
Оглавление:

Средства измерения размеров
- Изделия, изготовленные по чертежам, контролируются измерительными приборами (измерительные приборы, измерительные приборы и т. д.) В то же время, определяется пригодность продукта, то есть находится ли фактический размер в допустимом диапазоне или за его пределами. Эффективность продукта Оценивается по высшему размеру и разумно выбранному инструменту. Измерительные средства, сравнивающие фактический размер продукта Примите значение в качестве единицы измерения. Другими словами, он устанавливает количество единиц измерения, включенных в контролируемый размер. 25.
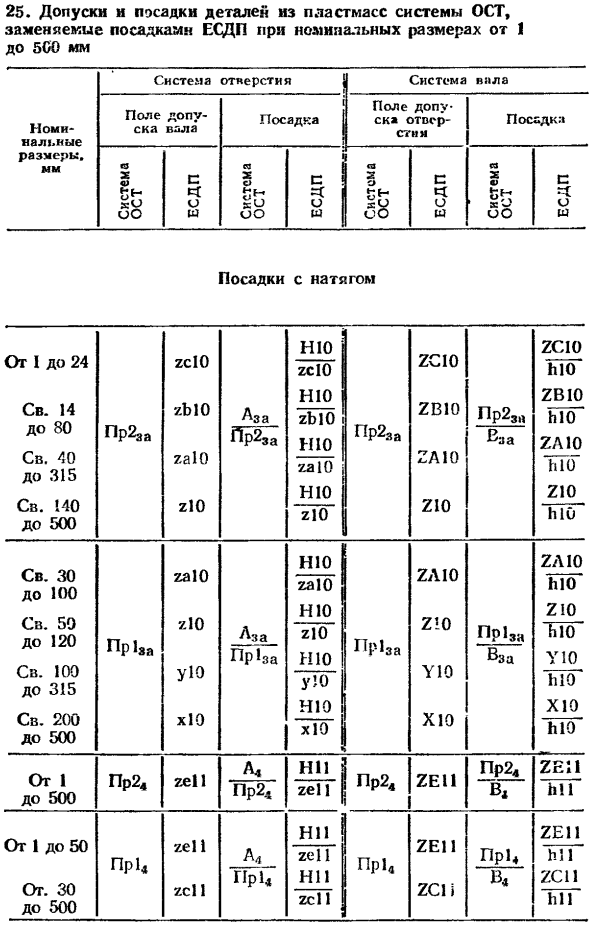
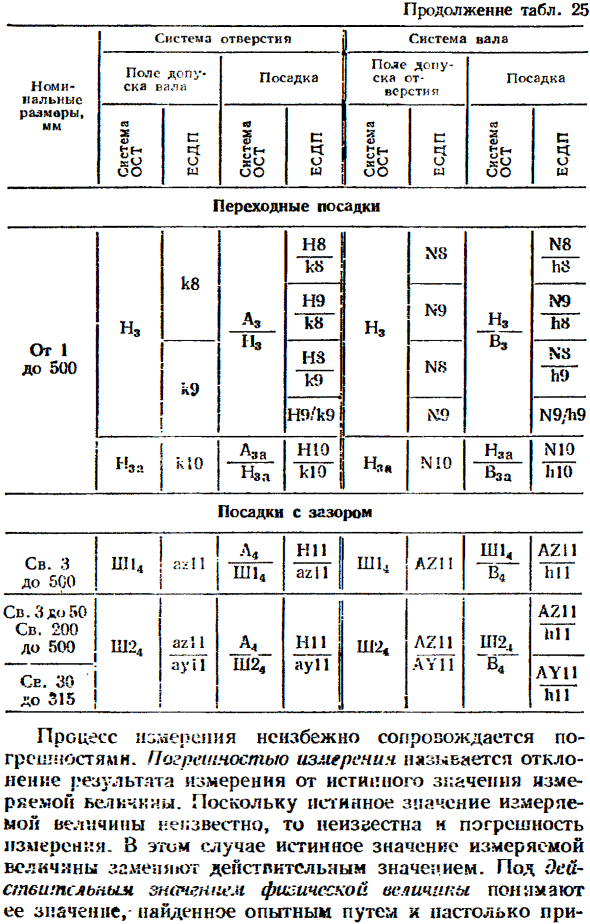
Допуски и фитинги являются деталями пластиков системы OST. Его можно заменить посадкой ESDP с номинальным размером от 1 до 500 мм. Помехи подходят. Процесс измерения неизбежно связан с ошибками. Погрешность измерения — это отклонение результата измерения от истинного Измеренное значение. Поскольку истинное значение измеренной величины неизвестно, ошибка измерения также неизвестна.
Сочетание этих двух основных направлений оказалось весьма выгодным, поскольку не предполагало сокращения объема дозированной работы. Людмила Фирмаль
В этом случае Истинное значение измеренного значения заменяется фактическим значением. Фактическое значение физической величины Значение найдено экспериментально и т. Д. Вместо этого он приближается к истине признания. Измерительное оборудование подбирается в соответствии с допуском управляемого продукта и допустимой погрешностью измерения, установленной ГОСТ 8.051-81. Допуск по размеру является определяющей характеристикой для расчета погрешности измерения допуска и принимается равным * 5-1 с. Допуск по размеру.
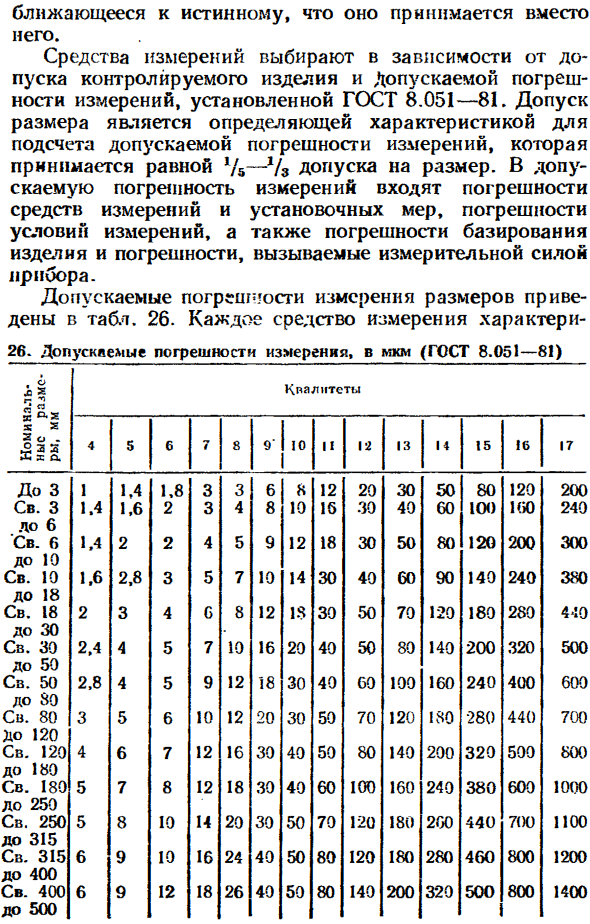
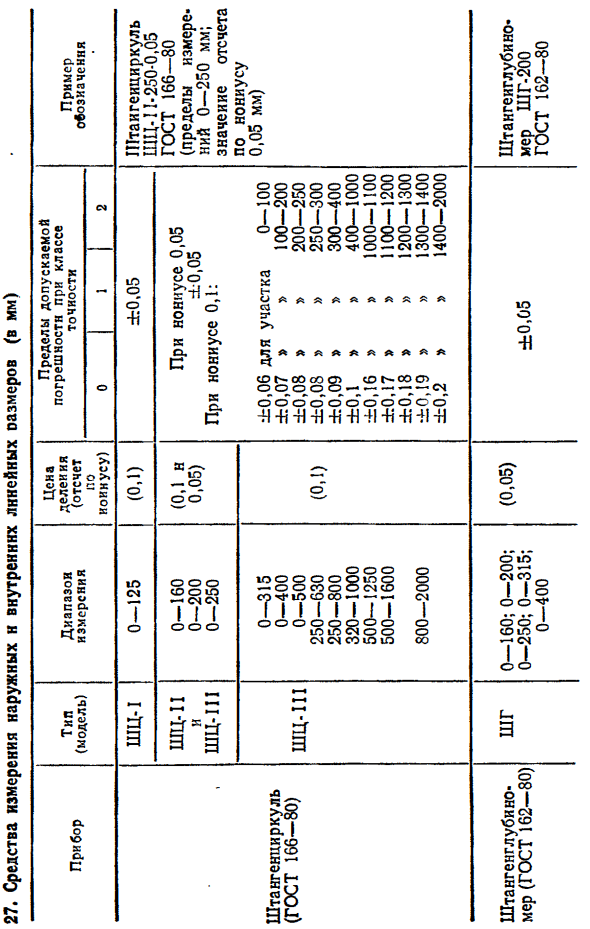
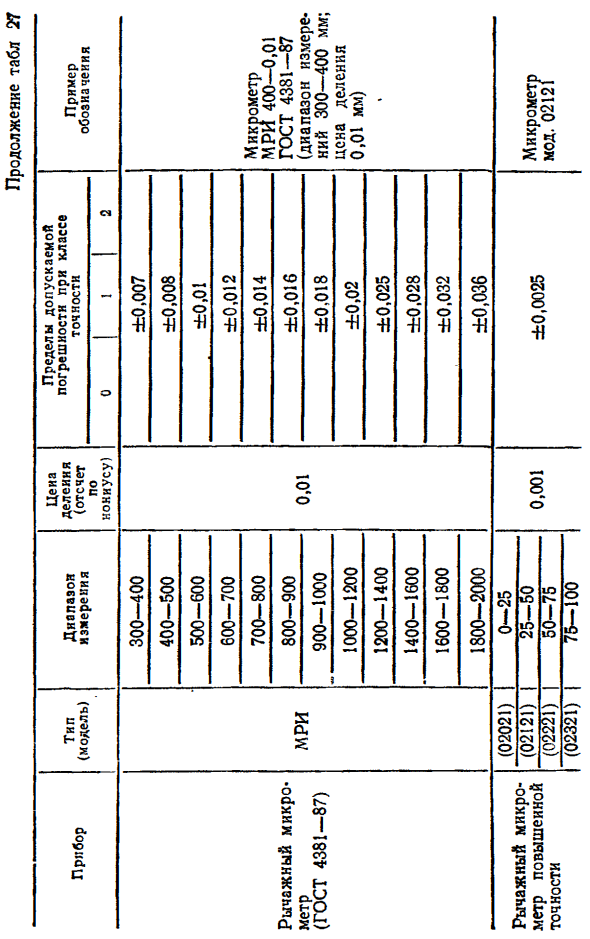
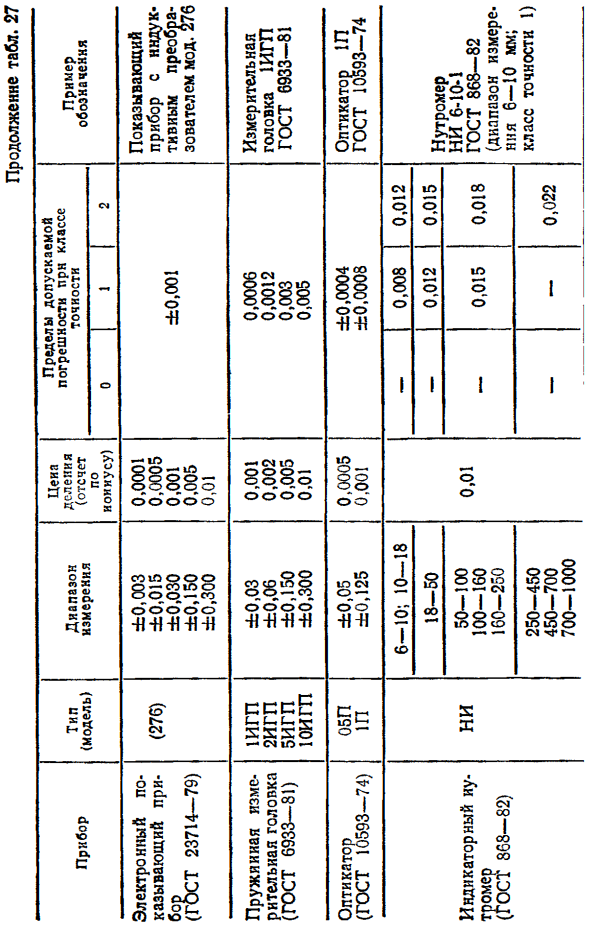
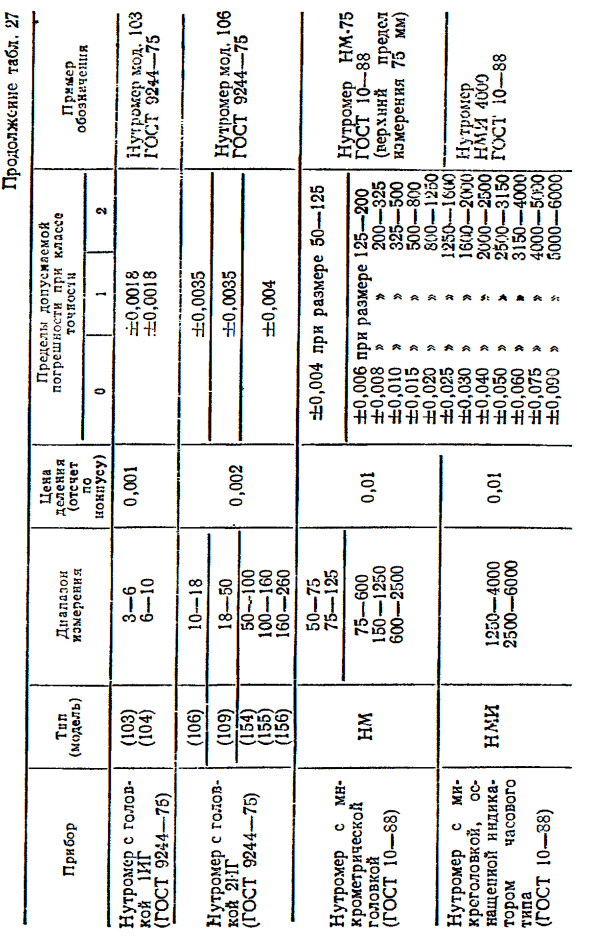
Допустимые ошибки измерения включают ошибки измерительного прибора и метода установки, ошибки условий измерения, Это включает в себя ошибки из-за основ продукта и ошибки из-за параметров устройства измерения. В таблице приведены допустимые погрешности измерения. 26. Особенности каждого измерителя 21. Средства измерения внешних и внутренних линейных размеров (мм) Тип устройства (модель). Диапазон измерения. Сплит цена. Классовая погрешность. Пример спецификации.
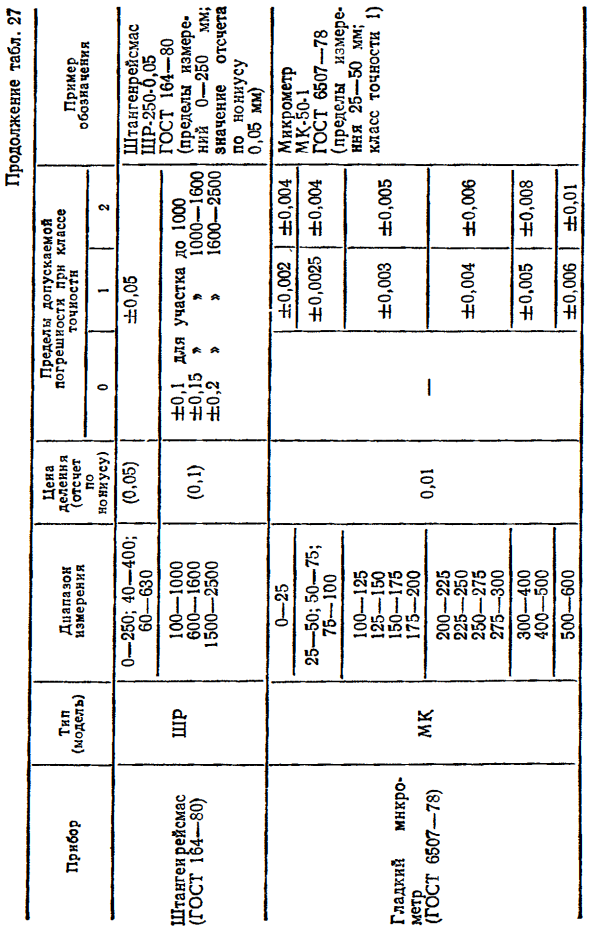
Штанген Глубиномер (ГОСТ 162-80) ШГ 0-160; 0-200; 0-250; 0-315; 0-400 (0,05) ± 0,05 Штангенглубино-меры ШГ-200 ГОСТ 162-80 категория (модель) устройства nonius) Штангей Реймас (ГОСТ 164-80) ШР 0—250; 40 400; 60 630 (0,05) 100—1000 600—1600 1500—2500 (0,1) Гладкий микрометр (ГОСТ 6507-78) мк 0-25 0,01 25-50; 50-75; 75-100 100-125 125-150 150-175 175-200 200-225 225-250 250-275 275-300 300-400 400-500 500-600. Продолжение таблицы. 27. Пример. Пределы ошибок допускаются в классе.
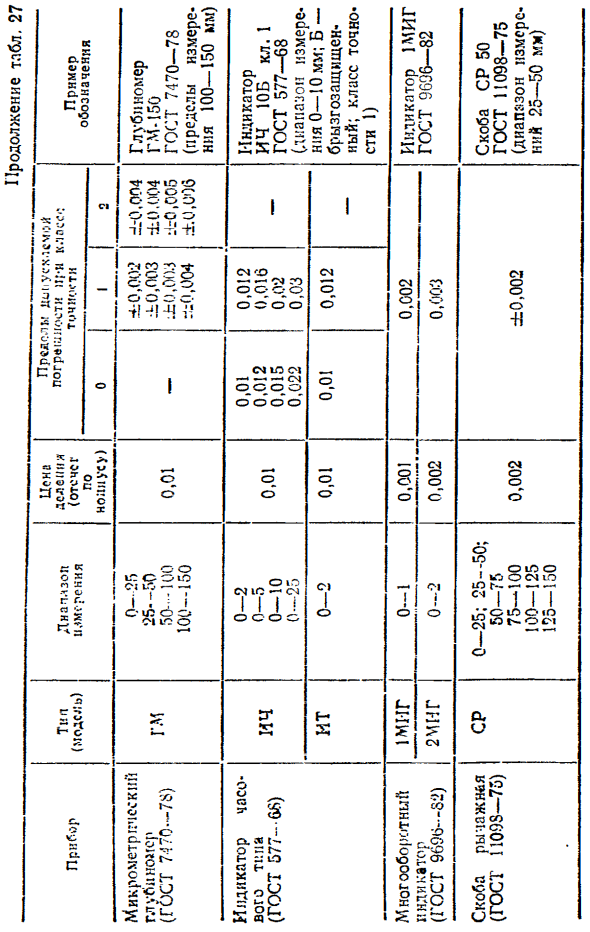
Штангенрейсмас ШР-250-0,05 ГОСТ 164-80 (предел измерения 0-250 мм, верньерное чтение 0,05 мм) микрометр М К-50-1 ГОСТ 6507-78 (предел измерения 25-50 мм, класс точности 1) Тип оборудования (модель) Микрометр глубиномер (ГОСТ 74 0-78) ГМ 0-25 25-50 50-100 100-150 Индикатор ступенчатого типа (ГОСТ 577 68) ICH 0—2 0—5 0—10 0-25 MT 0-2. Многооборотный индикатор (ГОСТ 9696-32) 1МИГ 0-1 2МНГ 0-2. Кронштейн рычажный (ГОСТ 11093-75) СР 0-25; 25-50; 50-75 75-100 100-125 125-150. , 0,002 ± 0,002 Кронштейн СР 50 ГОСТ 11098-75 (диапазон измерений 25-50 мм) Устройство чирок (модель). Диапазон измерения.
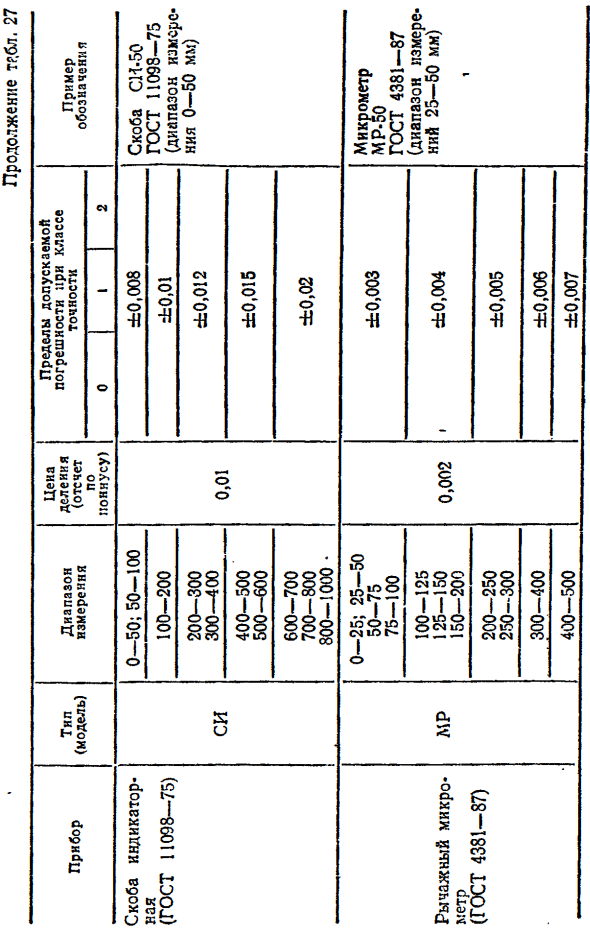
Кронштейн индикаторный (ГОСТ 11098-75) СИ 0-50; 50-100 От 100 до 200 200-300 300-400 400-500 500-600 600-700 700-800 800-1000 Рычажный микрометр (ГОСТ 4381 87). МП 0-25; 25-50 50-75 75-100. Устройство (модель). Deeraoy измерение. Рычажный микрометр (ГОСТ 4381-87) МРТ 300-400. Продолжение таблицы 27. nonius) Пример определения допустимого предела ошибки в классе точности. Продолжение таблицы. 27 допустимая погрешность класса prn. Пример спецификации. Продолжение таблицы. 27.
Нутромер ИМИ 4000 ГОСТ 10-88 Эта ошибка вызвана основной ошибкой, значение которой указано в паспорте прибора (Таблица 27). Во многих случаях ошибка прибора определяет ошибку измерения. Это показано в таблице. 26. Обеспечение необходимой точности измерений зависит от правильности выбора прибора. Выбор измерителя заключается в сравнении Основная погрешность с допустимой погрешностью измерения, с другой стороны, основная погрешность прибора должна быть меньше допустимого значения Ошибка измерения. Пример 10. Выберите способ измерения размеров валов 0 2556 и 025М2 и отверстий 025Н7 и 025Н12.
По известному качественному найден номинальный размер: допустимая погрешность измерения (в микронах). Следовательно, для вала 6 класса 0 25116 погрешность измерения 6 = 4 мА, а для валов 12-го класса 0 25Y2 погрешность измерения составляет 6 = -50 мкм или менее. Аналогично определяют погрешность измерения 7-е качество 0-25N12 отверстие -6 = 6 мкм, 12-е качество 0 25N12 отверстие -6 = 50 мкм. Выберите 27 измерительных приборов в соответствии с таблицей Размер.
Для измерения вала 0 25116 с погрешностью 6 мм = 4 мкм можно выбрать следующие измерительные приборы: 1) Гладкий микрометр типа МК 1 Класс точности с точностью 2 микрона. 2) Рычажный кронштейн типа CP микрон с точностью ± 2; 3) Рычажный микрометр типа MP с точностью ± 3 микрона. Наиболее распространенным, недорогим, надежным и простым в использовании является микрометр гладкого типа первого класса точности. Обозначается как Микрометр МК-25-1 по ГОСТ 6507-78 . Выберите для измерительного вала 0 2556. Согласно таблице, измерьте отверстие 0 25N7 с ошибкой 6 = 6 мкм.
Можно выбрать только одно измерительное устройство. Головка 2IG с ценой разделения 0,002 мм и погрешностью ± 3,5 мкм, Нутромер мод. 109 ГОСТ 9244 75 . Аналогичным образом, для измерения вала 0 25Y2 и отверстия 0 25N12 можно выбрать штангенциркуль с показаниями вернье 0,05 мм с челюстями. Измерить внутренние размеры.
Для измерения отверстия 025Н12, кроме суппорта, установлен второй индикатор суппорта Класс точности называется Нутромер НИ 18 50-2 ГОСТ 868-82 . Наиболее широко используются прямые и абсолютные измерения. При непосредственном измерении желаемое значение можно найти непосредственно из эксперимента Данные. Размер продукта определяется показаниями измерительного устройства, например показаниями суппорта.
Прямое измерение. Использование одной или нескольких базовых величин и или значений физических констант называется абсолютными. Иногда это трудно или невозможно измерить напрямую, например, диаметр трубопровода. Во-вторых, полагаться на косвенные измерения Это основано на связи между этой величиной и значением, которое будет измерено напрямую. При измерении Диаметр трубопровода с использованием рулетки — это не диаметр O, а длина b по внешней окружности трубы: O = b l, где I равно 3,14. Метод измерения определяется выбранным измерительным прибором и его конструкцией.
Методы измерения — совокупность методов использования принципов и Измерительный инструмент. Под принципом измерения понимается физическое явление или комбинация физических явлений, которые составляют основу измерения. В производственных условиях метод прямой оценки является наиболее широко используемым, а метод сравнения с мерой используется редко. В методе Непосредственная оценка измеренных значений осуществляется непосредственно из считывателя измерительного устройства Такие действия, как штангенциркули, микрометр, микрометр штангенциркуль и т. д.
При сравнении с мерой измеренные значения сравниваются. Используйте воспроизводимые меры. Измерение — инструмент измерения, предназначенный для воспроизведения физической величины заданного размера. Конечные и линейные меры параллельны плоскости. Первые средства условий мастерской называются плитками, потому что они выполняются на форме Прямоугольный параллелепипед с двумя зеркальными поверхностями и параллельными измерительными поверхностями.
По длине конечной меры Была принята длина вертикальной линии, которая упала от определенной точки на поверхности измерения конечной меры до поверхности измерения на противоположной стороне. Конечные меры представлены в наборе из шести классов точности. 00; 01; 0; 1; 2 и 3. Металлические рулетки и линейки называются барными мерами. Также линейная шкала. Существует два метода сравнения с основным: дифференциальный метод и метод совпадений. Оба из этих Этот метод используется при выполнении высокоточных измерений с использованием довольно сложных и дорогих приборов.
Характеризуется небольшой основной ошибкой. В методе разности разница между измеренной величиной и известной величиной, воспроизводимой измерением, влияет на измерительное устройство. Поэтому диаметр отверстия измеряется индикаторным штангенциркулем, который предварительно настроен или откалиброван по размеру с использованием окончательного измерения длины Кольцо. Внешние размеры измеряются с помощью рычажных кронштейнов.
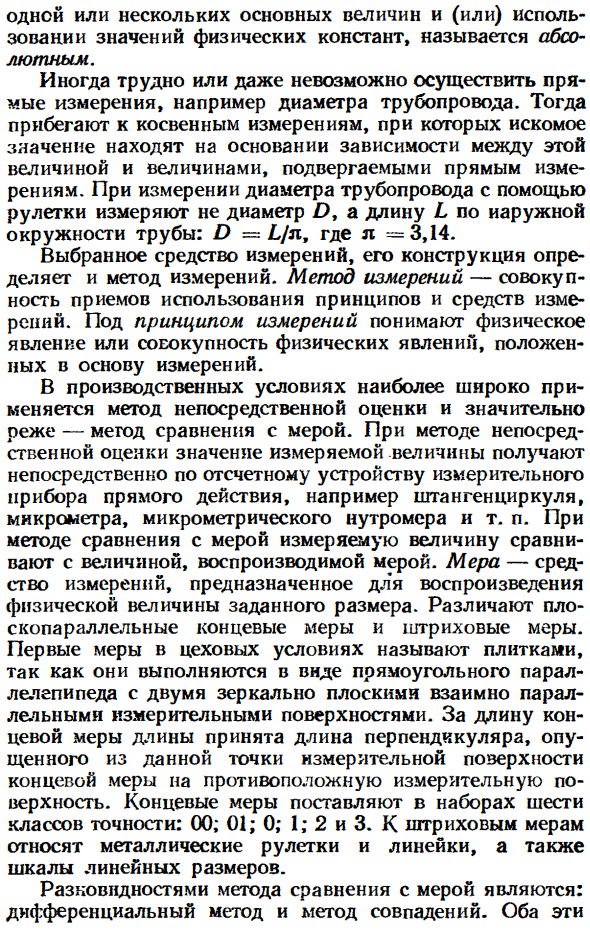
В методе сопоставления разница между измеренными и воспроизводимыми измеренными значениями определяется с использованием сопоставления меток шкалы ( Линейное измерение) или периодический сигнал (во время калибровки выравнивания по времени). Штангенциркули (суппорты, штангенциркули, штангенциркули) являются наименее точными, простыми и недорогими инструментами. Основными деталями скользящего указателя являются металлическая линейка 1 (рн. 19, а; 1 мм, интервал деления шкалы). Вспомогательная шкала применяется к скосу рамы стрелы 2 (напротив миллиметровой шкалы) -Нониус.
Нониус помогает считать дроби Фракция миллиметров. Устройства Вернье изготавливаются с числом нониусов 0,1 (рис. 19, 6) и 0,05 мм (рис. 19, в). Рассчитывать при измерении размера Во-первых, он добавляет целое число миллиметров на шкале пгганги (ближе к нулевой отметке на шкале Нониуса) и дробную часть миллиметров. Он рассчитывается по шкале Вернье, полученной умножением цены путем деления вернье на порядковый номер шкалы вернье. Барная шкала. Скользящие манометры некоторых типов снабжены микрометрической подачей, состоящей из рамы 3 (см. Рис.
Вкручиваем в метр винт. При измерении наружных размеров измеряемый продукт 1 накрывают челюстями суппорта (рис. 19, г) и толкают неподвижную челюсть устройства Один из Поднесите поверхность изделия, такую как вал, и вторую губку так, чтобы рама и верньер были ближе к (второй) поверхности на противоположной стороне изделия, Нормальная измерительная сила. Зафиксируйте раму 2 винтами и прочитайте шкалу прибора. Когда есть остановка микрофона Рисунок 19.
Штангенциркуль и микрометрическое устройство: a-pggangenerculica tic SC-P; весы b и c-caliper и показания внешнего и внутреннего размера; пример электронного измерения Вы оборот. h-Smooth micrometer; Inc. — эталонная шкала mncrometric-lrnmer для измерения диаметра отверстия с помощью внутреннего датчика. n-desktop micro Вращая раму 3 и гайку 4, рама 2 приводится в контакт с поверхностью изделия. При считывании измеренного значения и определении результата Измерение внутренних размеров (рис. 19, d ), толщины челюстей следует добавить к показаниям шкалы штангенциркуля.
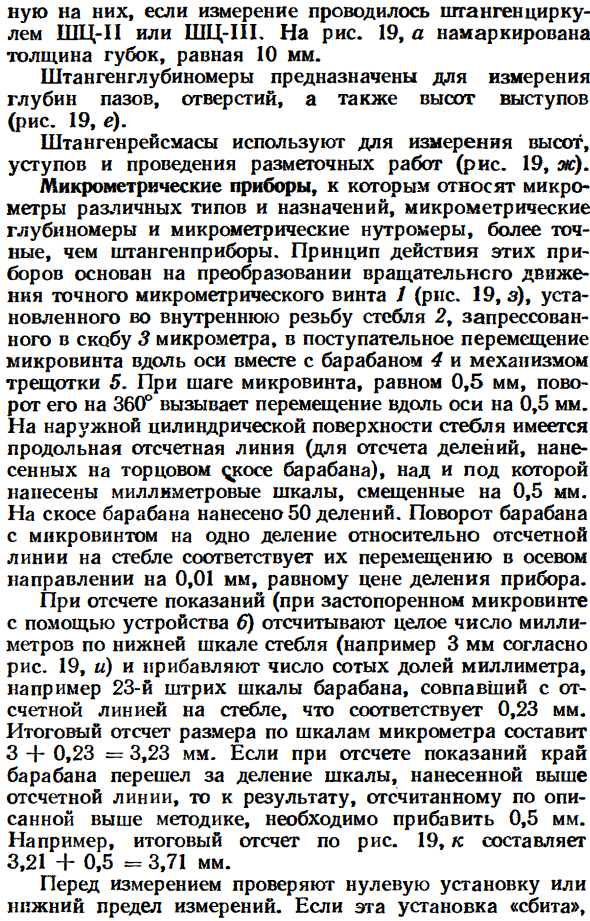
Сотовая полка с глубиномером. ae-meter panel , пример измерения l-метра 19005 Пример маркировки деталей микрометром с диаметром вала; l- Если измерения проводились с помощью штангенциркуля ШНЦ-Н или ШЦ-111, используйте их. На рисунке 19 отмечена толщина челюсти 10 мм. Глубиномер предназначен для измерения канавки, глубины отверстия и высоты выступа (Рисунок 19, f). Штангенрейсмасы использовались для измерения высоты, полки и маркировки (рис. 19, г).
