
Оглавление:

Средства измерений отклонений формы, расположения поверхностей и параметров шероховатости
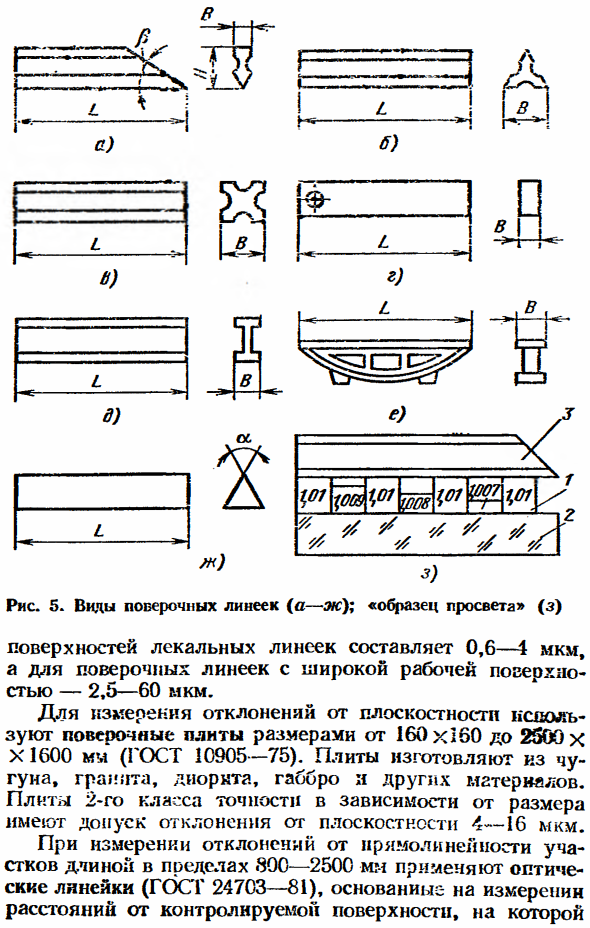
- Прибор для измерения отклонений в форме, положении поверхности и параметрах шероховатости. Измерьте отклонение пены относительно положения поверхности продукта, используя прибор, описанный в разделе. 2 и специальные Измерительное оборудование: калибровочная линейка, плита и призма, уровень, оптическая линейка, автоколлиматор, круговой счетчик и т. д. Калибровочная линейка предназначена для измерения отклонений от прямолинейности и плоскостности. Согласно ГОСТ 8026 75 они лекальные (рис. 5, в — в), широкие рабочие поверхности (рис. 5, в — в) и углы (рис. о, ж), углы 45, 55 и 60 °.
Используйте двусторонний скос, трехгранник и тетраэдр длиной 1 = s 50 — = — 500 мм для измерения отклонения от прямолинейности до зазора. Нанесение кромки линейки на контролируемую поверхность. Таким образом, просвет 1-5 микрон определяется. Для более точной оценки использования клиренса Образец люмена (Фиг.5, ч) — прибор, состоящий из набора длины 1 конечного измерения. Номинальный размер Другое составляет 0,001 мм. Окончательное измеренное значение втирают в параллельную плоскую стеклянную пластину 2. Размер.
Наконец, технические или экономические соображения могут привести к отказу от совместимости преобразователя. Людмила Фирмаль
Поместите край на шаблонную линейку 3 и примените линейку к контролируемой поверхности, чтобы создать зазор, Разрыв в образце просвета. Калибровочная линейка для широкой рабочей поверхности (прямоугольная и 2 Т-образных сечения) и перемычки (длина L = 250-8-4000 мм) Используется для определения отклонения от линейности путем измерения линейного размера (отклонения) от контролируемой поверхности Части к поверхности линейки прикреплены к опоре, или nk блоков окончательных измерений с одинаковой длиной номинального размера.
Угловые юристы используют линейку для проверки отклонений от плоскостности поверхности детали методом точечной окраски. По словам Класс допуска по длине и точности от рабочей прямолинейности Рисунок 5. Типы калибровочных линий (o — ek), Рисунок люмена (h) Обычная поверхность линейки составляет от 0,6 до 4 мкм, а калибровочная линейка с большой рабочей поверхностью составляет от 2,5 до 60 мкм. Для измерения отклонений от плоскостности используйте калибровочную пластину размером от 160×160 до 2500xX1600 мм (ГОСТ 10905 75).
Они изготовлены из чугуна, гранита, диорита, габбро и других материалов. В зависимости от размера второй класс точности плиты имеет допуск Отклонение от плоскостности 4-16 мкм. При измерении отклонения от прямолинейности поперечного сечения канавкой в диапазоне 800-2500 мм используется оптическая линия на основе следующих условий (ГОСТ 24703-81) Измерьте расстояние от контролируемой поверхности Линейка прикреплена к исходной базовой линии, определенной оптической осью линейки. Существует четыре типа оптических линейок: Контакт ол- Используйте визуальную справочную систему.
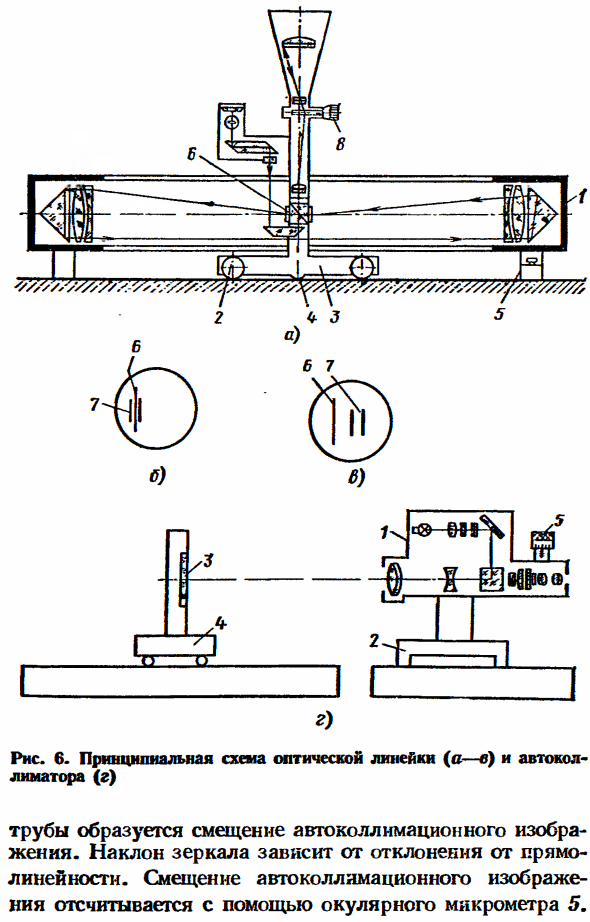
ОЛА-автоматическая регистрация контакта. ARS-бесконтактный; OLU-универсальный. Сплит цена Линейка 0,5 и 1 мкм считывающего устройства. Диапазон отклонения от измеренной прямолинейности линейки со считывающим устройством, 25-100 мкм — для линейки с автоматической записью измеренных значений. На фиг.1 приведена принципиальная схема оптической линии устройства. 6 а. Канавка выполнена внутри корпуса линейки. В этой канавке каретка 3 соединена с оптической системой вдоль оси корпуса. Измерительный наконечник 4.
Перед измерением с помощью регулируемой опоры 5 установите оптическую ось линейки параллельно контролируемому объекту. Поверхность. В этом случае изображение метки 6 должно находиться между двумя штрихами шариков 7 (рис. 6, б) и барабана 8 (см. Рис. 6). а) Читатель-пуля или исходное положение. При измерении каретки 3 она перемещается на заданную величину Шаг I (взятый равным 0,1 от измеренной длины сечения). Перевозка с измерением из-за отклонения от прямолинейности Наконечник меняет свою позицию. В чем причина смещения отметки 6 штрихов (рис. 6, в) Вращая барабан 8.
