A, Kg, Kmax, 8m, 8, 1p, значения которых приведены в ГОСТ 2789-73 и ST SEV 638-77. Например, параметр Na составляет 100 ~ 0,008 мкм, кг и Ptah-1600 ~ 0,025 мкм, 8 т и 5-12,5 ~ 0,002 мм. Параметр шероховатости выбирается с учетом условий эксплуатации детали. Следует применять следующий набор параметров шероховатости, как показывает опыт эксплуатации изделия.
Для поверхностей, которые работают при трении скольжения и качения и подвержены износу Ka или Kg, 1р и направлению неровностей; Для поверхностей, подверженных контактным напряжениям — Ка или Кг и 1р; Таблица 9.3 Относительный уровень -Я Т, кг т Ности (7-ф т) A (60%) 0,05 0,2 B (40%) 0,025 0,1 С (25%) 0,012 0,05 Точнее, С (менее 25%) 0,15 0,6 Если форма ограничена полным допуском формы, принимаются значения параметров обработки.
- Обеспечить относительную неподвижность соединяемых частей при необходимости (пресс-соединения). Для поверхности детали под переменной нагрузкой — Ktah, 8t или 5 и направление удара. Для поверхностей, образующих воздухонепроницаемое соединение — Ка или Кр и 1р. Для уменьшения трения и износа поверхности трения Рекомендуется принять любое направление удара. Для деталей, подверженных усталостному разрушению, наименее желательным является расположение неровностей, перпендикулярных оси изгиба или кручения.
При выборе параметров Ka и Kr этот параметр должен иметь приоритет над Ka, поскольку он обеспечивает более полную оценку шероховатости. Выбор параметров должен быть тщательно обоснован с технической и экономической точек зрения. Во время сборки и эксплуатации деталей неизбежны сглаживание, дробление и микрошероховатый износ, что может привести к дополнительным отклонениям в размере и форме детали. Поскольку шероховатость поверхности зависит от процесса, особенно от окончательной работы, Таблица 9.4 Параметр шероховатости, мкм. Основные.
При нанесении покрытия на основание при очень малой высоте неровностей возможно снижение адгезионной прочности нанесенного покрытия к основанию и отслаивание покрытия. Людмила Фирмаль
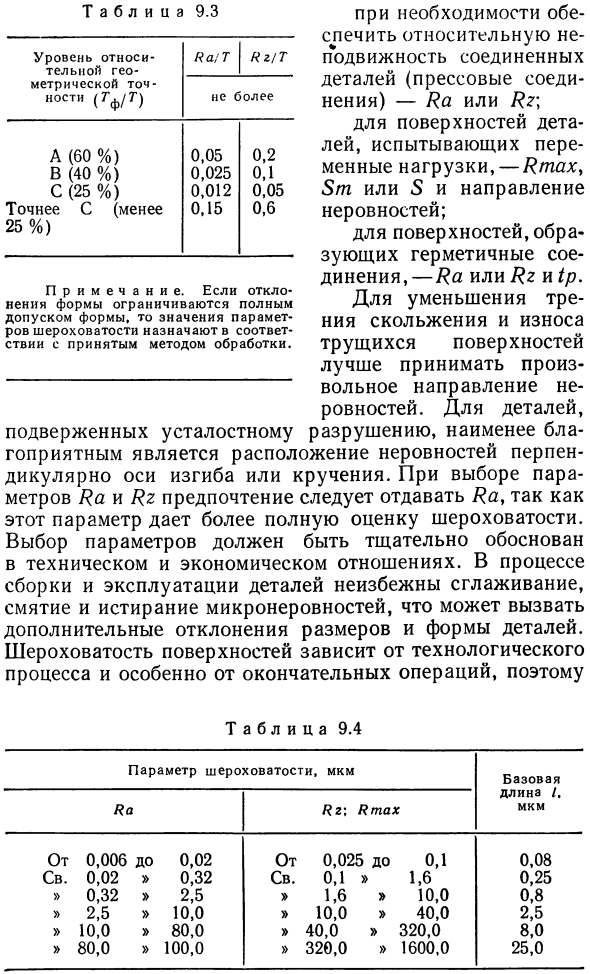
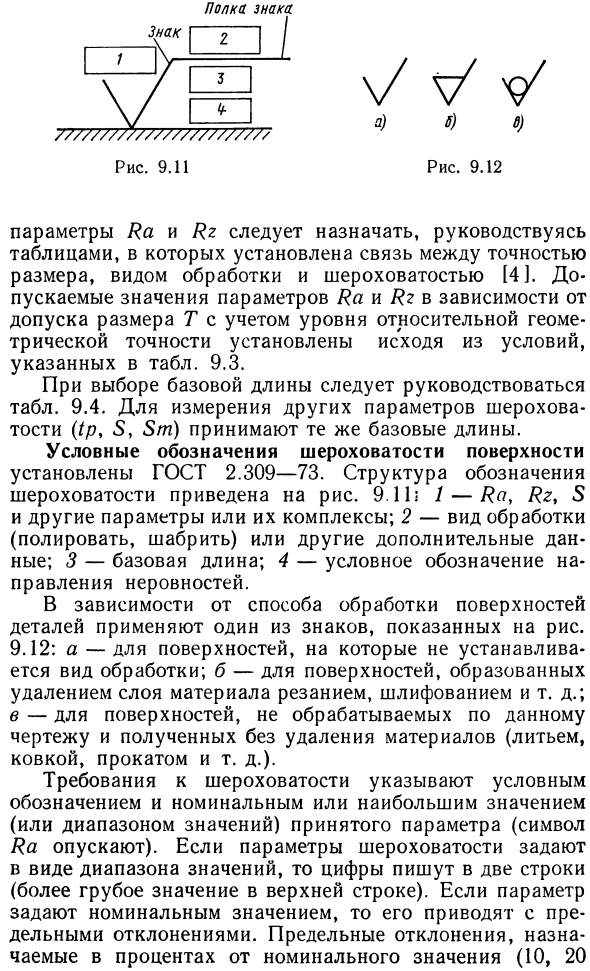
Рисунок 9.12 Параметры Ka и Kg должны быть назначены на основе таблицы, которая устанавливает связь между точностью размеров, типом обработки и шероховатостью 4 . В зависимости от допусков размера T, принимая во внимание уровень относительной геометрической точности, допуски параметров Ka и Kg устанавливаются на основе условий, приведенных в таблице. 9.3. Используйте таблицу в качестве руководства при выборе базовой длины. 9.4.
