
Оглавление:
Статистические методы управления качеством продукции
- Статистический контроль технического процесса и корректировка его параметров осуществляются путем проактивного выборочного контроля выпускаемой продукции с целью обеспечения требуемого качества и предотвращения дефектов. В то же время контрольная карта систематически дополняется. Это позволяет в любое время оценить состояние технического процесса, который определяет тот или иной параметр качества продукции, и может исправить этот процесс, если он пересекает нормативные границы.
Основным преимуществом статистического контроля качества перед непрерывным мониторингом является то, что статистический метод позволяет не только тогда, когда производство требует значительных мер и времени, но и когда продукт все еще находится в производстве и есть время для изменения. Дефектные продукты можно обнаружить даже тогда, когда. Методы статистического контроля лучше подходят для механизации с использованием компьютерных технологий, чем непрерывный контроль.
Верхнее отклонение наружного диаметра гайки, предельные отклонения по отдельности шага и угла профиля не установлены. Людмила Фирмаль
Эти методы не только обеспечивают точность процесса в пределах указанных технических допусков при низких затратах, но и создают запас технической точности. Технически это называется допуск , и значение определяется с учетом точности изготовления, которая может быть достигнута экономически в выбранном техническом процессе. T1 = a 1; m + 1. (4 20) где А 1t — фактически ограниченное поле рассеяния управляемого параметра. 2 счета-алгебраическая сумма неисправимых систематических ошибок в конкретном процессе.
Уравнение (4.20) можно применять только для определения технических допусков путем непрерывного и надежного контроля точности изготовления и контроля больших образцов деталей. Другой способ определения технического допуска основан на оценке дисперсии размера с установленными (случайными) выборками. Статистические характеристики населения в целом могут отличаться. Технический допуск должен обеспечивать, чтобы минимальные и максимальные фактические размеры частей населения не превышали нижний предел 4.2.
Примеры решения, формулы и задачи
| Решение задач | Лекции |
| Расчёт найти определения | Учебник методические указания |
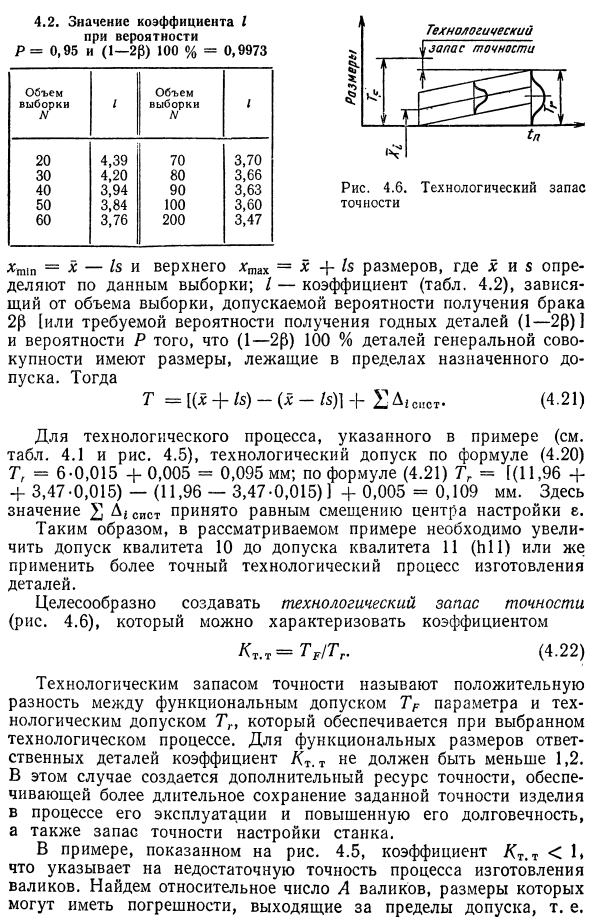
- Значение коэффициента I по вероятности P. 0,95 и (1-2 (5) 100% = 0,9973 .X:. — 5 20 4,39 70 3,70 30 4,20 80 3,94 90 3,63 50100 3,60 60 3,76 200 3,47 Xp = x- a и верхний предел xmax = размер x + 1z. Где х и 5 определяются по образцу. I — коэффициент (Таблица 4.2). Размер выборки, приемлемая вероятность получения дефекта 2p или вероятность 1, необходимая для получения соответствующей части (1-20) 1, и 100% общей части населения находятся в пределах установленного допуска. тогда T ((r + b) — (x-b) + (1.21).
Для технического процесса, показанного в примере (см. Вкладку 4.1 и рисунок 4.5), технический допуск T = 6-0,015 + 0,005 = 0,095 мм в соответствии с уравнением (4.20). Формула (4.21) Tg = (11.96 + + 3.47-0.015) — (11.96-3.47-0.015)) + 0.005 = 0.109 мм, где значение равно 2 D (oist равно смещению центра настройки e , Следовательно, в рассматриваемом примере допуск качества 10 должен быть увеличен до допуска качества 11 (b11) или должен быть применен более точный технический процесс изготовления детали.
Развитие взаимозаменяемости стимулирует широкую стандартизацию различной продукции массового потребления — полуфабрикатов, сортового проката, крепежных изделий, электродвигателей, редукторов, приборов и пр. Людмила Фирмаль
Рекомендуется создать технический предел точности, который можно охарактеризовать коэффициентами (рисунок 4.6). KT.T = Te Tg. (4,22) Технический предел точности, называемый положительной разницей между функциональным допуском параметра TP и техническим допуском Tg, обеспечивается выбранным техническим процессом. Коэффициент Kt для функциональных размеров важных частей. t должно быть больше 1,2. В этом случае создается дополнительный ресурс точности. Это обеспечивает долговременное хранение продукта в работе с заданной точностью, повышенной долговечностью и запасом точности настройки машины. В примере, показанном на рисунке, 4,5 и коэффициент Kt.t 1.
Это указывает на недостаточную точность в процессе производства роликов. Найдите относительное количество роликов. Могут быть ошибки в размерах ролика, которые находятся за пределами допустимого диапазона. Количество неисправных роликов. Выражение допуска с долей a (при условии, что a = ) дает 0,07 0,015 = 4,66. Take = -2,33; g = 2,33. Если вы используете таблицу приложения, вы можете увидеть Fo (2.33) = 0.4901. Так как ( 2,33) = Фо (2,33) A = 100- Pho (2,33) -Fo (-2,33) 1 100 = = 100-2,4901-100 = 1,98%. При изготовлении роликов смещение центра настройки составляло e = x — c = 0,005 (c — это значение центра поля допуска и считается центром настройки). Учитывая смещение центра настройки (систематическая ошибка), количество дефектных деталей несколько больше.