Восстановление статуса бренда 6b за цифрой; в то же время барабан считывает обратный отсчет. Разница между двумя образцами Принято за отклонения от прямолинейности. Значение деления считывателя составляет 0,001 мм. На устройствах с авторегистрацией Диаграмма рассеяния профиля поверхности воспроизведена. Автоколлиматор (рис. 6г), автоколлимационная трубка 1 Плоское зеркало 3 подставки 2 и второй подставки 4.
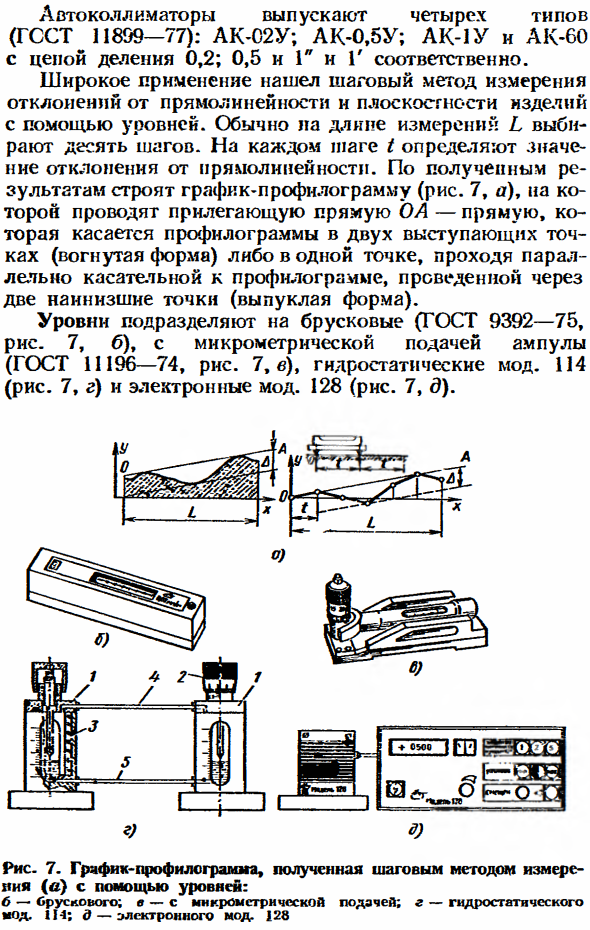
Автоколлимация называется сбором изображений, образованных параллельными пучками. Луч света, который выходит из трубы 1 и отражается от плоского зеркала 3 Двойной угол 2а, чтобы привести фокальную плоскость Рисунок 6. Принципиальная схема оптической линии (s — c) и автоколлиматора (g) Труба формирует автоколлимационное изображение. Наклон зеркала зависит от отклонения от прямолинейности. офсет Автоколлимационные изображения рассчитываются с помощью окуляра микрометра5. Существует четыре типа автоколлиматоров (ГССТ 11899 77): АК-02У. АК-0,5У; АК-1У и АК-60 с ценой разделения 0,2.
Широко используется метод пошагового измерения отклонений от прямолинейности и плоскостности изделия с использованием уровней. Обычно в длину Для измерения b выбрано 10 шагов. На каждом шаге I определяется отклонение от прямолинейности. На основании полученных результатов График-профилограмма (рис.
ОА нарисованы — прямая линия, касающаяся профилограммы двух динамиков Точка (вогнутая форма) или одна точка, которая проходит параллельно касательной линии профилограммы, проведенной через две нижние точки (выпуклая) Форма). Поверните касание до конца кости, выполните разность измерений. Дефицит от пр.Чмолинс Высокоточный прибор Nribo представляет собой электронное устройство с дисплеем CIS. Метод измерения скорости вращения При измерении костной ткани и кости контролируемая поверхность стержня является боковой. : Отклонение от змей Откровенность.
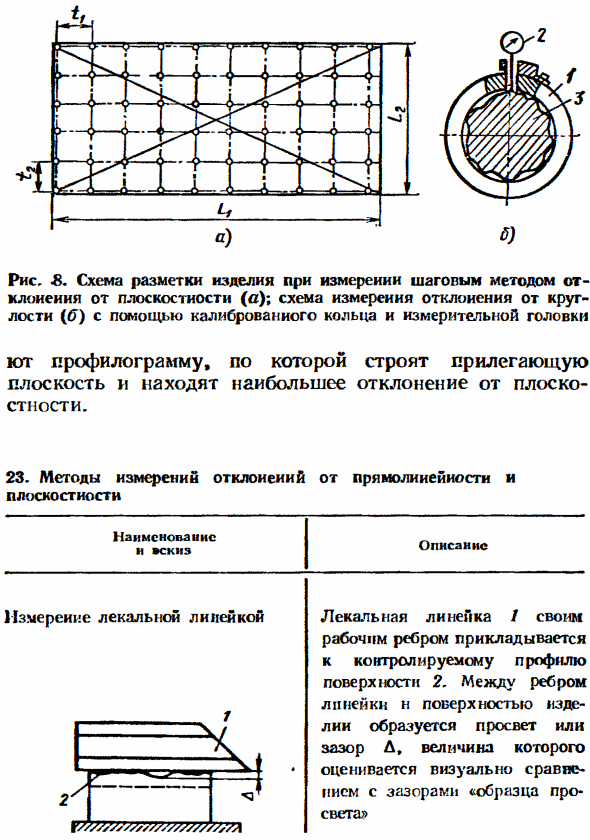
Отклонение от прямолинейности (рис. 8, а). Рисовать дальше 4 (рисунок 7d) имеет два 1-тонных или не виноградных микроконтейнера 3. Трубопровод соединен между собой арапэй, очерченный прямой плоскостью штуцера ШномСра 2 метра, дополнение к жидкости Глубиномер, полученный с других сайтов, гений 1 , 2 и 5 * (рис. 7, б). В секундах (линейность и плоскость Диаграмма разметки товара при измерении отклонения от плоскостности (o) методом цифр и ступеней.
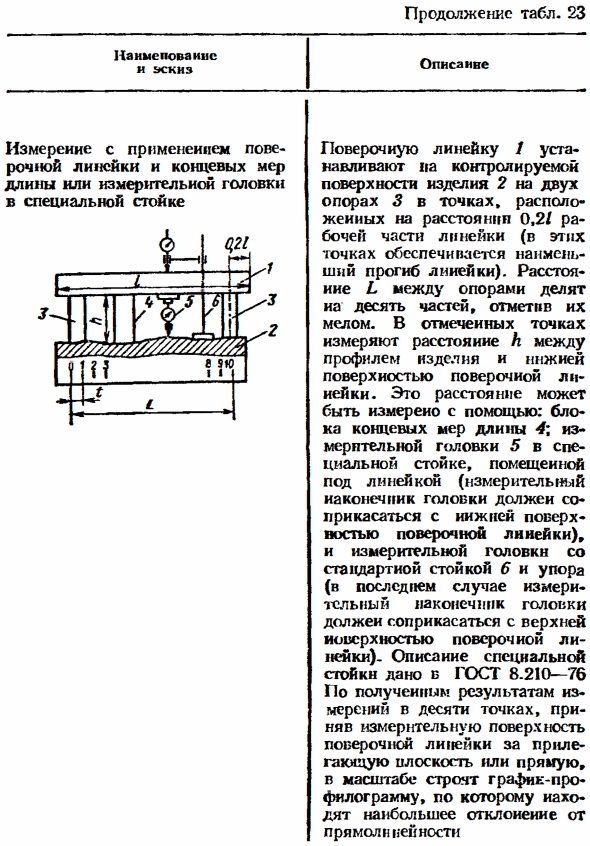
Схема (б) для измерения отклонения от округлости Использование калиброванного кольца и измерительной головки Используйте профилограмму, чтобы построить смежные плоскости и найти максимальное отклонение от плоскостности. 23. Способ измерения отклонений от прямолинейности и плоскостности. Продолжение таблицы. 23 Измерение с использованием прямой стойки и измерителя длины или специальной стойки измерительной головки Калибровочная линия 1 расположена в точке, которая составляет 0,2 рабочее расстояние двух опор 3 на контролируемой поверхности продукта 2.
