
Оглавление:

Шероховатость поверхности
- Параметры шероховатости поверхности и их значения регламентируются СТ СЭВ 638 77 и ГОСТ 2789 73. Шероховатость поверхности — это сочетание неровностей поверхности и сравнительно небольшого шага базовой длины I. Шероховатость обработанной поверхности образуется в результате пластики. В результате деформации поверхностного слоя материала детали, неровностей режущей кромки инструмента и копирования трения о деталь, отрыва частиц материала от поверхности и других причин.
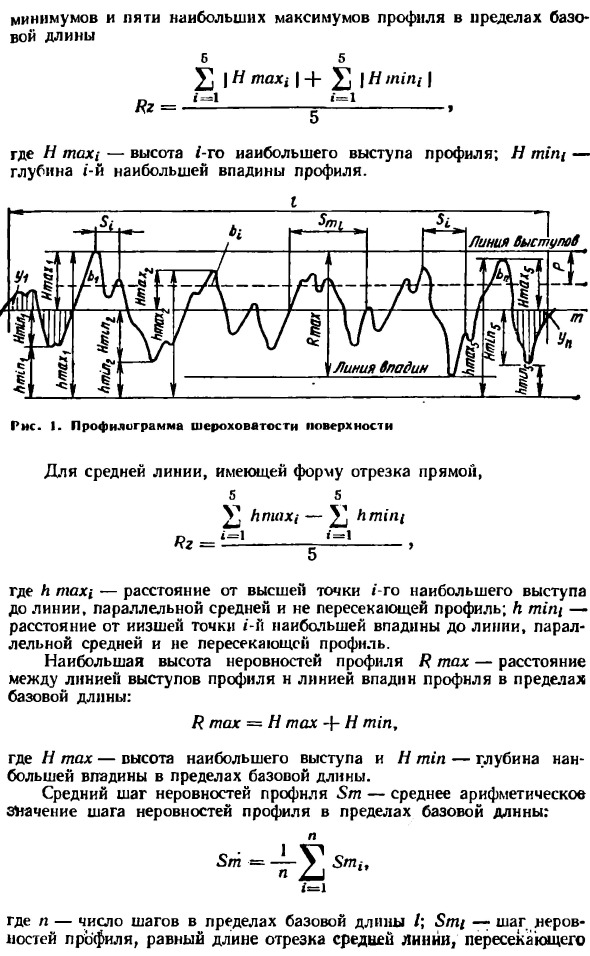
Профиль поверхности (профилограмма) показан на рисунке. I. Нормализация и количественная оценка шероховатости поверхности основана на системе профилей средней линии m — A1. средняя Линия профиля — базовая линия в форме номинального профиля, которая рисуется в пределах базовой линии, так что среднеквадратичное отклонение профиля для этой линии минимизировано.
В однородной прозрачной среде свет от источника света движется линейно во всех направлениях с одинаковой скоростью. Людмила Фирмаль
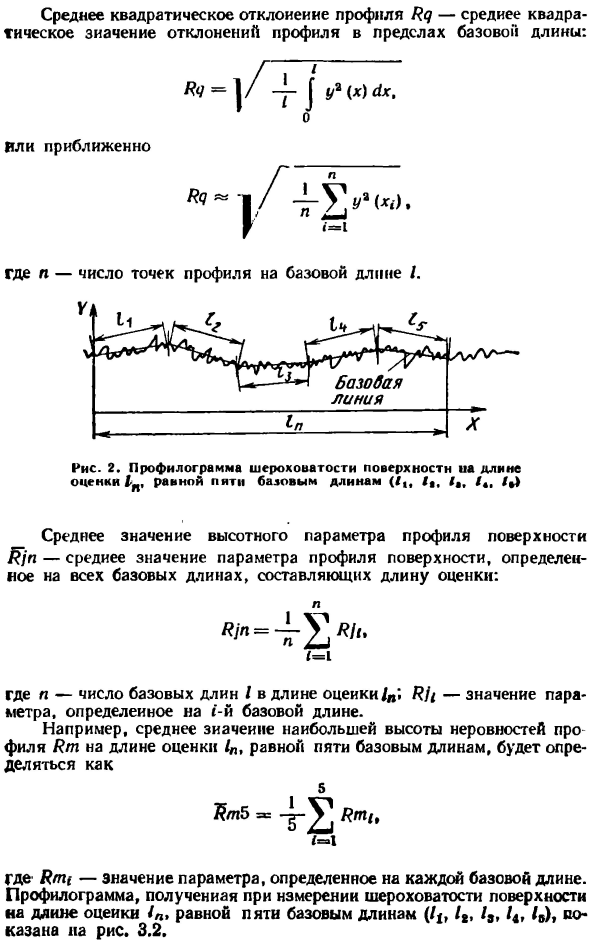
Базовая длина — это длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественной оценки этого параметра. Числовое значение Длина основания, выбранная из серии: (0,01); (0,03); 0,08; 0,25; 0,80; 2,5; 8; (25) мм. Шероховатость поверхности нормируется и количественно определяется с использованием высотных параметров Ra, Pr, Prm, ступенчатых параметров 5t, 5 и параметра формы 1p, относительной ссылки Длина профиля. Среднее арифметическое отклонение профиля Ra является средним арифметическим абсолютного значения отклонения профиля y от средней линии в базовой длине.