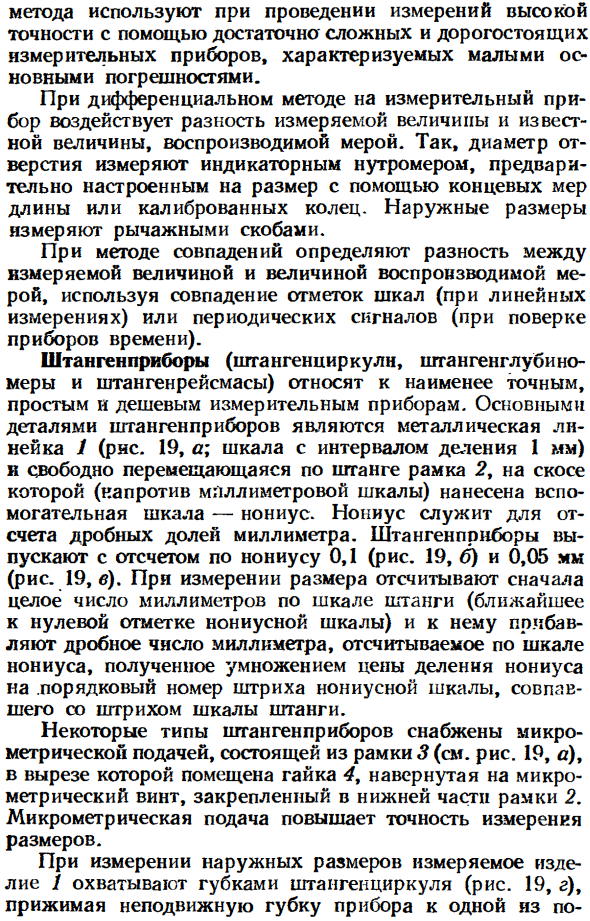
Микрометрические приборы, включая микрометры различного типа и назначения, микрометрические глубиномеры, микрометры Штангенциркуль, который является более точным, чем штангенциркуль. Принцип действия этих устройств основан на точном преобразовании вращательного движения Микрометрический винт (Рисунок 19h) прикреплен к штоку 2 с внутренним винтом, вставлен в кронштейн микрометра 3 и переведен Микровинтовой механизм перемещается вдоль оси вместе с барабаном 4 и храповым механизмом 5. Когда шаг микровинта составляет 0,5 мм, он поворачивается на 360 °. Переместить 0,5 мм вдоль оси.
Цилиндрическая поверхность вне стержня имеет вертикальную линию отсчета (для справки ^ Участок, нанесенный в конце выходного отверстия барабана), верх и низ — миллиметровые шкалы, смещенные на 0,5 мм. На барабане скос 50 отделов применяются. Вращение барабана многошнековым винтом только за одно деление относительно исходной линии штока Осевое направление 0,01 мм равно цене устройства.
При чтении показаний (используя микровинты, заблокированные с помощью устройства 6), целое число миллиметров отсчитывается в нижней шкале ствола Добавьте количество сотых долей миллиметра (например, 3 мм, согласно рисунку 19), например, 23-й ход шкалы барабана, который соответствует эталону. Линия на стебле соответствует 0,23 мм. Окончательный отсчет размера по шкале микрометра составит 3 + 0,23 = 3,23 мм.
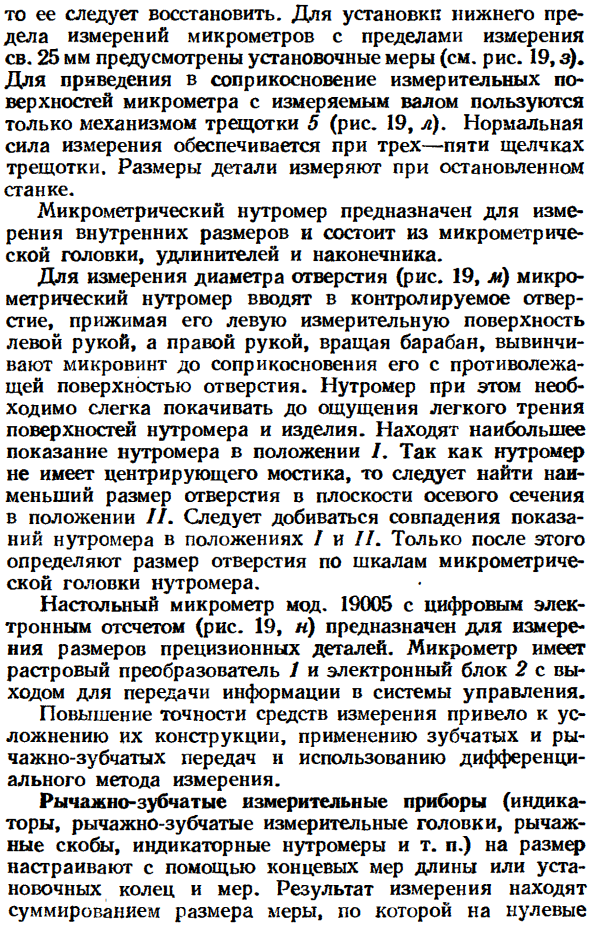
- При обратном отсчете. Из измеренных значений конец барабана превышал деление шкалы, нанесенной над контрольной линией, и результат затем подсчитывался в соответствии с вышеуказанным способом. Надо добавить 0,5 мм. Например, последний обратный отсчет 19 на рисунке k равен 3,21 + 0,5 = 3,71 мм. Проверьте настройку нуля или нижний предел измерения перед измерением. Если этот параметр вниз Тогда вам нужно восстановить. Установите 25 мм, чтобы установить нижний предел измерения микрометра на пределе измерения St. Контрмеры (см. Рисунок 19).
Только механизм используется для контакта измерительной поверхности микрометра с измерительным валом. Храповик 5 (рис. 19, л). Нормальная сила измерения обеспечивается с помощью 3-5 щелчков на храповике. Размеры детали измеряются при остановке Станки Микрометрические штангенциркули предназначены для измерения внутренних размеров и состоят из головки микрометра, удлинителя и наконечника. Для измерения диаметра отверстия.
Наиболее популярным является метод триангуляции складов, суть которого заключается в измерении одного угла, касательной которого является основание относительно неизвестного размера детали. Людмила Фирмаль
В контролируемое отверстие вводится микрометрический штангенциркуль и нажимает его левое измерение. Поверните поверхность левой рукой, а барабан правой рукой и ослабьте микро-винт, пока вы не коснетесь поверхности напротив отверстия. В этом случае нейтромер должен слегка встряхиваться, пока не почувствуется легкое трение между штангенциркулем и поверхностью продукта. Найдите самое большое чтение Суппорт имеет положение I. Поскольку у суппорта нет центрирующего моста, вам нужно найти наименьший размер отверстия в осевой плоскости. Раздел II раздел.
Показания суппорта должны совпадать в положениях и II. Только тогда определите размер отверстия На шкале суппорта микрометр с головкой. Настольный микрометр мод. 19005 (рис. 19, i) с цифровым электронным считывателем предназначен для измерения размеров прецизионных деталей. Микрометр имеет растровый преобразователь 1 и электронный блок 2 с выходом. Дом для передачи информации в систему управления.