Часть правителя (в этих отношениях Первый прогиб линии). Расстояние D между опорами разделено на 10 частей и обозначено мелом. В отмеченной точке Измерьте расстояние L между профилем продукта и нижней частью калибровочной шкалы.
Это расстояние Она измеряется быть Помощь: blo Конечная мера длины 4 Измерительная головка 5 установлена в специальной стойке Под линейкой (мера Наконечник головки должен находиться в контакте с нижней частью линии калибровки), а измерительная головка представляет собой стандартную подставку 6 и упор ( Последний случай измерения головки чипа Должен находиться в контакте с верхней поверхностью калибровочной шкалы).
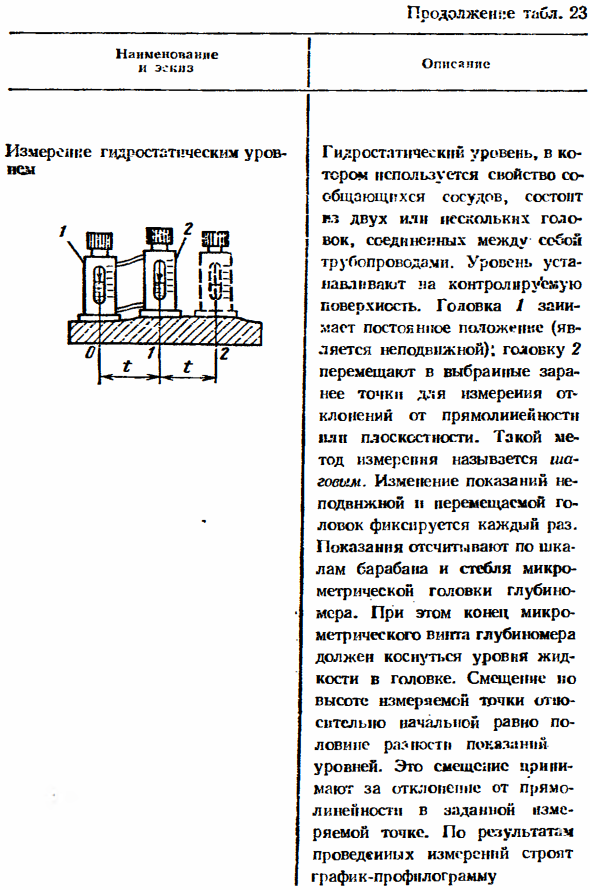
Описание специальной стойки основано на результатах ГОСТ 8.210-76 Измерение в 10 точках, Показывая поверхность измерения калибровочной шкалы Создайте график профилограммы на плоскости, линии или шкале и найдите максимальное отклонение от линии значения соответственно Продолжение таблицы. 23 Измерение гидростатического давления Уровень гидростатического давления с использованием характеристик корабля связи соединяет две или более головки, По трубопроводу. Уровень устанавливается на контролируемой поверхности.
Голова Постоянная позиция (не двигается): Переместите головку 2 в предварительно выбранную точку, чтобы измерить отклонение от прямолинейности или плоскостности. Этот метод измерения Шаг за шагом Изменения в показаниях фиксированной головки и подвижной головки записываются каждый раз. Измерения рассчитываются на весах барабана и ствола Датчик глубины микрометрической головки. В то же время наконечник винта микрометра для измерения глубины должен касаться поверхности жидкости головки.
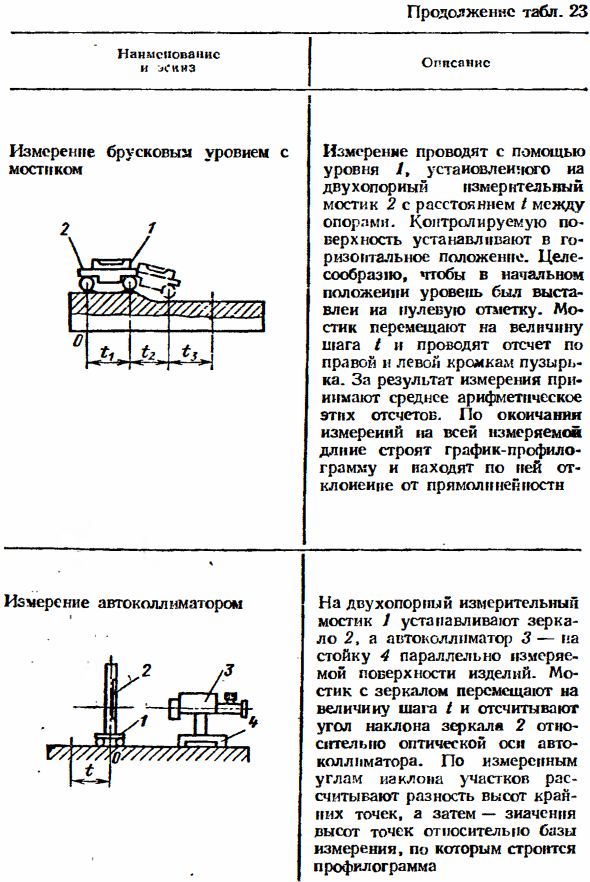
Однако высота точки измерения по сравнению с предыдущей точкой равна половине разницы уровней измерения. Это смещение Прямолинейность в определенной точке измерения. Профессиональная диаграмма профиля строится на основе результатов измерений Продолжение таблицы. 23 Измерение уровня штанги мостом Измерение выполняется с использованием уровня, прикрепленного к измерительному мосту 2 с двумя опорами на расстоянии I между опорами. Контролируется Поверхность установлена в горизонтальное положение. В первом Уровень позиции был установлен на ноль.
Палка движется со значением шага I и считает по правому и левому краям пузыря. Результаты измерений на Возьмите среднее арифметическое этих образцов. Когда сделано Измерение по всей измеренной длине строит диаграмму профиля диаграммы и находит отклонения от прямолинейности 2 1. Зеркало прикреплено к 2-осевой измерительной перемычке 1 2 и автоколлиматору 3-на стойке 4 параллельно измерительной поверхности изделия. Мост с зеркалом перемещается по значению шага I, и угол наклона зеркала 2 по отношению к оптической оси автоколлиматора отсчитывается.