Где я — базовая длина. Количество кумулятивных отклонений р-профиля U Параметр Pa рекомендуется. Высота неровности профиля в 10 точках является суммой среднего арифметического абсолютного отклонения до 5 баллов. Значение в скобках Используется в особых случаях. Минимум пять максимальных профилей в базовом и минимальном значении и длина вой N tah, + I l n 1 L 5- Где высота Н-циц-профиля наибольший выступ. N колготки — глубина углубления в первом по величине профиле. Где L max — это расстояние от самой высокой точки -го самого большого выступа до центральной параллельной линии, которая не пересекает профиль. Y l p -Дистанция от самой низкой точки максимального разрежения Линия, которая параллельна центру и не пересекает профиль.
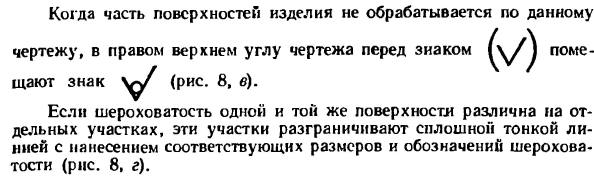
Наибольшая высота профиля неровностей Расстояние между линией проекции профиля и линией углубления профиля в пределах максимальной базовой длины: Макс = N Макс + N TT. Где H max — максимальная высота выступа, N t1n — максимальная глубина углубления в пределах базовой длины. Средний шаг нерегулярности профиля 8t является средним арифметическим шага нерегулярности профиля в пределах базовой длины. 8t s = 5t, -, Где n — базовая длина количество шагов. Шаг нерегулярности 5t -ofile равен длине пересекающихся сегментов средней линии Создайте профиль с тремя соседними точками, разделенными двумя крайними точками: Средний шаг нерегулярности вдоль вершины 5 — это среднее значение шага нерегулярности профиля вдоль вершины в базовой длине.
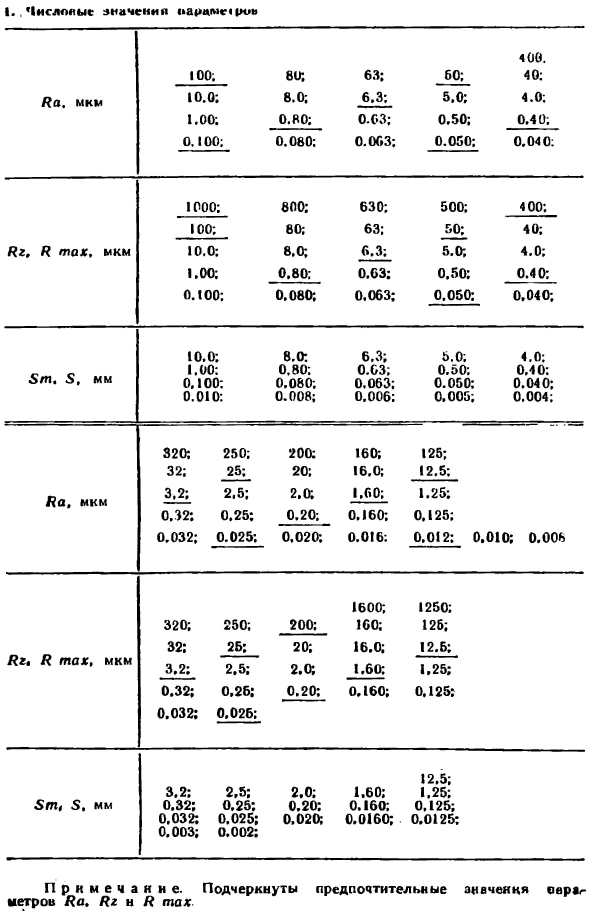
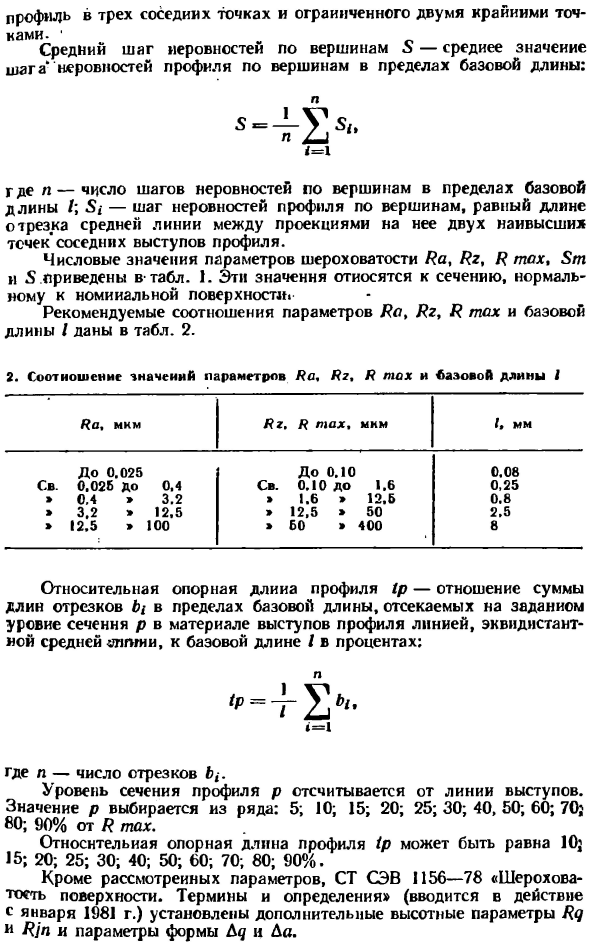
Где n — количество неправильных шагов по вершинам в базовой длине f. 5 — шаг неравномерности профиля по вершине, равный длине сегмента средней линии между двумя наивысшими проекциями утечки Выступ профиля соседнего. Значения этих параметров шероховатости Na, Ng, K для 8м и 5 приведены в таблице. 1. Эти значения относятся к поперечному сечению, перпендикулярному номинальной поверхности. Рекомендуемое соотношение параметров Na, Kg, K max и базовой длины I приведено в таблице. 2. 2.
