
Оглавление:

Сравнительная оценка способов литья и рекомендации по их выбору
- Сравнительная оценка методов литья и рекомендации по их выбору Разработка процесса изготовления отливок начинается с анализа технологичности конструкции детали с учетом факторов и требований, перечисленных в пунктах 16.1 и 16.2.
При выборе способа изготовления отливок определяющим фактором являются технические требования к изделию, а также технико-экономические показатели (ШМ, стоимость деталей в производстве, экономически обоснованные), учитывающие расход металла, стоимость оборудования и оснастки.
Серийное производство играет важную роль в выборе способа литья. Людмила Фирмаль
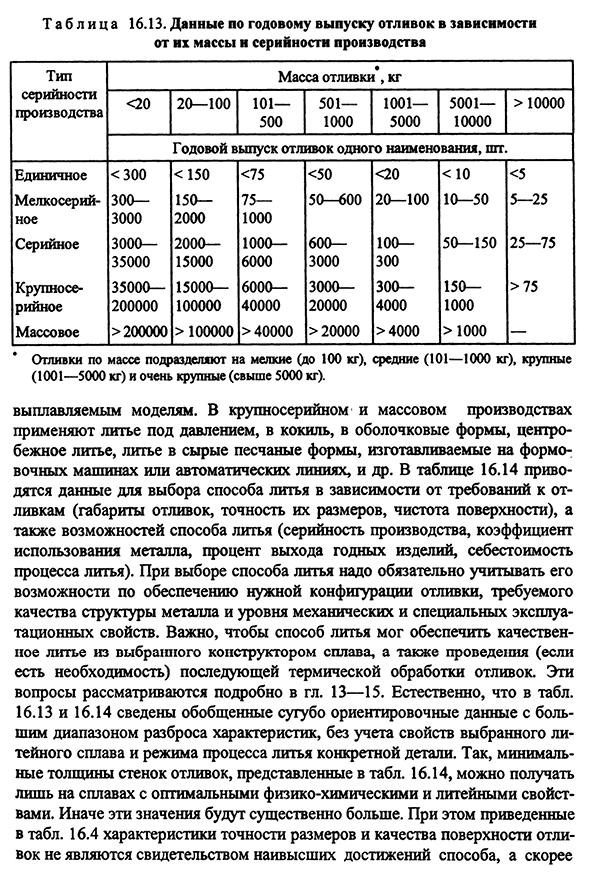
Размер серии и вид производства Литейной массы можно определить по таблице. 16.13 в одиночном, малом масштабе и серийном производстве, отливки часто сделаны путем бросать в прессформы песка, согласно 386T б л я с А16. 13. Данные о годовом выпуске отливок в соответствии с серийным и серийным производством Тип • Масса отливки, кг Серийное производство<20 20-100 101— Пятьсот. Пятьсот один— Тысяча. Тысяча долларов— Пять тысяч долларов Пять тысяч один— Тьма. > 10000
Годовое производство отливок с одноименным названием, ЕА. Сингл<300 <150 <75 <50 <20 <10 <5 малый масштаб Триста.— Трехтысячный. Сто пятьдесят— Двухтысячный. Семьдесят пять.— Тысяча. 50-600 20-100 10-50 5-25 Серийный номер 3000-35000 Двухтысячный.— Пятнадцать тысяч Тысяча.— Шесть тысяч. Шесть сотен.— Трехтысячный. Сто.— Триста. 50-150, 25-75 Большой масштаб Тридцать пять тысяч— Двухмиллионный. Пятнадцать тысяч— Миллион человек Шесть тысяч.— Сорок тысяч Трехтысячный.— Двадцать тысяч. Отчет Сто пятьдесят— Тысяча. > 75 Масса>200000 >100000 >40000 >20000 >4000 >1000 — Отливка по массе делится на мелкую (до 100 кг), среднюю (101-1000 кг), крупную (1001-5000 кг) и очень крупную (более 5000 кг).