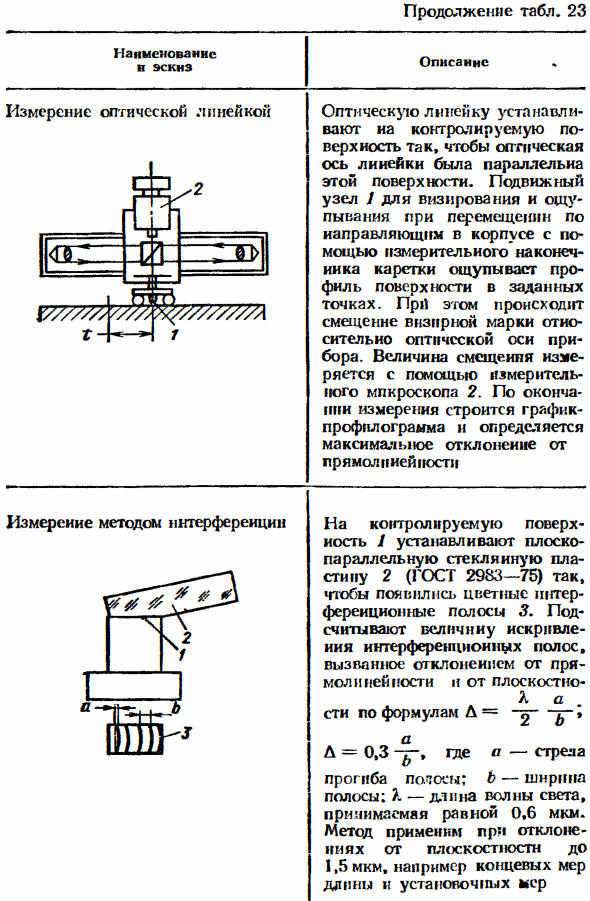
Измеренный уклон участка вычисляет разницу в высоте крайних точек, а затем вычисляет значение высоты точки относительно базы измерения. Построить профиль Продолжение таблицы. 23 Измерение с помощью оптической линейки. Оптическая линейка имеет контролируемую поверхность, так что оптическая ось линейки параллельна этой поверхности. движимое Узел 1 чувствует профиль для визуального и ощущения при движении вдоль направляющих в корпусе с использованием измерительного наконечника каретки Поверхность данной точки. В этом случае метка цели смещается относительно оптической оси устройства.
Значение смещения Использование измерительного микроскопа 2. В конце измерения создается диаграмма профессионального профиля, и максимальное отклонение составляет откровенность Интерферометрическое измерение На контролируемой поверхности Покажите цветную интерференционную полосу 3 с помощью параллельной стеклянной пластины 2 (ГОСТ 2983-75). Интерференционные полосы. А вызвано отклонением от прямолинейности II от плоскости А. ИППП с формулой А = — A = 0,3, где a — стрелка отклонения доения. б ширина полосы: , -Волна света равна 0,6 мкм.
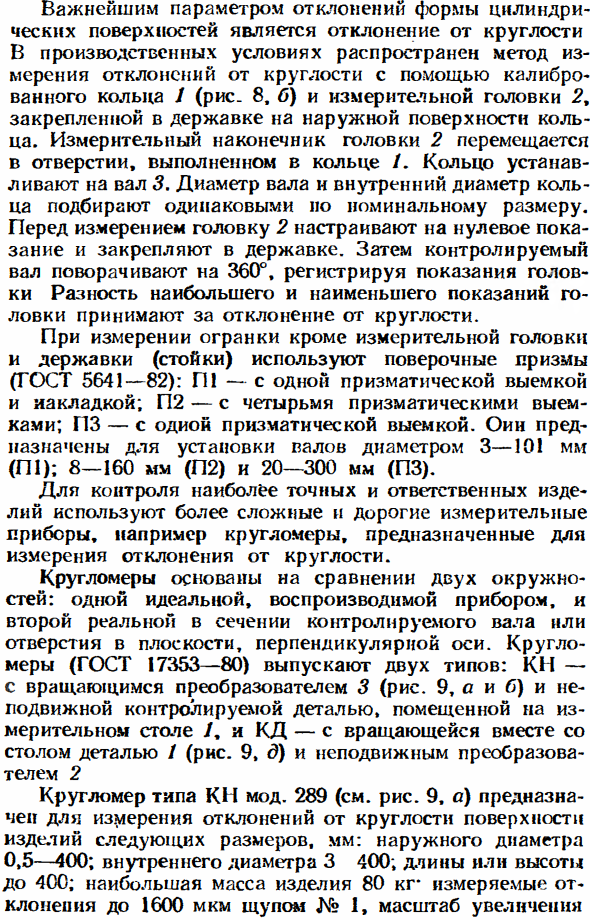
Этот метод может применяться к отклонениям От плоскостности до 1,5 мкм, например, измерение длины кромки и измерение при установке Наиболее важным параметром отклонения формы цилиндрической поверхности является отклонение от округлости. Как измерить отклонение от округлости с помощью калиброванного кольца 1 (рис. 8, б) и измерительной головки 2, прикрепленной к держателю Внешняя поверхность кольца. Измерительный наконечник головки 2 перемещается в отверстие, просверленное в кольце . Кольцо прикреплено к валу 3.
Диаметр вала и внутренний диаметр кольца выбираются одинаковыми по номинальному размеру. Перед измерением головка 2 устанавливается на ноль Держатель дисплея и коррекция. Затем поверните вал управления на 360 ° и запишите показания головки. наиболее Измерения малых головок рассматриваются как отклонения от округлости.
- При измерении надрезов используется калибровочная призма в дополнение к измерительной головке и держателю (стойке) (ГОСТ 5641 82): P -С 1 призмой. Зазубренная накладная и накладная, с углублением в столбик P2. С 113-1 призматическими впадинами. Oii предназначен для монтажа на валу Диаметр 3-101 мм (P1), 8-160 мм (P2) и 20-300 мм (PZ). Для контроля наиболее точных и важных продуктов с использованием более сложных и дорогих инструментов, таких как круглые измерительные приборы, Предназначен для измерения отклонения от округлости. Кругломер основан на сравнении двух кругов.
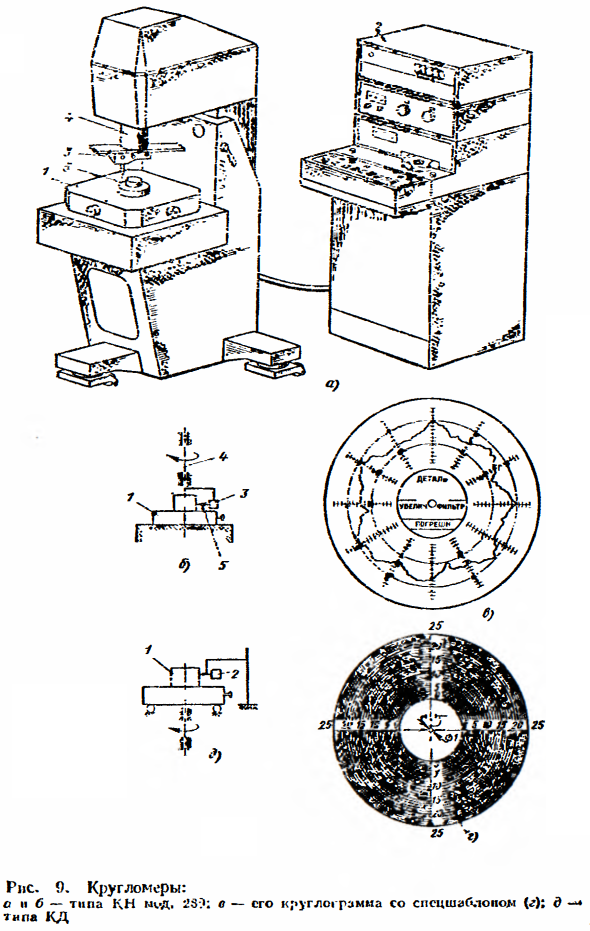
Один — это идеальный круг, воспроизводимый устройством, другой — фактический круг сечения управляемого вала. Или плоское отверстие, перпендикулярное оси. Кругломер (ГОСТ 17353-80) выпускает два типа: КН-вращающийся преобразователь 3 (рисунок) 9, о и б) и фиксированные элементы управления, размещенные на измерительной таблице и CD-часть 1 вращается вместе со столом (фиг. 9 г) и фиксированный преобразователь 2 мод кн круговой метр. 289 (см. Рис. 9, о) для измерения отклонения от круглости поверхности изделия со следующими размерами (мм).