Соотношение параметров Na, Ng, N max и длины канавки I Na, Ikm Ng, N тах. Э-э … 0,025 св. 0,025 до 0,4 0,4 3,2 3,2 12,5 12,5 100 до 0,10 св. От 0,10 до 1,6 1,6 12,5 12,5 50 60 400 0,08 0,25 0,8 2,5. Относительная длина эталонного профиля 1p представляет собой отношение общей длины сегментов в пределах базовой длины, обрезанной на определенном уровне, и сечения p материала проекционного профиля с равноотстоящими линиями Средняя яркость, базовая длина в процентах I: Где n — номер сегмента b. Профиль профиля уровня p отсчитывается от линии выступа. Значение p выбирается из ряда: 5; 10; 15; 20; 25; 30; 40, 50; 60; 70; 80; 90% от K max.
Относительная эталонная длина профиля 1p может быть равна 10. 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%. В дополнение к рассмотренным параметрам, ST SEV 1156 78 Шероховатость поверхности. Термины и определения (введено в действие с января 1981 г.) Дополнительные расширенные параметры K и Параметр формы D ; Да. Стандартное отклонение профиля — это среднее вторичное значение отклонения профиля в пределах базовой длины. у * (к) Или примерно Среднее значение параметра высоты профиля поверхности f l является средним значением параметров профиля поверхности и определяется всеми базовыми длинами, которые составляют оценочную длину. = Где n — количество базовых длин длина оценки л.
Параметр, определенный с первой базовой длиной. Например, среднее значение максимальной высоты неровности расчетной длины профиля Kt составляет 4. Определяется как равный 5 базовым длинам 5 (= 1 g de Klz-Значение параметра, определенное для каждой базовой длины. Профилограммы, полученные с целью шероховатости поверхности вдоль оценочной длины, равной 5 базовым длинам ( , (, 1a, 4, 0), 3.2 показано на рисунке.
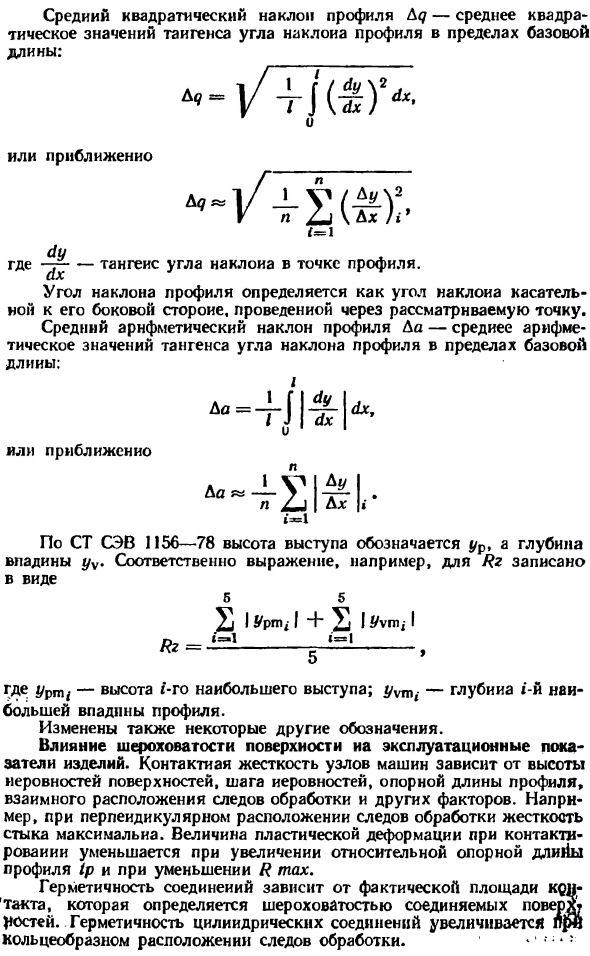
Средний квадратичный уклон профиля D 7 — среднеквадратичное значение тангенса уклона профиля в основании, Где — это наклон точки профиля. Наклон профиля определяется как наклон касательной стороны, проведенной через указанную точку. Среднее арифметическое наклона профиля Да-Среднее арифметическое значений тангенса наклона профиля в пределах базовой длины: Или примерно.