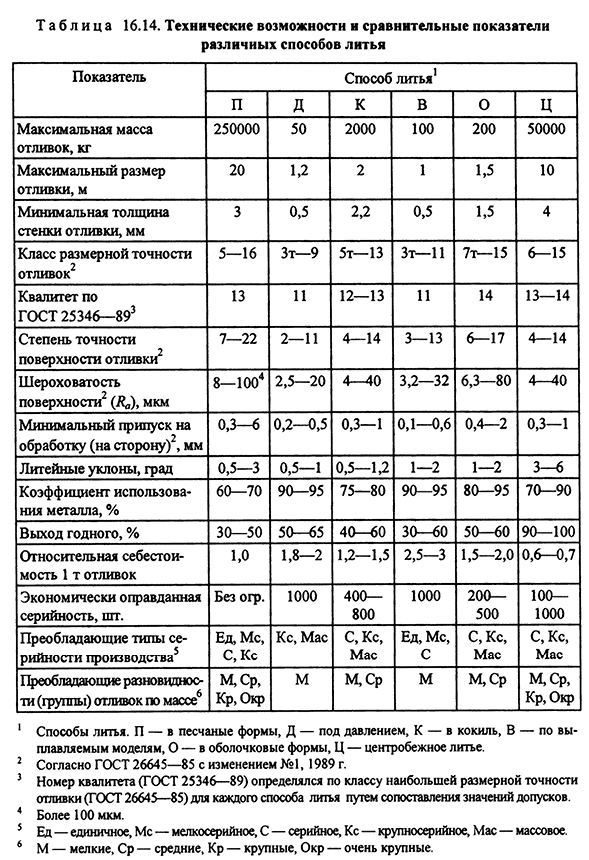
- Инвестиционная модель. В крупносерийном и массовом производстве, инжекционный метод литья использован в Кокиле, в Сырцовой прессформе песка, центробежной отливке, отливке, изготовленной в машине прессформы или автоматической линии. В таблице 16.14 приведены данные о выборе методов литья, условиях литья (размеры отливок, размерная точность, чистота поверхности), возможности применения методов литья (непрерывное производство, утилизация металла, при выборе способа литья для годных к употреблению изделий, желаемый состав отливки, качество требуемой структуры металла, способ литья с учетом механических и специальных свойств, уровень уровня важно реализовать (при необходимости).
Эти вопросы будут более подробно рассмотрены в главах 13-15. Естественно, к столу. 16. 13 и 16.14 имеют широкий диапазон свойств, без учета характеристик выбранного литейного сплава и режима процесса литья конкретной детали. 16.14 может быть получен только в сплавах с оптимальными физико-химическими и литейными свойствами. В противном случае эти значения будут значительно выше. В этом случае он указан в таблице. 16.4 , а скорее свидетельствуют о том, что 387T а б л и Ц a16L4.
точность размеров и характеристики качества поверхности отливок не свидетельствуют о наилучшем результате применения этого метода Людмила Фирмаль
Технические характеристики и сравнительные показатели различных методов литья индикатор method1p D c o C литье, масса, кг не более 250000 50 2000 100 200 50000 Максимальный размер отливки, м 20 1,2 2 1 1,5 10 Минимальная толщина стенки отливки, мм 3 0.5 2.2 0.5 1.5 4 Отливка точности измерения Класс2 5-16ZT-9 5T-13ZT-11 7T— 15 6— 15 Качества в соответствии с GOST25346-893 13 11 12— 13 11 14 13— 14 Поверхность отливки точности 2 7-22 2— 11 4— 14 3— 13 6— 17 4— 14 Шероховатость поверхности 2(7?а), ум, 8— 1004 2,5–20 4-40 3,2— 32 6,3— 80 4-40 Минимальный допуск на обработку (с каждой стороны) 2, мм0,3-6 0,2–0,5 0,3— 1 0,1— 0,6 0,4–2 0,3— 1 Литейный склон, град 0,5— 3 0,5— 1 0,5— 1,2 1-2 1— 2 3-6 использование металла,% 60— 70 90-95 75— 80 90-95 80-95 70-90 Выход пригонки,% 30-50 50-65 40-60 30-60 50-60 90— 100 1Т
относительная стоимость отливок 1,0 1,8— 2 1,2— 1,5 2,5— 3 1,5— 2,0 0,6— 0,7 Экономически обоснованная серийность, пгт. Демон это не 1000 400-800 1000, 200.— Пятьсот. Сто.— Тысяча. Основные виды серийного производства 5 Эд, МС, С, К с КС, Мас, КС, Мак Ed, MS, S С КС, Мас С КС, Мас Основные разновидности литья по весу (группа) 6 м, СР, КР, ОКР м м СР М СР М СР М СР М, КР, ОКР 1 способ литья. П-в песчаные формы, Д-под давлением, к-кокиль; Б-плавка модель, О-в оболочковые формы, ц-центробежное литье. 2ГОСТ26645-85 согласно изменению № 1, 1989 г. 3. количество качественных (ГОСТ25346-89) определяется классом максимальной размерной точности литья (ГОСТ26645-85) для каждого способа известкования»I, допустимое значение 4 100 мкм и более.»5 единиц-одиночные, МС-малые, с-серийные, КС-большие, Мас-массовые. 6 м-малая, СР-средняя, КР-крупные,
ОКР-очень большие. 388лише гарантия ГОСТ оценочные параметры. Например, при литье по инвестиционной модели шероховатость поверхности отливок может достигать Ra=1,25 мкм(26645-85Ra=3,2 мкм с обеспечением ГОСТа), а точность размеров может быть использована в гост26645-85 одновременно для группы сплавов, размера отливок, размера отливок, применения термической обработки, а также для других типов отливок. etc. is реализация (см.§ 16.1). Сложность выбора способа литья часто
обусловлена тем, что отливки могут быть выполнены несколькими способами, обеспечивающими требуемые свойства отливки. При этом решающими факторами, определяющими выбор рационального способа литья, являются экономическая эффективность серийного производства и технологических процессов. Эти факторы(см. табл. 16.13 и 16.14), наряду с техническими характеристиками способа литья, может помочь выбрать правильный процесс литья.
Смотрите также:
