
Для выполнения сварки сначала определяется режим сварки. Это обеспечивает качество, заданные размеры и форму сварных соединений при минимальных затратах материалов, электроэнергии и труда.
Режим сварки — это набор параметров, определяющих процесс сварки: тип тока, диаметр электрода, сварочный ток n, скорость движения электрода вдоль линии сварки и т. Д. Основным параметром режима ручной дуговой сварки является диаметр электрода.
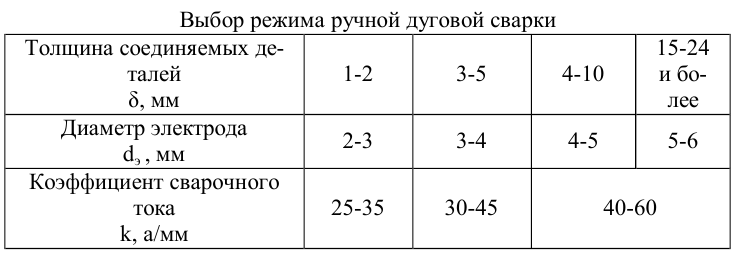
- Толщина сварного края, мм <2 3 … 5
- Диаметр электрода, мм <2 3 … 4
При создании угловых и Т-образных швов учитывается значение сварочной ножки: для ножек 3 … 5 мм, сваренных электродами диаметром 3 … 4 мм и ножками 6 … 8 мм. Затем его сваривают электродами диаметром 4 … 5 мм. При многопроходной сварке стыковых соединений первый проход выполняется электродами диаметром 4 мм или менее. Это необходимо для успешного проникновения в корень шва на глубине резания.
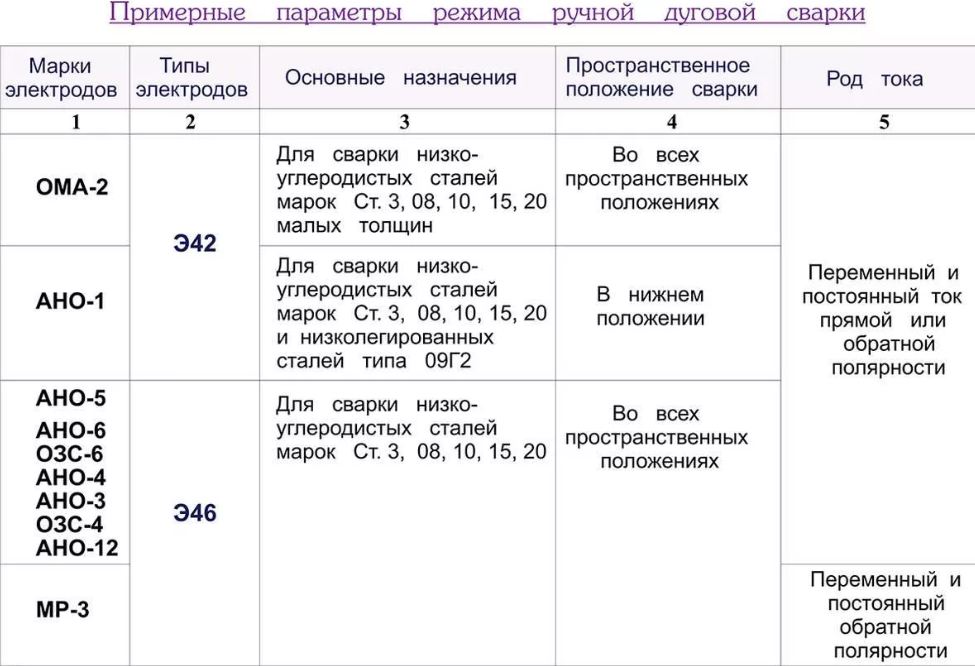
Остальные параметры выбираются в зависимости от марки электрода, положения сварного шва в пространстве, типа оборудования и т. Д.
Диаметр электрода устанавливается в зависимости от толщины сварного края, типа сварного шва и размера шва.
Для стыковых соединений приемлема практическая рекомендация выбирать диаметр электрода в соответствии с толщиной сварного края.
- 6 … 8 9 … 12 13 … 15 16 … 20> 20 4 … 5 5 … 6 6 … 7 7 … 8 8 … 10
Значение сварочного тока устанавливается в соответствии с диаметром выбранного электрода. Как правило, для каждой марки электрода текущее значение отображается на заводской этикетке, но также может быть определено по формуле.
Результирующее значение сварочного тока регулируется с учетом толщины металла и положения сварки. Для толщины кромки (1,3 … 1,6) d: расчетный сварочный ток уменьшается на 10 … 15%, а для толщины кромки> 3D3 — на 10 … 15%. Сварка вертикальных и потолочных швов выполняется сварочным током, который уменьшается на 10-15% по сравнению с расчетным током.
- Сварочная дуга возбуждается двумя способами. Прикоснитесь к сварному изделию на конце электрода, затем держите электрод на расстоянии 3-4 мм от поверхности изделия, сохраняя при этом горение создаваемой дуги.
Вы также можете быстро дотронуться до предмета, подлежащего свариванию сбоку, а затем отодвинуть электрод от поверхности изделия на то же расстояние (в зависимости от того, как вы зажгли спичку). Контакт электрода с продуктом должен быть коротким. В противном случае его приваривают к продукту («заморозка»). Чтобы снять электрод с образца, резко поверните его из стороны в сторону.
Длина дуги оказывает существенное влияние на качество сварного шва. Короткая дуга устойчиво спокойна и горит. Высокое качество сварки достигается за счет того, что расплавленный металл в электроде быстро проходит через дуговой разрядник и менее подвержен окислению и азотированию. Однако, если дуга слишком короткая, электрод замерзнет, прерывая дугу и прерывая процесс сварки.
Длинные дуги горят неравномерно с характерным шипением. Глубина проникновения недостаточна, расплавленный металл электрода распыляется, а затем окисляется и азотируется. Шов не имеет формы, а металл в шве содержит большое количество оксида. Для электродов с толстым покрытием длина дуги указана на паспортной табличке.
Во время сварки следующее движение сообщается электроду и входит в зону дуги в направлении оси электрода 1.
Чтобы поддерживать постоянную длину дуги, скорость движения должна соответствовать скорости плавления электрода. b- Вдоль линии сварного шва 2. Металлический электрод не имеет времени плавиться с основным материалом (не плавится), поэтому скорость перемещения не должна быть большой.
Низкая скорость движения может вызвать перегрев и возгорание металла. Швы широкие и толстые. Сварочные характеристики низкие. -Используйте боковые вибрационные движения, чтобы расширить ролик 3-4 IE.
- Боковое движение замедляет охлаждение направляющего металла, способствует выделению газа и шлака, способствует лучшему плавлению основного металла и металла электрода и обеспечивает высокое качество сварки. Кратеры, образованные на краю поверхности борта, должны быть тщательно сварены.
Способ создания сварного шва зависит от типа сварного шва и пространственного расположения.
Расплавленный металл в электроде поступает в кратер за счет действия силы тяжести, не вытекает из сварочной ванны, а газ и шлак выходят на поверхность металла, поэтому нижний шов наиболее удобен.
Поэтому, если возможно, сварка должна выполняться в низком положении. Стыковые сварные швы без скошенных кромок обрабатывают поверхность с небольшим разбросом по роликовому шву. Хорошее проникновение сварной кромки не требуется. Швы изготовлены из арматуры (максимальная выпуклость шва составляет 2 мм).
После того, как шов приварен к одной стороне, переверните изделие, тщательно очистите грязь и шлак, а затем приварите шов к другой стороне.
Стыковые сварные швы с V-образными канавками с толщиной кромки до 8 мм выполняются в один слой толщиной более двух слоев. Первый слой наносится на высоту 3-5 мм электродом диаметром 3-4 мм. Последующие слои выполняются электродами диаметром 4-5 мм. Сварной шов должен быть тщательно очищен от шлака и металлических брызг металлической щеткой перед тем, как будет поднят следующий слой.
После заполнения всей канавки переверните изделие, выберите небольшую канавку у основания шва и аккуратно приварите. Если шов не может быть приварен сзади, первый шов должен быть сварен особенно тщательно. Стыковые стыки с Х-образными канавками выполняются так же, как и многослойные швы с обеих сторон канавок.
Нижние угловые швы лучше всего выполнять в положении «лодка». Если изделие не может быть установлено таким образом, необходимо обеспечить особенно хорошее проникновение корня шва и сварного конца. Сварка должна начинаться с нижней поверхности, а затем проходить сквозь шов до вертикального конца. Если применяется многослойный шов, первый ролик изготавливают с филаментным швом с электродами диаметром 3-4 мм. Необходимо обеспечить достаточное проникновение в корень шва. Далее после отслоения наносятся последующие слои.
Вертикальные швы не очень удобны для сварки, потому что сила тяжести переносит каплю металлического электрода вниз. Вертикальные соединения должны быть созданы снизу вверх с короткими дугами.
- В этом случае металлические капли с большей вероятностью попадут в шов, и получающаяся в результате полка предотвращает стекание следующей металлической капли. Сварка может быть сделана сверху вниз. В этом случае дуга должна зажигаться в положении электрода, перпендикулярном плоскости изделия.
- После образования первой капли металла электрод наклоняется вниз, и сварка выполняется как можно короче. Рекомендуется использовать электроды диаметром 4-5 мм, со слегка сниженным сварочным током (150-170 А).
Горизонтальный шов. Для подготовки подготовьте кромку с односторонним скосом на верхнем листе (рис. 45, <5). Дуга возбуждается на нижнем конце и движется к поверхности скоса. Сварка производится электродами диаметром 4-5 мм. Горизонтальная вышивка легче, потому что нижний край образует полку, в которой находится капля расплавленного металла.
Смотрите также:
Примеры решения задач по материаловедению