В соответствии со стандартом ST SEV 1156 78 высота выступа указывается как ur, а глубина отступа указывается как . Например, выражение for R записывается как Где urt1 — высота наибольшего выступа. -Максимальная глубина вдавливания профиля. Несколько других спецификаций также изменились. Влияние шероховатости поверхности на характеристики продукта. Жесткость контакта деталей машин — это высота шероховатости поверхности, шаг шероховатости, базовая длина профиля, Взаимосвязь обработки следов и других факторов. Например, размещение следов процесса вертикально максимизирует жесткость соединения.
Пластическая деформация при Контакты и уменьшается с уменьшением коэффициента усиления и K макс относительной удлиненного поддержкой профиля 1p. Жесткость соединения зависит от фактической площади такта CRT. Это определяется шероховатостью стыков, соединенных сверху. Увеличивает герметичность цилиндрических соединений Круговое расположение следов обработки. Фрикционные свойства и износостойкость подвижных соединений в значительной степени определяются шероховатостью поверхности трения. Направление и трение сильно влияют на направление. Неровности. При хорошей смазке и низком давлении минимальный износ обычно наблюдается, когда следы обработки на обеих поверхностях трения направлены параллельно направлению движения.
Более высокое давление и меньший износ наблюдаются, когда следы обработки на поверхностях трения пересекаются друг с другом. В этом случае вероятность судорог уменьшается. Шероховатость поверхности изготовлена из высокопрочной легированной стали и других сталей и оказывает значительное влияние на усталостную прочность деталей, которые работают в циклических условиях. Вы читали. Метод алмазного сглаживания применяется для улучшения качества поверхности. Усталостная прочность после алмазного сглаживания прецизионных или полированных деталей. Увеличение на 25-40%. От А = 1,0 мкм = Когда высота углубления или углубления в выемке для нарезания болта или шлифовального винта 0,1 мкм уменьшается, амплитуда предела цикла напряжений увеличивается следующим образом:
Кроме того, 20-50% для болтов из высокопрочной легированной стали и мало для болтов из низколегированной и углеродистой стали. Высота неровностей на поверхности оказывает большое влияние на коррозионную стойкость. По мере уменьшения шероховатости увеличивается коррозионная стойкость. Характер движения жидкости в трубопроводе и гидравлическое сопротивление трубопровода зависят от шероховатости стенки. Нужно уменьшить Отрегулируйте высоту выступа для увеличения шага выступа. Шероховатость поверхности влияет на качество покрытия. Параметр шероховатости для относительно тонких покрытий зависит от параметра шероховатости основы. При нанесении покрытия на основу.
Если высота неровностей очень мала, адгезионная прочность нанесенного покрытия к основе и отслаивание покрытия могут быть уменьшены. Чтобы улучшить качество покрытия, шаги должны быть нормализованы. И продвинутые параметры шероховатости. Шероховатость поверхности также влияет на электрическое сопротивление контактов релейного устройства, затухание электрической энергии в волноводах и качество электронного оборудования. Характеристики интегральных микросхем и оптических элементов. В процессе приработки неровности поверхности изменяются по размеру и форме и приобретают направление направления движения детали.
- Приобретено после обкатки (при трении скольжения, Шероховатость (минимальный износ и трение при фрикционном качении и проскальзывании, которые остаются при длительной работе машины) называется оптимальной. Шероховатость характеризуется высотой, углом и формой выступа (радиус вдавливания dm, радиус выступа, угол наклона выступа в направлении движения и т. Д.). Оптимальные параметры Шероховатость зависит от качества смазки и других условий работы детали, ее конструкции и материалов. Начальное изменение шероховатости и аппроксимация параметров шероховатости: Поверхность, которая может быть оптимально прослежена в Примере поверхности трения.
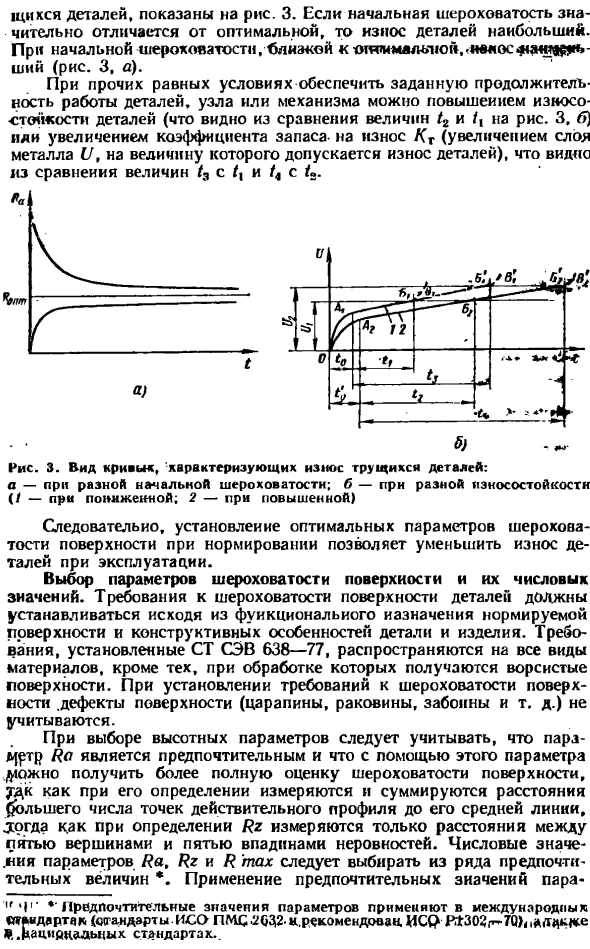
Характеристическая кривая Детали показаны на рисунке. 3. Если начальная шероховатость значительно отличается от оптимального значения, износ деталей будет наибольшим. Почти начальная шероховатость Огяпоав няю.нвспошшвываю шки (рис. 3, а). При прочих равных условиях, увеличивая износостойкость деталей, можно обеспечить заданное рабочее время деталей, узлов или механизмов (как видно из сравнения 1g и рис. 3, б) Сравнение значений (Как видно из 5 с и с (5.), увеличьте коэффициент безопасности и износ Kg (чтобы увеличить металлический слой II и позволить деталям износиться). Износостойкие детали: наклонные; b- износостойкость различна увеличение).
Четкость интерференционной картины сохраняется для большего количества полос, поэтому размер измеряемого зазора может превышать 2 мкм. Людмила Фирмаль
Следовательно, установление оптимальных параметров шероховатости поверхности при нормализации может снизить износ деталей во время эксплуатации. Выбор параметров шероховатости поверхности и их значений. Требования к шероховатости поверхности компонентов должны быть установлены на основе стандартизированных функциональных целей продукта Особенности поверхности и дизайна деталей и изделий. Требования, установленные СТ СЭВ 638-77, применяются ко всем типам материалов, кроме тех, которые находятся в процессе обработки. Флисовая поверхность. При определении требований к шероховатости поверхности дефекты поверхности (царапины, следы раковины, порезы и т. Д.) Не учитываются.
При выборе параметра высоты необходимо учитывать, что параметр 7 является желательным и этот параметр дает более полную оценку шероховатости поверхности. При определении этого, как измеряются и суммируются расстояния до средней линии многих точек в реальном профиле, r При определении r 5 вершин и 5 долин неровностей. Параметр Na, Значения R и ( Max должны быть выбраны из числа предпочтительных значений *. И g Предпочтительные значения параметров используются в международных стандартах (стандарт. ISOPMS. 2032- . Рекомендуется. ISR ET302g-7I), * ddk ke . Фацчякады (стандарт s .. Сравнение шероховатости поверхности Поскольку образцы генерируются в соответствии с этими значениями, использование измерителя может упростить контроль шероховатости поверхности.
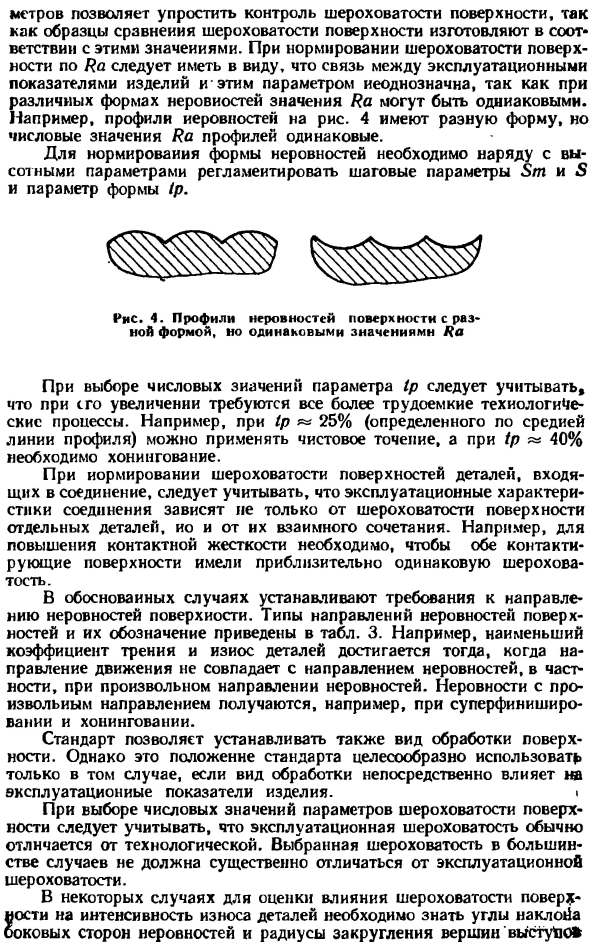
При нормализации шероховатости На поверхности Ra важно помнить, что взаимосвязь между характеристиками продукта и * этим параметром неоднозначна. Это потому, что значение Ra для различных форм неровностей То же самое. Например, профиль 4 шероховатости на фигуре имеет другую форму, но значения профиля Ra одинаковы. Чтобы нормализовать неправильную форму, параметры шага 8t и 5 и параметр формы 1p должны быть скорректированы вместе с параметрами высоты. При выборе значения для параметра 1p следует учитывать, что его увеличение требует все более трудоемкого технического процесса.