Округлитель основан на сравнении двух кругов: один идеал, воспроизводимый устройством, представляет собой сечение вала или отверстия, управляемое в плоскости, перпендикулярной оси.、 Людмила Фирмаль
OD 0,5-400; ID 3400; длина или высота до 400; максимальная масса продукта составляет 80 кг. Измеренное отклонение составляет 1600 Зонд № 1, масштаб увеличения Рисунок 9. Круглый калибр: о и б ^ — ^ кн типа. 23 ; -СпектшшаГмопон с 100 круглыми граммами (г); d От 25: 1 до 29 000: 1; радиальная погрешность устройства составляет менее 0,05 мкм. 5 ~ -5 сН регулируемая измерительная сила. Вес устройства составляет 600 кг. Объектный стол 1 устройства снабжен двумя механизмами точного перемещения в вертикальном и горизонтальном направлениях.
Присоединить к приборной панели 2 Блок определения счета, пульт управления электроискровым регистратором от кругового датчика. Устанавливается на точный шпиндель 4 Передатчик 3 с зондом 5. Перед измерением продукт устанавливается на целевой стол и использует механизм многократного перемещения для выравнивания оси вращения продукта. И шпиндель. Принесите измерительный наконечник к поверхности продукта и включите шпиндель и регистрирующее устройство. Измерение движения Наконечник воспроизводится в виде круглой фигуры с изображением соседнего круга (рис. 9, в).
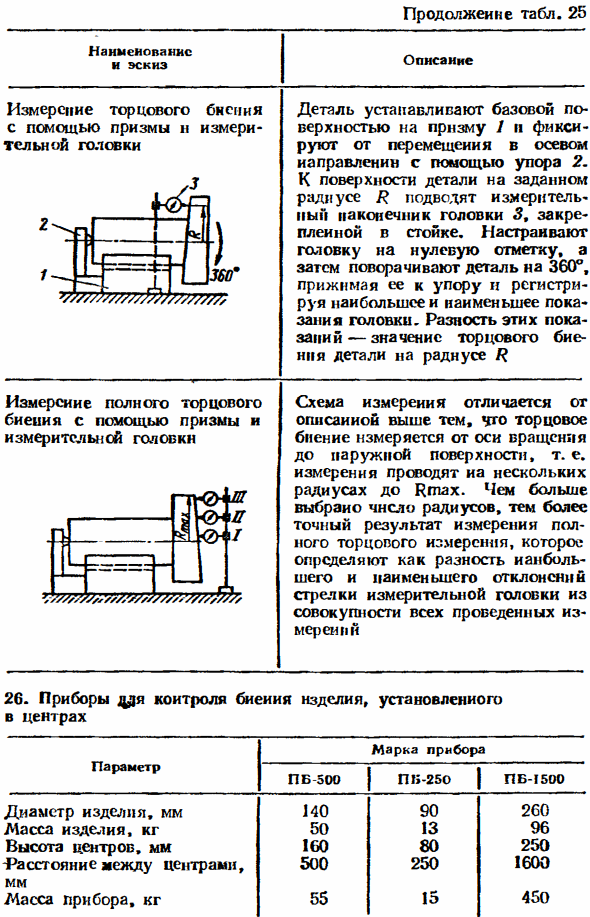
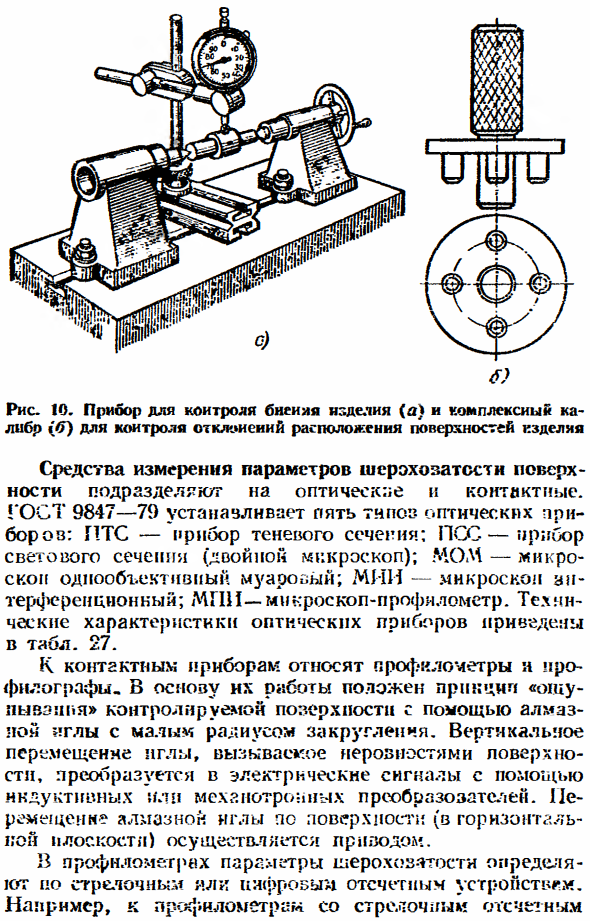
При подсчете отклонений от округлости Используйте специальный шаблон (рис. 9, г), в котором на шкале нарисованы концентрические круги. В таблице ниже показаны метод и средства измерения отклонения положения поверхности. 24, а общее отклонение формы и местоположения Поверхность — в таблице. 25. Чтобы контролировать ритм продукции, установленной в центре, Челябинский приборостроительный завод производит инструмент и получает его характеристики. 26 на столе (рис. 10, а). Контроль отклонений положения поверхности в производственной среде осуществляется с помощью сложных проходных калибров. Рис.
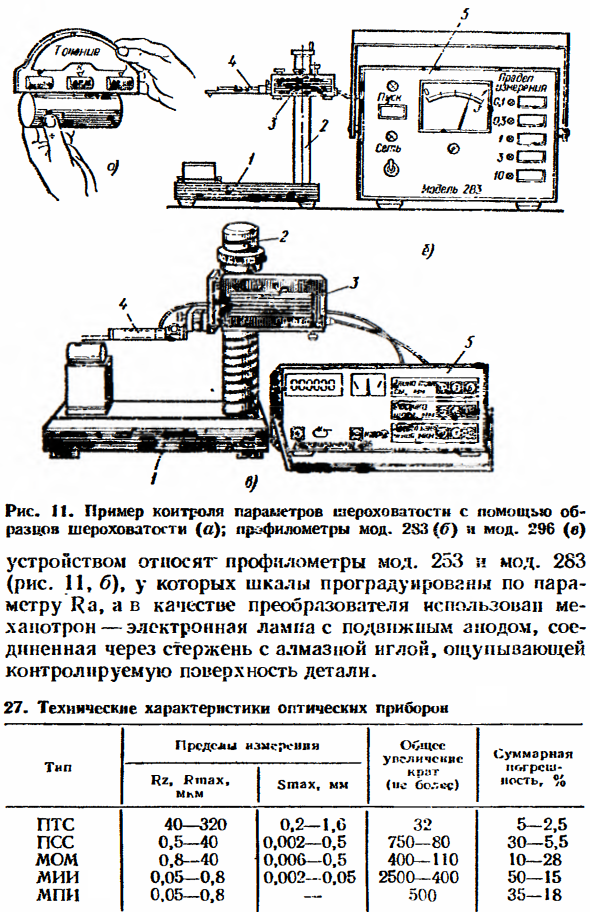
10 б Отображает датчик для контроля положения оси отверстия. Контроль параметров шероховатости поверхности. Параметр шероховатости изделия на работе оценивается сравнением Поверхность, обработанная образцами шероховатости — стержни длиной 30-40 и шириной 20 мм с известными значениями параметров Ka (рис. 11, o). Этот метод используется для оценки параметра шероховатости в пределах Ka = 50 ч-0,4 мкм и сравнения касания шероховатости изделия с образцом. Скрестите метку обработки с ногтем или реберной костью монеты. 24.