Для измерения других параметров шероховатости (1p, 8, 8t) используйте ту же базовую длину. Символ шероховатости поверхности устанавливается по ГОСТ 2.309 73. Структура спецификации шероховатости показана на рисунке. 9.11; 1-Ка, Кг, 8 и другие параметры или их комплексы. 2- Тип обработки (полировка, бритье) или другие дополнительные данные. 3 — длина основания; 4 — символ направления неровности. В зависимости от метода обработки поверхности детали один из символов, показанных на рисунке 9.12: a-Для типов, для которых не установлен тип обработки.
Для поверхностей, образованных удалением слоев материала путем резки, шлифования и т. д. c-Для поверхностей, не обработанных в соответствии с этим чертежом и полученных без удаления материала (литье, ковка, прокатка и т. д.). Требования к шероховатости обозначены символом и номинальным или максимальным значением (или диапазоном значений) принятого параметра (символ Ka опущен). Если параметр шероховатости указан как диапазон значений, число записывается в две строки (более грубое значение в верхней строке). Установка параметров на номинальные значения может привести к крайним отклонениям.
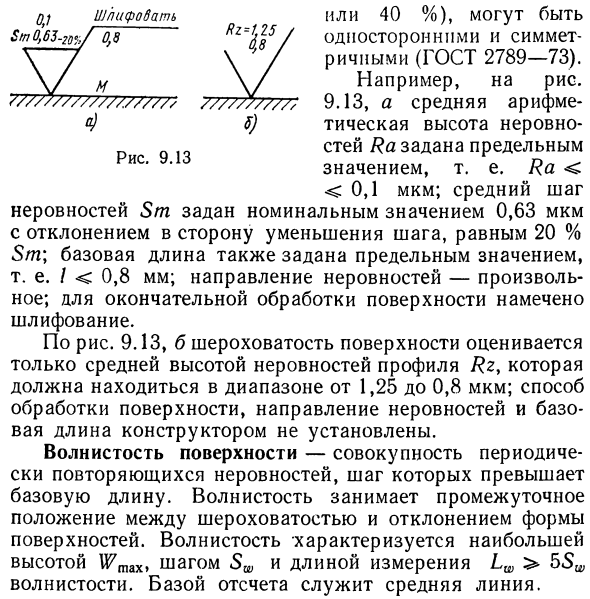
Предельное отклонение (10, 20) назначается в процентах от номинального значения 4 ) Рисунок 9.13 Или 40%), односторонний и симметричный (ГОСТ 2789 73). Например, рисунок 9.13, а средняя арифметическая высота неровностей А это предельное значение, т.е. Дано 0,1 мкм. Средний ряд Неровность 8 т установлена на номинальное значение 0,63 мкм с пошаговым уменьшением отклонения, равным 20% 8 т. Базовая длина также определяется предельным значением, т. Е. 0,8 мм. Направление удара является произвольным. Шлифовка планируется для окончательной обработки поверхности.
Согласно рисунку 9.13, b шероховатость поверхности оценивается только по средней высоте неровностей в профиле Kg и должна находиться в диапазоне от 1,25 до 0,8 мкм. Метод обработки поверхности, ориентация выпуклости и длина основания не устанавливаются дизайнером. Волнистость поверхности представляет собой набор периодически повторяющихся неровностей, шаг которых превышает основную длину. Волнистость находится на полпути между отклонением шероховатости и формой поверхности. Волна характеризуется максимальной высотой C7max, шагом 8 Вт, длиной измерения 55 с и волной.
Смотрите также:
Примеры решение задач по допускам и посадкам