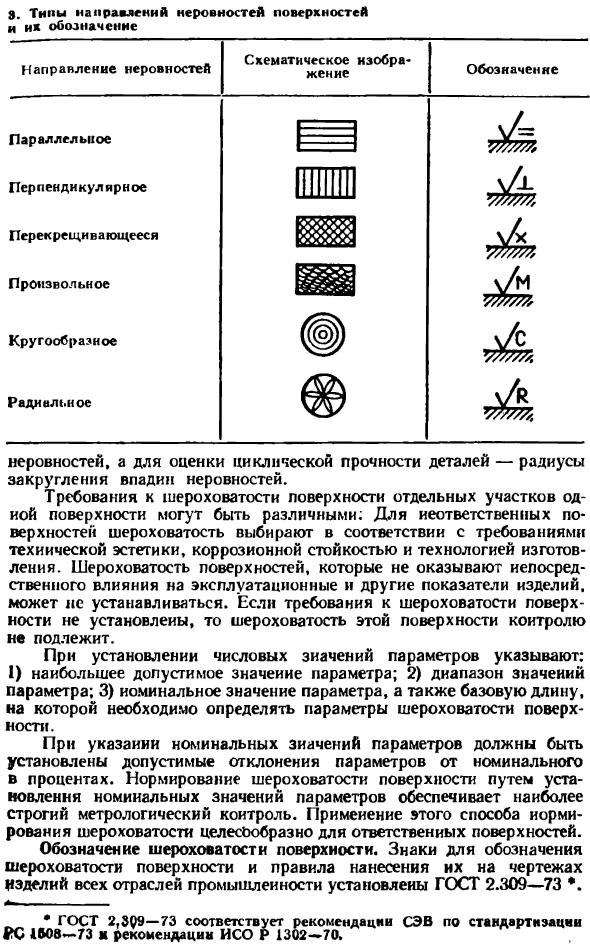
Например, 1р при 25% (определяется по среднему Контурная линия) Можно использовать прецизионное точение, и требуется хонингование при 1p = 40%. При нормализации шероховатости поверхности деталей, включенных в соединение, рабочие характеристики соединения представляют собой не только шероховатость поверхности, Из отдельных частей и их взаимосвязей. Например, чтобы увеличить контактную жесткость, обе контактные поверхности должны иметь примерно одинаковую шероховатость Если это законно, установите требования к направлению неровностей поверхности. В таблице приведены типы неровностей поверхности и их технические характеристики. 3. Например, самый маленький Коэффициент трения и износа детали достигается, когда направление движения не совпадает с направлением удара, особенно с любым направлением удара.
Например, супер отделка и хонингование могут обеспечить любое направление. Этот стандарт также позволяет установить тип обработки поверхности. Однако рекомендуется, чтобы этот стандарт использовался только тогда, когда тип обработки оказывает непосредственное влияние Производительность продукта При выборе значения параметра шероховатости поверхности обычно необходимо учитывать, что эксплуатационная шероховатость отличается от технической шероховатости. Шероховатость выбрана в В большинстве случаев он не должен существенно отличаться от эксплуатационной шероховатости. В некоторых случаях, чтобы оценить влияние шероховатости поверхности на скорость износа детали, необходимо знать угол наклона неровной стороны и радиус кривизны пика выступа.
Требования к шероховатости поверхности для отдельных участков одной и той же поверхности могут различаться. Пожалуйста, выберите в соответствии с вашими требованиями для безответственной шероховатости поверхности Техническая эстетика, коррозионная стойкость и технология изготовления. Шероховатость поверхности, которая не влияет непосредственно на операции и другие показатели Продукт не может быть установлен. Если требования к шероховатости поверхности не установлены, шероховатость поверхности не контролируется. При установке значений параметров укажите следующее: 1) Наиболее эффективное значение параметра. 2) Диапазон значений параметров. 3) Номинальное значение параметра и базовая длина, Необходимо определить параметр шероховатости поверхности.
При указании номинального значения для параметра необходимо установить допустимое отклонение параметра от номинального значения в процентах. Нормализация шероховатости поверхности путем установления Номинальные параметры обеспечивают наиболее строгий контроль взвешивания. Применение этого метода регулировки шероховатости рекомендуется для критических поверхностей. Спецификация шероховатости поверхности. Знаки, указывающие шероховатость поверхности и правила их нанесения на все чертежи промышленного изделия, устанавливаются ГОСТ 2.309—73 *.