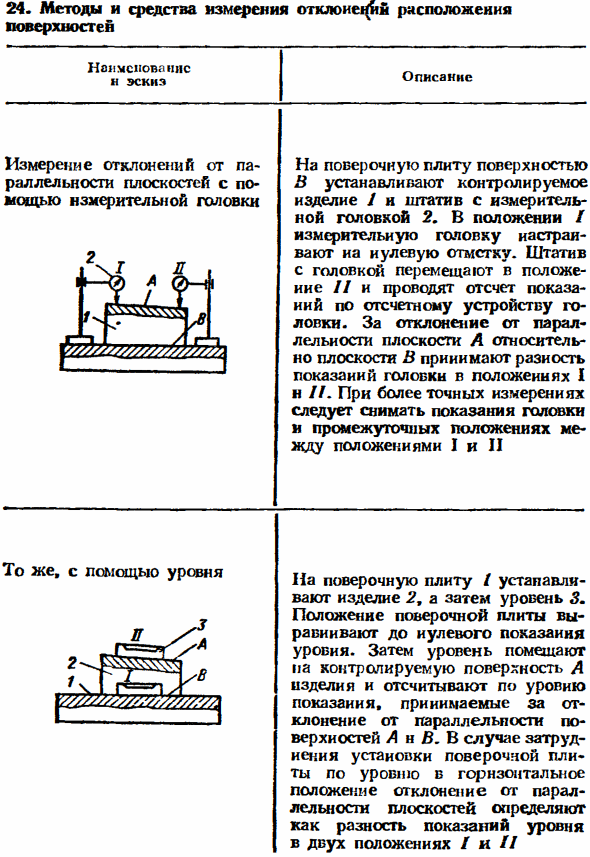
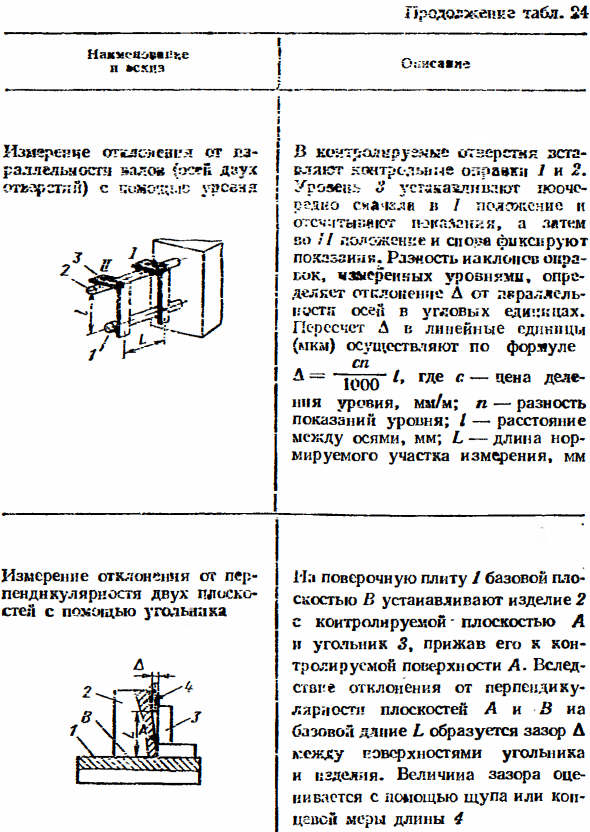
Способ и средство измерения отклонения поверхности Описание Измерьте отклонение от плоскостного параллелизма с помощью измерительной головки Контролируемая контрольная пластина B установлена Штатив с продуктом 1 и измерительной головкой 2. Измерительная головка установлена на ноль. Переместите штатив с головкой в положение и посчитайте показания Головка устройства. Для отклонения от параллельности плоскости A к плоскости B, возьмите разницу в показаниях в позиции I n Для более точных измерений прочитайте измерение головки и промежуточное положение между положениями I и II.
Тот же уровень использования Продукт 2 прикрепляется к калибровочной пластине I, а затем к уровню 3. Положение калибровочной пластины совпадает с показаниями нулевого уровня. тогда Уровень помещается на контролируемую поверхность А продукта, и показания берутся в соответствии с уровнем и считаются отклонением от параллелизма. Поверхность А и Б.
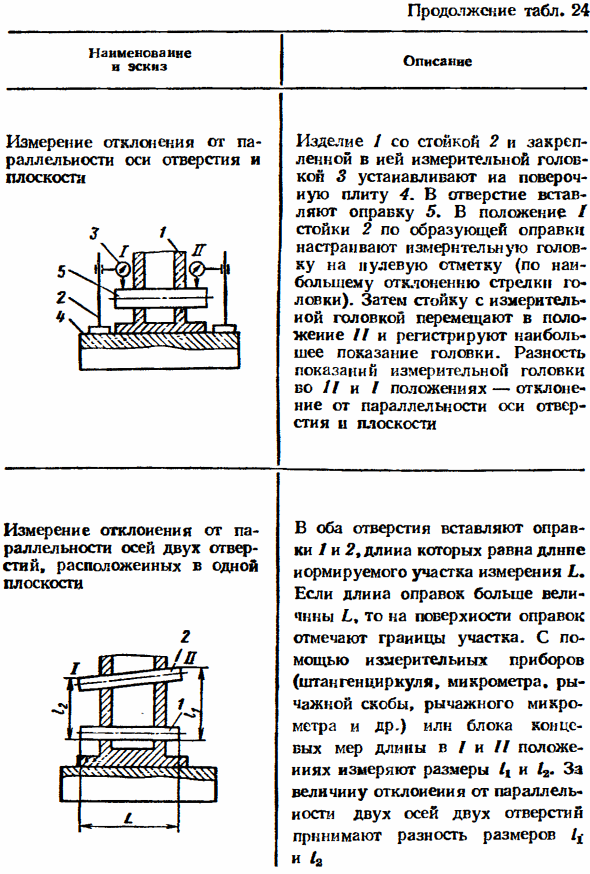
Отклонение от параллельности, когда калибровочную пластину сложно установить в горизонтальном положении Плоскость определяется как разница между измерениями уровня в двух положениях Im. Продолжение таблицы. 24 Измерение отклонения от оси отверстия и плоскостного параллелизма Изделие 1 с подставкой 2 и закрепленной измерительной головкой 3 закреплено на калибровочной пластине 4. Оправка 5. вставляется в отверстие Положение I стойки 2 вдоль формовочной оправки регулируется путем совмещения измерительной головки с маркером пули (стрелка на головке является наибольшим отклонением).
Затем переместите подставку с измерительной головкой в положение и запишите самое высокое значение головки. разница Значение измерения измерительной головки 11 а позиция-отклонение- Параллельно оси отверстия плоскости II Измерение отклонения от параллельности осей двух отверстий в одной плоскости Вставьте оправки 1 и 2 в оба отверстия, и их длина будет равна длине нормализованного измерительного участка. Если длина оправки больше, чем значение b, Поверхность оправки отмечает границы участка.