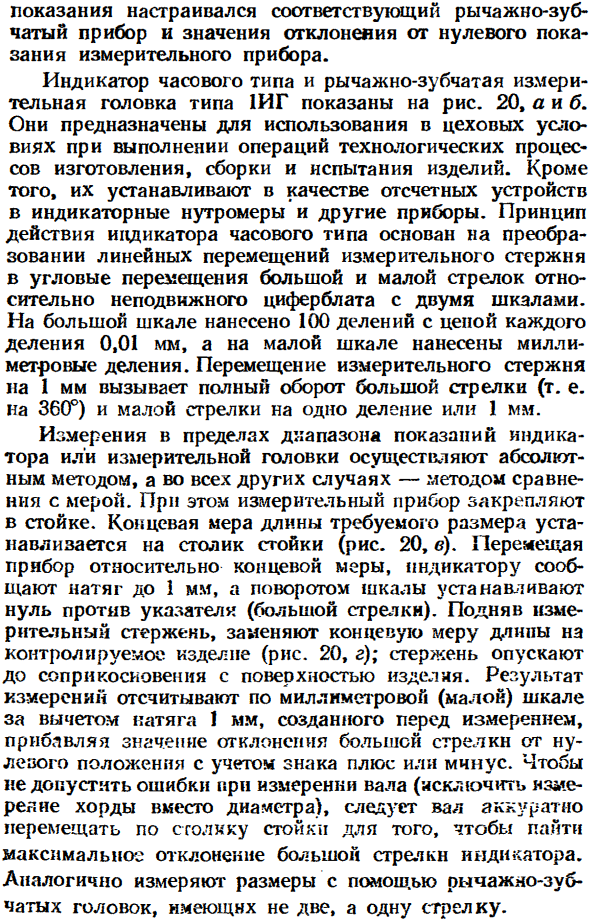
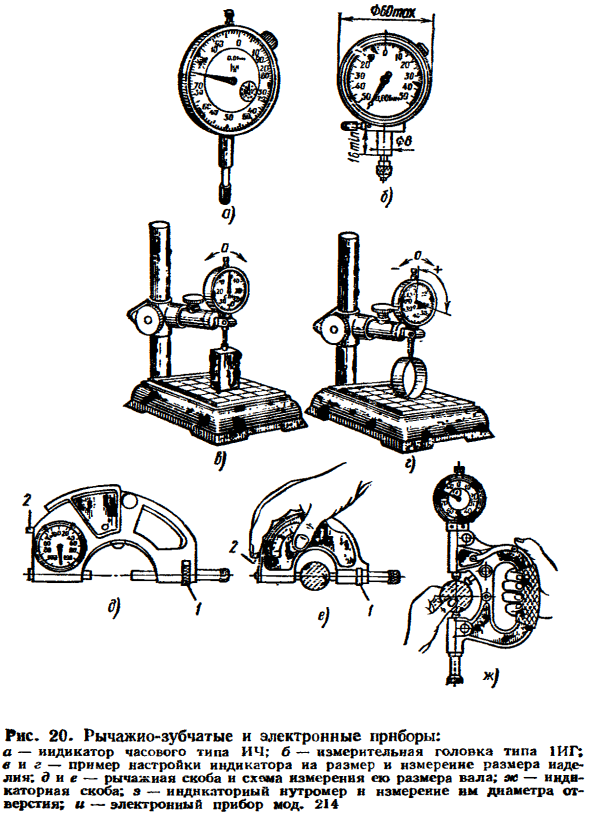
Повышение точности инструмента обусловлено сложностью конструкции, использованием зубчатых колес и зубчатых колес, а также Дифференциальный метод измерения. Измеритель рычажного механизма (индикатор, измерительная головка рычага, кронштейн рычага, индикаторный суппорт и т. Д.) Размер регулируется с помощью датчика длины или регулировочного кольца и датчика. Результатом измерения является сумма размеров измерений, К нулю Измеренные значения корректировались с помощью соответствующего рычажного механизма и отклонения от нулевого измеренного значения измерительного устройства. На рис.
Они предназначены для использования в Рабочие условия для выполнения операций над техническими процессами по изготовлению, сборке и испытанию продукции. Кроме того, они будут установлены на Качество считывающих устройств для индикаторных суппортов и других устройств. Принцип работы индикатора часового типа основан на конверсии. Линейное смещение измерительного стержня при угловых смещениях больших и маленьких стрелок для двух неподвижных циферблатов Масштаб.
В больших масштабах изображены 100 отделов с ценой 0,01 мм для каждого отдела, а в небольшом масштабе — миллиметровые отделы. перемещение При использовании измерительного стержня 1 мм большая стрелка (360 °) и маленькая стрелка вращаются полностью на одну шкалу или на 1 мм. Измерения в пределах диапазона индикатора или измерительной головки выполняются абсолютно, во всех остальных случаях Как сравнить с основными.
В этом случае измерительное устройство крепится к стойке. Окончательная мера требуемой длины размера указана в таблице. Стойка (рис. 20, в). Когда вы перемещаете устройство относительно конечной меры, на индикатор выводится индикатор до 1 мм, а циферблат устанавливается на ноль. Против указателя (большая стрелка). Поднимите измерительный стержень и замените мерную часть красителя контролируемым продуктом (Рисунок 20, d). Опустите стержень для контакта с поверхностью продукта.
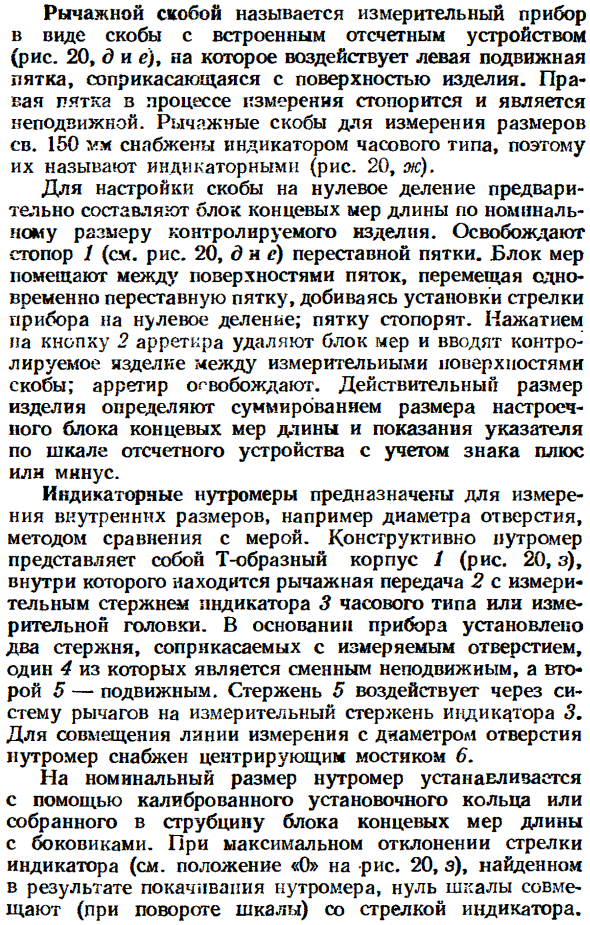
Результаты измерений подсчитываются в миллиметровом (малом) масштабе за вычетом помех 1 мм Добавьте большое значение отклонения стрелки от нулевой позиции, принимая во внимание знак плюс или минус, созданный перед измерением. Не для Делайте ошибки при измерении валов (кроме измерения кода вместо диаметра). Оплатите максимальное отклонение большой стрелки на индикаторе. Аналогичным образом измерьте размеры с помощью рычажного редуктора Два, одна стрела. Кронштейн рычага представляет собой измерительное устройство брекет-типа со встроенным считывателем (Рис. 20, e и g).
Подвижный каблук, соприкасающийся с поверхностью изделия, остался. Правая пятка во время измерения останавливается и перестает двигаться. рычаг Скобы для измерения центов. Поскольку 150 мм оснащен циферблатным индикатором, он называется индикатором (Рисунок 20, g). Чтобы настроить скрепки на разделение на ноль, конечный блок измерения длины предварительно компилируется в соответствии с номинальным размером контролируемого элемента. Освободите стопор для лазанья 1 (см. Рис. 20).
Измерительный блок расположен между пяточными поверхностями и перемещается взаимозаменяемо Я пытаюсь установить стрелки пяток и устройства на нулевое деление. Стоп пятки. Нажав на кнопку 2 молниеотвода, удалите блок контрмер и введите Контрольный продукт между измерительными поверхностями кронштейнов; разрядники свободны. Фактический размер продукта определяется по сумме Размер регулировочного блока для окончательного измерения длины по шкале считывающего устройства с учетом знака плюс или минус.
Индикаторный штангенциркуль предназначен для измерения внутренних размеров, таких как диаметр отверстия, по сравнению с мерой. Конструктивно Штангенциркуль представляет собой Т-образный корпус 1 (фиг. 20 ч) с рычажным механизмом 2 с измерительным стержнем внутри. 3-х часовой индикатор или измерительная головка. В нижней части устройства находятся два стержня, которые соприкасаются с измерительными отверстиями.
Четыре из них являются фиксированными, а второй подвижным. Стержень 5 работает через систему рычагов измерительного стержня. Индикатор 3. Штангенциркуль оснащен центрирующим мостом 6 для регулировки измерительной линии по диаметру отверстия. Штангенциркуль установлен в номинальном размере с использованием концевого измерительного блока, встроенного в калиброванное регулировочное кольцо или зажим. Длина с боковыми стенками.