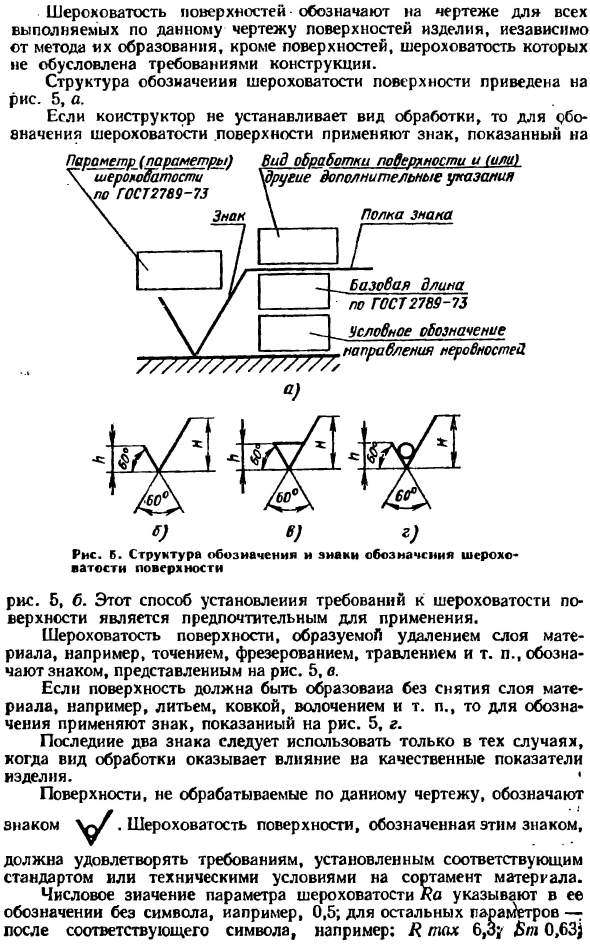
ГОСТ 2.309-73 соответствует рекомендациям CMEA С1В08 73 и рекомендациям ISO R 1302-70 по стандартизации. Шероховатость поверхности показана на всех чертежах поверхности изделий, выполненных в соответствии с этим чертежом, независимо от того, как она была сформирована, за исключением поверхностей с такой шероховатостью. Не подпадает под требования дизайна. Обозначение структуры шероховатости поверхности показано на рисунке. 5 а. Если разработчик не устанавливает тип обработки, для rbo-начальная шероховатость поверхности, Дополнительные указания приведены в параметре типа обработки поверхности и или шероховатости разрушения по ГОСТ 2789-73. Рисунок б. Назначенная структура Рисунок b, b.
Этот метод определения требований к шероховатости поверхности подходит для использования. Шероховатость поверхности, образованная удалением слоя материала, например, точением, фрезеровкой, травлением и т. Д., Обозначена символами, показанными на рисунке 1. 5, с. Если поверхность должна быть сформирована, например, путем литья, ковки, волочения и т. Д. Без удаления слоя материала, Рисунок 25 5g Последние два символа следует использовать только в том случае, если тип обработки влияет на показатель качества продукта. Поверхности, не обработанные в соответствии с этим рисунком, отмечены символом. Шероховатость поверхности, обозначенная этим символом, должна соответствовать требованиям, установленным соответствующими компаниями.
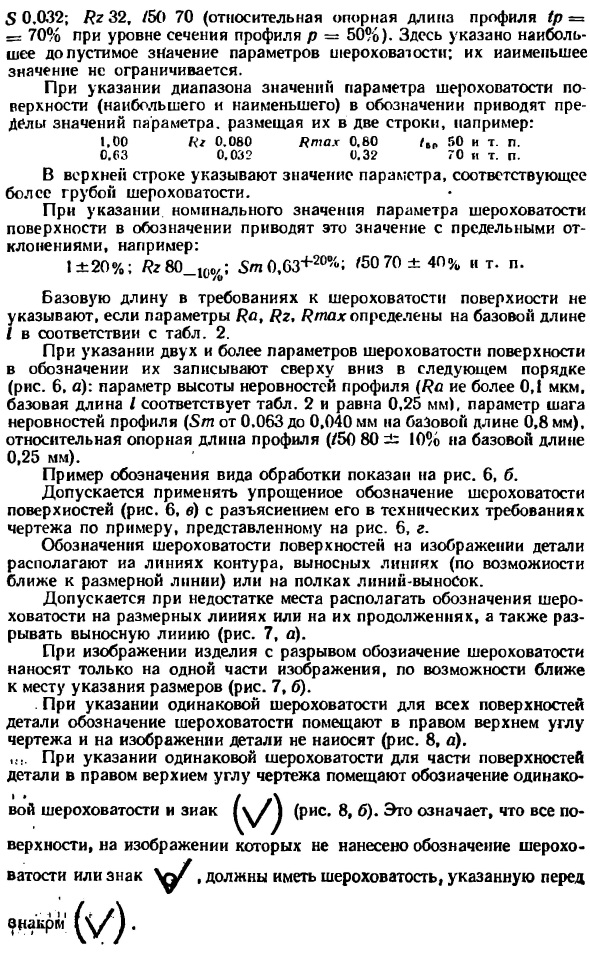
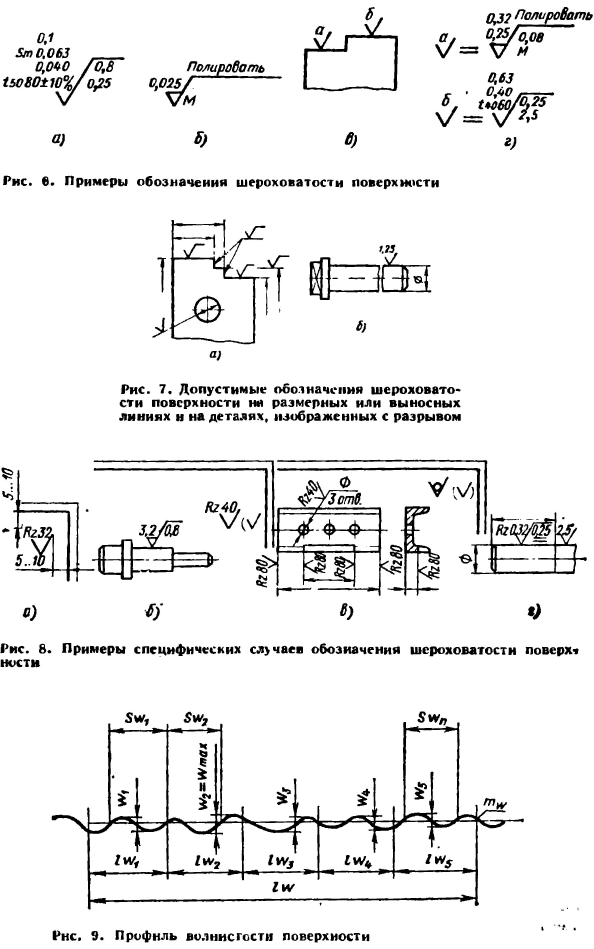
Стандарт или спецификация для ряда материалов. Числовое значение параметра шероховатости Na указывается обозначением без символа (например, 0,5). Для других параметров — например, после соответствующего символа. 6,3; -W 0,63) 5 0,032; кг 32, 50 70 (относительная эталонная длина профиля составляет 1p = 70% -50% на уровне сечения профиля p). Здесь показано максимально допустимое значение шероховатости. Их минимум Значение не ограничено. Если вы задаете диапазон (максимальный и минимальный) для значения параметра шероховатости поверхности в спецификации, предел значения параметра указывается и помещается в две строки, например: 1,00 0,080 порт 0,80 50 и т. Д. 0,63 0,032 0,32 0 с.п.