Использование измерительных приборов (штангенциркуль, микрометр, кронштейн рычага, рычаг Микрометр и т. Д.) И II предписал длину трейлера измерять размер блока, измерять размер и 4-2 относительно отклонения от параллельности двух осей 2 отверстия принимают разность размеров Продолжение таблицы. 24 Измерение с помощью измерения исходной оси вала вал (ось почти отв-irstly) уеа ~ ^ alirug ^ kx открытие Uroaei-b 7 преувеличивает один за другим в позиции , подсчитывает p-ekamnia, а затем записывает измерение в позиции и в режиме сна.
Разница в наклоне оправки, измеренная на уровне, определяет отклонение А от оси черты 1 оси единицы угла. Преобразовать L в линейный Единица (мкм) выполнена по формуле L = ~ 1 (X) 0 L, где c — цена мм м для деления уровня. Разница в измерениях p-уровня. -Дистанция между осями, мм; .
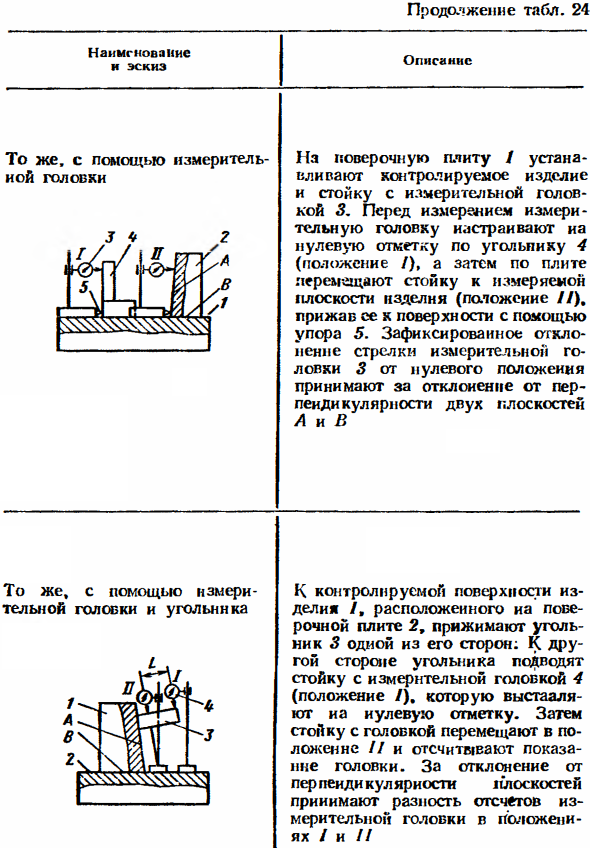
Нормализованная длина сечения Измеренное значение, мм Измерение отклонения прямоугольности двух плоских яиц с использованием квадратов L Из калибровочной пластины базовой плоскости B установите продукт 2 с контролируемой плоскостью A и квадратом 3. Из-за отклонения от нормальности поверхности A. плоскость A n B и длина основания . Между поверхностями образуется зазор D Площадь и продукт. Разрыв Стилус или мошенничество Длина 4 То же, что измерительная головка Установите управляемый продукт и подставку с измерительной головкой на калибровочную пластину. 3.
Перед измерением, измерительная головка Отрегулируйте пули вдоль квадрата 4 (положение ) и переместите стойку вдоль пластины к поверхности измерения продукта (позиция ). Нажмите на поверхность, используя упор 5. Исправлено отклонение стрелы метра Ручка 3 из нулевой позиции Рассмотрим отклонение от перпендикулярности двух плоскостей от А до В То же самое для измерения головы и площади Нажмите один квадрат 3 на его стороне контролируемой поверхности продукта I на калибровочной пластине 2. На другую сторону Квадратная измерительная головка 4 (положение ). Поставить нулевую отметку.
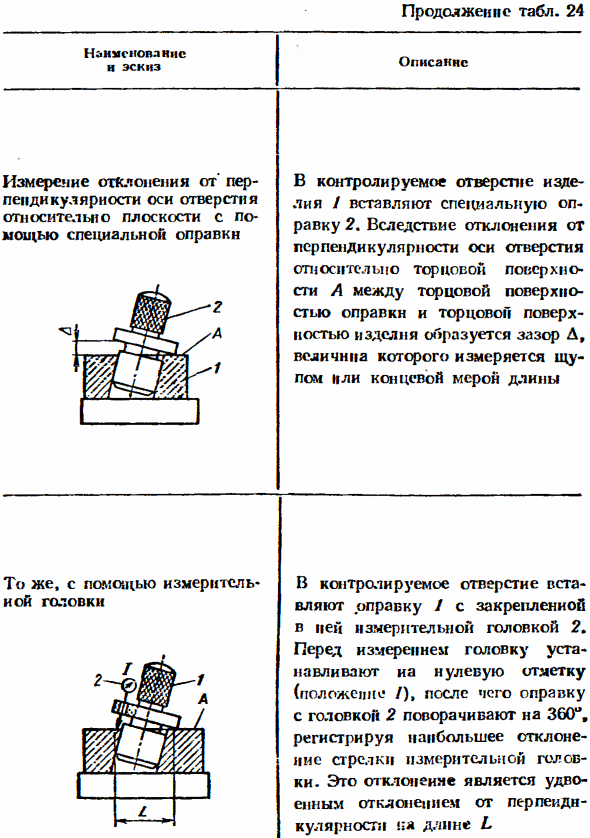
Затем переместите подставку для головы. В положении II отсчитывается значение для головы. Об отклонении от вертикальность тюостов принимает разницу в чтении положения измерительной головки Продолжение таблицы. 24 Измерение отклонений от перпендикулярности оси отверстия к плоскости с помощью специальной оправки Специальная оправка 2 вставляется в контрольное отверстие изделия 1.
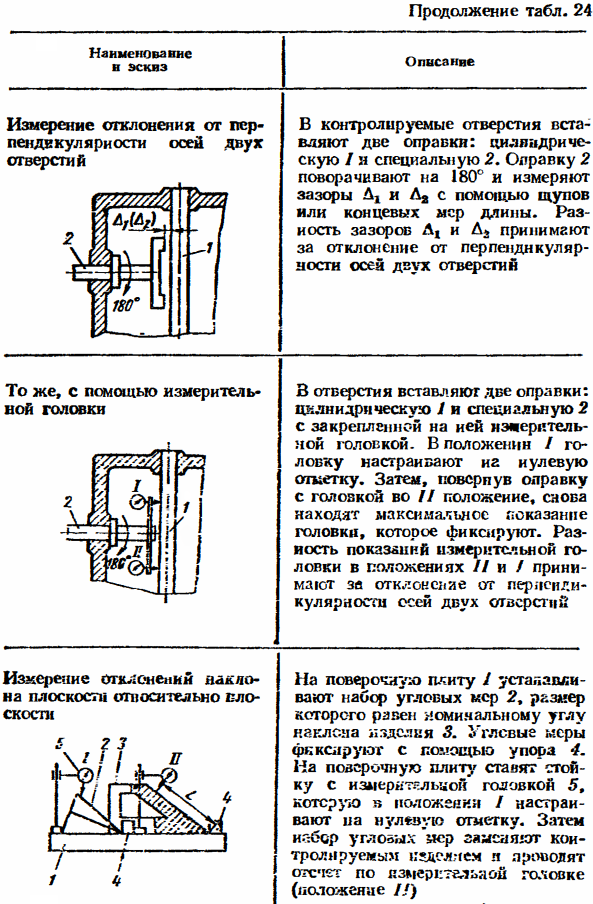
Перпендикулярно оси отверстия Относительно Конец лица Поверхность D между торцами С помощью оправки и торца изделия образуется зазор А, Значение Помпон или измеритель длины То же самое, используя Оправка 1 с измерительной головкой 2, закрепленной на пене, вставляется в контролируемое отверстие. Залейте нулевую отметку (положение ), а затем поверните головку 2 оправки на 360 дюймов. Регистрация стрелка пирог Максимальное отклонение Я забочусь Это отклонение в два раза Отклонение от вертикали по длине b Продолжение таблицы. 24 Контролируемое открытие Две оправки: цилиндрическая Я особенный. 2.