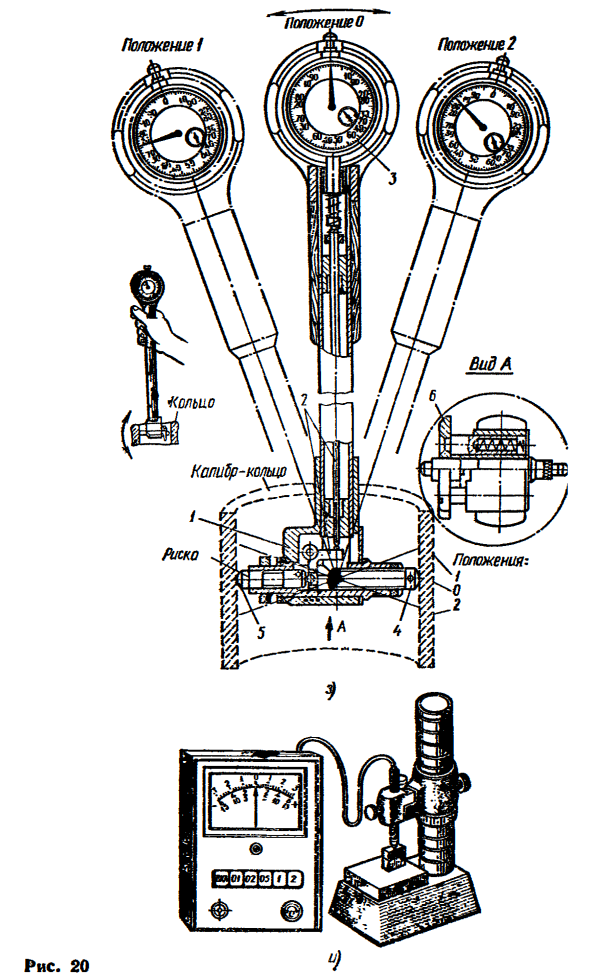
Максимальное отклонение стрелки индикатора, обнаруженное в результате покачивания (см. Положение 0 на фиг. 20, h) Суппорт, нулевая шкала, совмещенная с индикаторной стрелкой (при повороте шкалы). Рисунок 20. Рычаг шестерни и электронные устройства: Рисунок 20. Когда центрирующий мост затянут, суппорт вставляется в контролируемое отверстие в продукте, и операция, выполняемая при измерении размера, повторяется При настройке устройства. Встряхнуть суппорт Запишите максимальное отклонение вертикальной плоскости, указатель стрелки.
В этом случае отклонение Если стрелка устройства проходит деление на ноль, примите ее со знаком минус, если стрелка не достигает деления на ноль, примите ее со знаком плюс ( В этом случае фактический размер будет больше, чем номинальный или установочный размер). Диаметр отверстия равен номинальной алгебраической сумме Результаты измерения размера блока и шкалы штангенциркуля для окончательного измерения длины. На рисунке 20 h отклонение стрелки индикатора равно нулю. Следовательно, диаметр отверстия равен номинальному размеру блока измерения длины.
При установке на ноль индикатор будет сообщать о помехах в 1 мм. Пример 11. Нутриометр настроен на размер O = 100 мм. При измерении диаметра отверстия стрелка прибора переключалась на 2,5 по шкале деления на ноль Департамент. Найти фактический размер отверстия. Если стрелка устройства превышает нулевой ход, отклонение от номинального размера получается с использованием знака минус. D = — (2,5-0,01) — 0,025 мм.
Фактический размер отверстия PD =: 100 0,025 = 99,975 мм. Поскольку измерительная головка пружины не имеет пары передач и рычага переключения передач, она характеризуется небольшими ошибками. Отечественная промышленность производит электронные измерительные приборы и цифровые измерительные приборы с датчиками для измерения размеров. Отклонение формы поверхности (рис. 20 и). В основном они основаны на преобразовании индуктивного движения измерительного стержня. Преобразователь пропорционального перемещения стрелки указателя на фиксированную шкалу устройства на электронном блоке.
Измерения всегда сопровождаются ошибками: систематическими, случайными и грубыми. Общая ошибка значительно выше, чем ожидалось Ошибка при определенных условиях. Например, 4 было принято вместо 1. При повторном измерении общая ошибка легко обнаруживается. Исключен из результатов. Сложнее обнаруживать систематические ошибки, которые остаются постоянными или периодически изменяются при многократном измерении одного и того же количество.
Систематическая ошибка вызвана отклонением от нормы (20 ° C) во время измерения температуры, неправильной (не горизонтальной) установкой Устройство, несовершенная конструкция устройства, износ его движущихся частей со временем, разрывы, низкое качество изготовления деталей устройства Неравномерная реакция человеческого восприятия на вибрационные эффекты и сигналы. Эта ошибка Оцените, невозможно ли исключить подходящие условия для их реализации или использовать теорию вероятностей.
Исключить ошибки, которые требуют своевременного представления инструментов для лабораторной или государственной проверки в лаборатории Взвешивающий сервис. Случайные ошибки изменяются случайным образом при повторном измерении одного и того же значения. Со случайными ошибками, чтобы обнаружить Причина возникновения неизвестна и не может быть исключена из результатов измерений. Но разработанный метод Оценка случайных ошибок при точных лабораторных измерениях. Предельные датчики широко используются вместо измерительных приборов для контроля пригодности деталей в процессе производства.
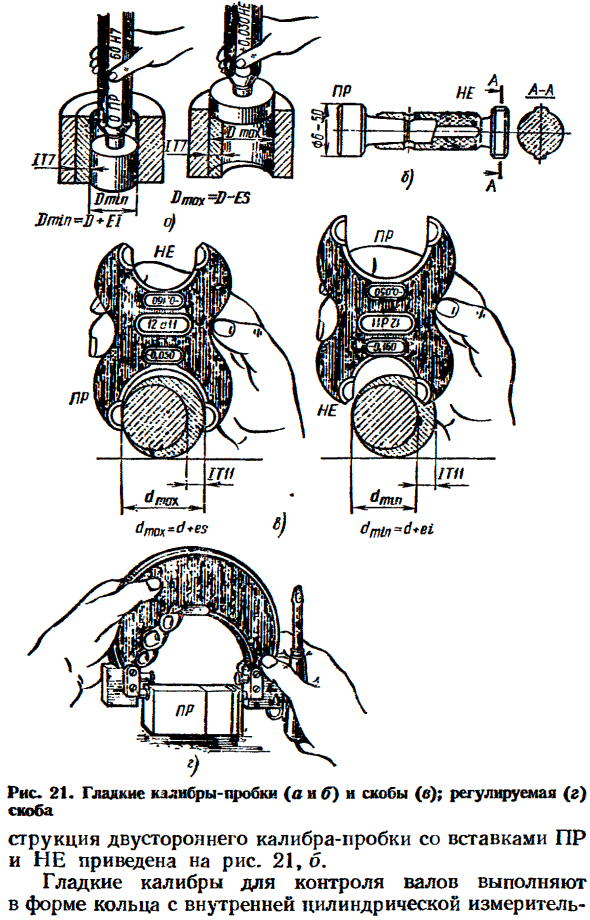
Измерительный инструмент. Датчик не определяет фактическое значение контролируемого размера, Контролируемый размер в пределах допуска. Поле допуска ограничено двумя предельными размерами, поэтому используйте два предельных размера для управления ими. Калибр: сквозной (ПР) и неходовой (НЕ). Гладкие датчики для контроля отверстий называются заглушками, потому что они созданы в форме цилиндров (прототипы контролируемых отверстий). В отличие от заглушек для установки на стул и на стену, заглушки для приборов PR не имеют большой высоты цилиндра.
При управлении размером отверстия PR-датчик Он входит в дыру под действием собственной силы тяжести (рис. 21, а). Убедитесь, что диаметр не входит в отверстие. Когда калибр G1P не включен Внутри отверстия это означает брак, но его можно изменить (требуется дополнительная обработка отверстия). Если датчик не в отверстии, это Это означает, что брак является окончательным. жулик Рисунок 21. Гладкие калибровочные заглушки (a и b) и скобы (c).
Регулируемый (г) кронштейн Структура двустороннего штекерного датчика с PR-вставкой и НЕ-вставкой показана на рисунке. 21,6. Гладкий датчик для контроля вала имеет форму кольца со встроенным цилиндрическим счетчиком В форме поверхности или кронштейна. Доминирующее распределение калибровых кронштейнов позволяет контролировать размер вала. Снимите их с машины. Калибр PR должен проходить вдоль вала под действием собственной силы тяжести.