В верхней строке отображаются значения параметров, соответствующие более грубой шероховатости. Если в спецификации указано номинальное значение параметра шероховатости поверхности, это значение задается с предельным отклонением. Например: I ± 20%; g80 10O ; tO, 63 + тыс.%: 50 70 ± 40% и т. д. Для параметров Ko и Kg базовая длина для требования шероховатости поверхности не указана. Кта определяется исходной длиной I согласно таблице. 2. Если в спецификации указано более одного параметра для шероховатости поверхности, они записываются сверху вниз в следующем порядке (рис. 6, а): параметр неравномерной высоты (коэффициент 0,1 или более Микроны.
Базовая длина I соответствует таблице. 2 и 0,25 мм), параметры шага неравномерности профиля (длина основания 0,8 мм, от 0,063 до 0,040 мм 5т), относительная контрольная длина профиля ( 50 80 ± 10% при длине основания 0,25 мм). На рисунке показан пример указания типа обработки. 6 б Допустимо применять упрощенное обозначение шероховатости поверхности (рис. 6, в). 6 г Обозначение шероховатости поверхности изображения детали можно найти на линии контура, выносной линии (как можно ближе к размерной линии) или на полке направляющей линии. Если места недостаточно, вы можете поместить символ шероховатости на размерную линию или ее расширение или разбить расширение (Рис. 7, o).
При отображении продуктов с пропусками спецификация шероховатости применяется только к той части изображения, которая максимально приближена к месту отображения размера (рис. 7, б). , Если указать одинаковую шероховатость для всех поверхностей детали, символ шероховатости будет размещен в верхнем правом углу чертежа и не будет применяться к изображению детали (рис. 8, а). Если вы укажете одинаковую шероховатость для части поверхности детали, спецификация будет размещена в правом верхнем углу чертежа. Шероховатость и символ Y) (рис. 8, б). Эго означает, что все поверхности на изображении не имеют шероховатости или признаков Шероховатость обязательна. Рисунок с.
Пример спецификации шероховатости поверхности Рисунок 7. Разрешенные спецификации являются приблизительными l поверхность зыби Рисунок 9. Профиль Если часть поверхности продукта не была обработана соответствующим образом Символ в правом верхнем углу чертежа (перед x, f ^ — (рис. 8, c)) Если одна и та же шероховатость поверхности отличается в разных областях, эти области разделяются тонкой сплошной линией, применяя соответствующий размер и обозначение Шероховатость (рис. 8, г).
Смотрите также:
Решение задач по метрологии с примерами