Измерьте, повернув оправку 2 на 180 ° Разрыв L и L2 с зондом Или закончите измерение длины. Разница между разрывом A и Aa принята Отклонение от вертикальности осей двух отверстий То же, что измерительная головка Две оправки вставляются в отверстия. Специальный 2 с цилиндром 1 и измерительной головкой. В положении Ловушка установлена на ноль. Затем поверните оправку с головкой в положении II. Найти максимум .provision Фиксированная голова.
Разница показаний измерительной головки в положении II и или Чирикать об отклонениях от перпендикулярности осей двух отверстий Измерение отклонения наклона Это относительно плоский на плоскости множество Набор угловых измерений 2 прикреплен к калибровочной пластине I, а его размер равен номинальному углу наклона изделия 3. Измерение угла Используйте стоп 4. Поместите подставку с измерительной головкой 5 на калибровочную пластину. тогда Я выбор для измерения угла заменяет кои.
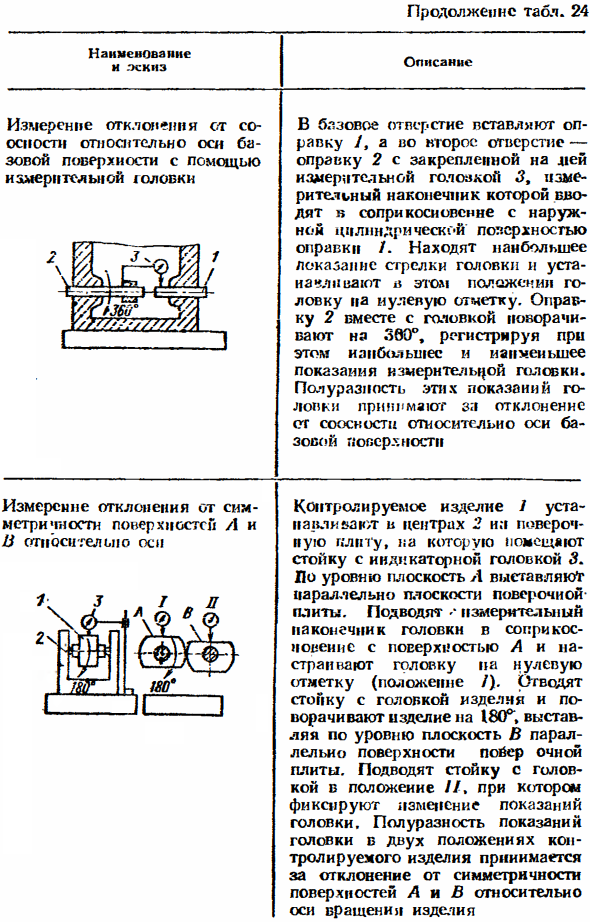
Подкисляют до третичного уровня и выполняют подсчет с помощью измерительной головки I (положение ) Продолжение таблицы. 24 Измерьте отклонение от выравнивания по оси Вызывающая поверхность с измерительной головкой Вставьте оправку 1 в базовое отверстие и измерьте оправку 2 с помощью измерительной головки 3, закрепленной на прокладке во втором отверстии. Наконечник вводится в сопури, которая разрезает Овна, а не наружную цилиндрическую поверхность оправки . Найти чтение верхней стрелы головы Затем установите головку на нулевую отметку в этой позиции.
Оправка 2 вращается на 380 ° с головкой, наибольшая Минимальное показание измерительной головки. Период полураспада этих измерений головки предполагается как отклонение выравнивания относительно оси Базовая поверхность Измерьте отклонение от плоскости симметрии оси 1 и 13 Управляемый продукт 1 установлен в Центре 2. Превратите Плоскость L установлена на уровень 3. Пластина, на которой размещена стойка с индикаторной головкой Параллельно плоскости верификация Slab. Ошибка измерения Отрегулируйте головку до нулевой отметки (положение ) кончиком головки касания поверхности A.
Снимите стойку с головой Поверните изделие на 180 °, чтобы выставить уровень плоскости B параллельно поверхности лицевой панели. Стойка Fail Head Поместите это в . Изменения в измеренном значении головы записываются.
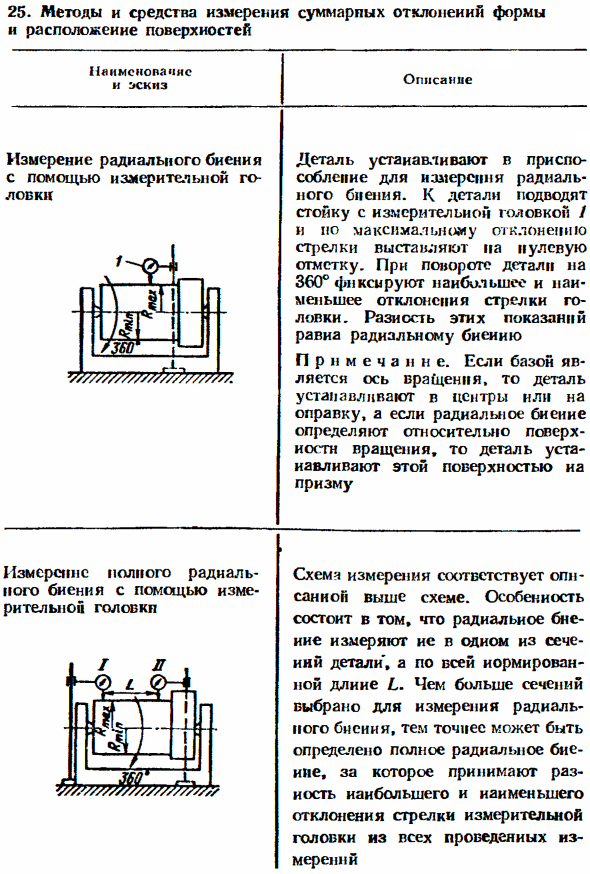
Доказательство ползучести Принять головы в двух позициях управляемого продукта Отклонения от симметрии поверхностей A и B относительно оси вращения произведения 25-Методы и средства измерения общего отклонения пены и положения поверхности Измерение радиального биения с использованием шкалы измерения Часть прикреплена к устройству для измерения радиального биения. Подключиться к деталям Стойка с измерительной головкой 1 Самое большее отклонение Стрелка установлена на ноль. Когда деталь вращается на 360 °, самый большой и самый Маленькое отклонение стрелок Ловкость.
Разница между этими измерениями Равен радиальному биению Если основание представляет собой вращающийся вал, компонент прикрепляется к центру или оправке, и определяется радиальное биение Части могут быть прикреплены к этой вращающейся поверхности с помощью этой поверхности и призмы. Полное радиальное измерение биения с помощью измерительной головки Схема измерения соответствует приведенной выше схеме. Особые точки радиальны Они являются одним из участков детали и измеряются по всей нормированной длине b.
Смотрите также:
Решение задач по допускам и посадкам
| Независимые и зависимые допуски | Допуски расположения осей отверстий под крепежные детали |
| Шероховатость поверхности | Классы точности подшипников качения |