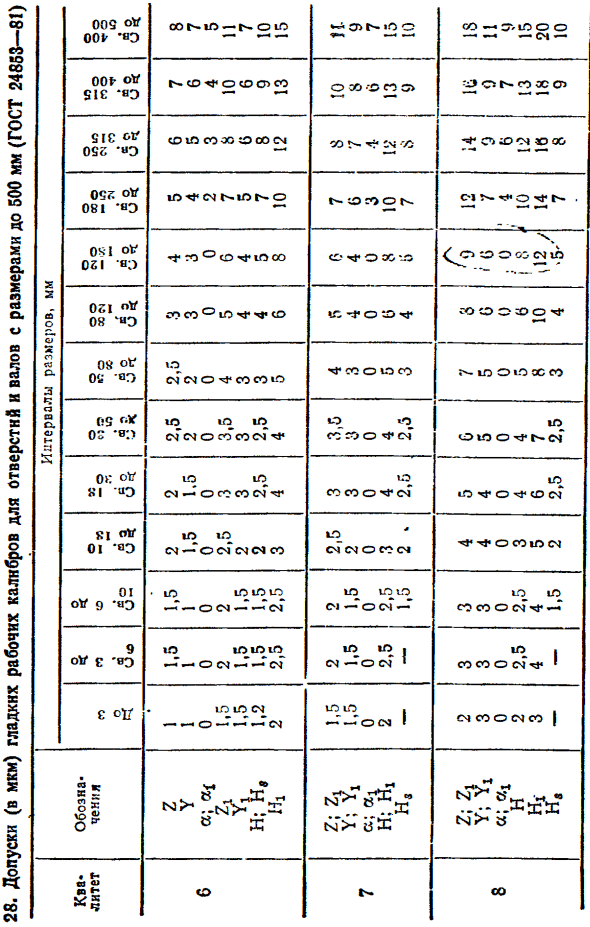
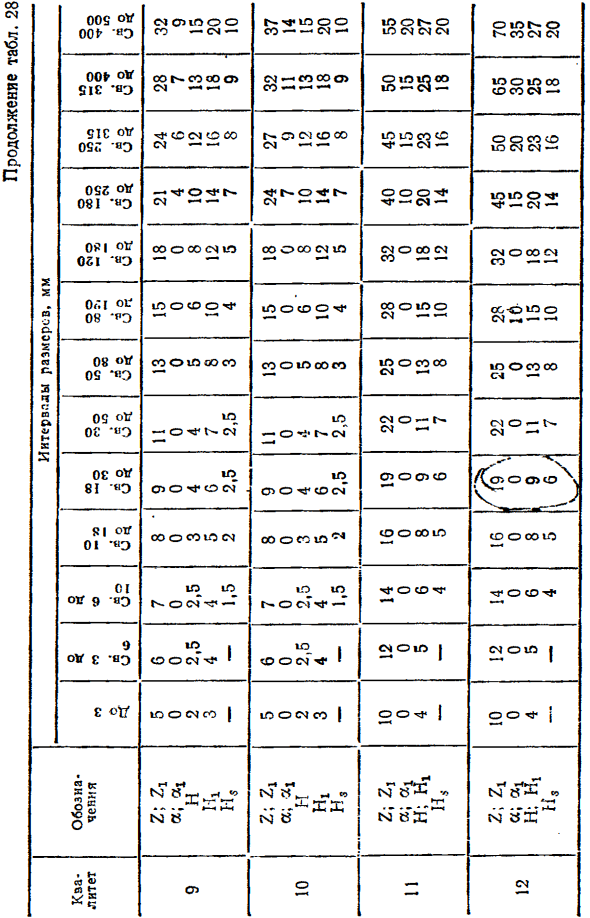
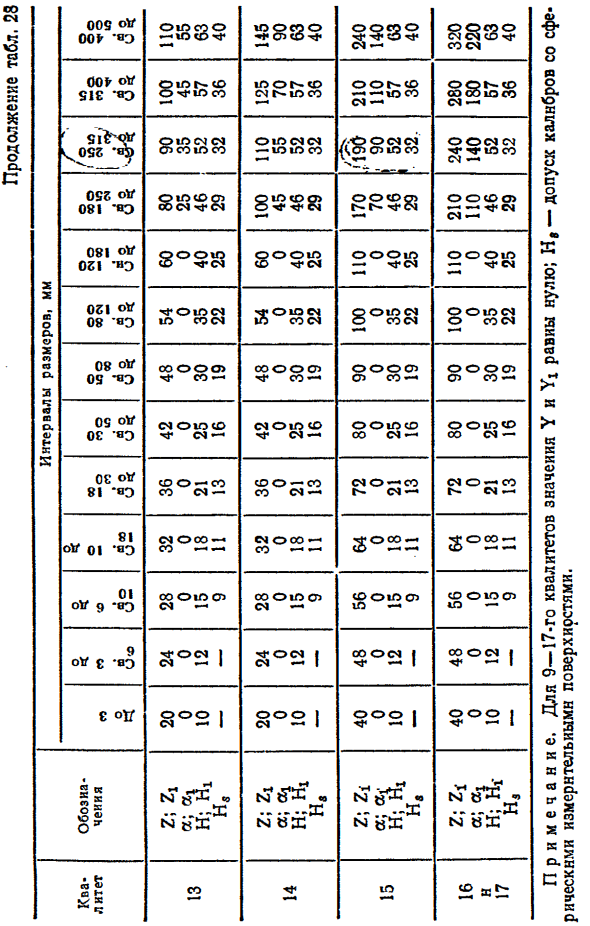
Пройдите по шахте. Калибр-скоба OL 28. Допуск (микрон) гладких рабочих калибров для отверстий и валов размером до 500 мм (ГОСТ 24853 81). Примечание Для квалификаций с 9 по 17 значения Y и Yx равны нулю. Н, — Допуск калибра со сферической измерительной поверхностью. Не проходите вдоль вала, тогда есть исправимый брак. Вал требует дополнительной обработки. Контрольный вал в конечном итоге будет отклонен, если: Калибрная скоба не проходит вдоль вала. Регулируемая скоба калибра.
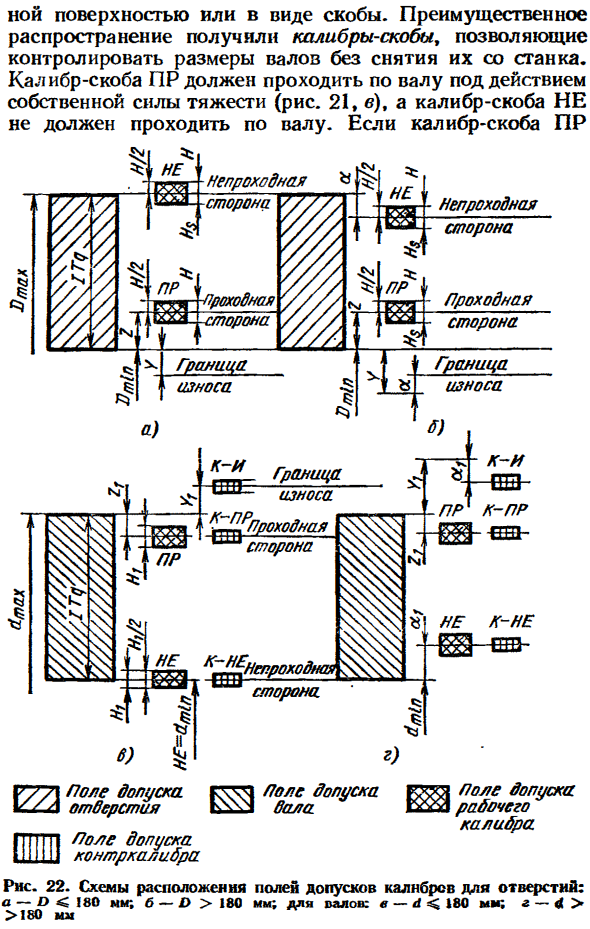
Позволяет переключиться на другой размер или восстановить размер PR Изнашиваемая сторона (вставка). Для гладких калибров допуски устанавливаются в соответствии с ГОСТ 24853 81 и ГОСТ 24852 81. Расположение поля допуска показано на рисунке. 22 и значение Допуск — в таблице. 28. Допуск отверстия для проверки отверстия указан H, а допуск отверстия для проверки вала — Hx. Толерантность позиции PR Координаты 2 и 2X определены. Когда калибр PR достигает линии износа Y или Yx, его следует прекратить.
Калибр от 9 до 17 Квалификация номинального размера до 180 мм, линия износа соответствует номинальному размеру. Так что Y = Y, = 0. Для контроля изготовления калибровочных кронштейнов NOT и PR предусмотрены контр-калибр K-NOT и, соответственно, K-PR, называемые контр-калибровочными шайбами. Предельный износ калибровочного кронштейна PR контролируется с помощью счетных шайб K-I.
Смотрите также:
Решение задач по метрологии с примерами
| Неуказанные предельные отклонения размеров | Причины грубых погрешностей |
| Допуски и посадки деталей из пластмасс | Оценка результатов, содержащих промахи и грубые погрешности |
