


Аналитические исследования литейного затвердевания связаны с решением дифференциальных систем теплопроводности и граничных условий при наличии фазового перехода жидкость-твердое вещество.
Австрийский математик Стефан впервые смог решить эту проблему, изучив процесс образования льда в Северном море.
Условия теплопередачи в этих процессах сильно отличаются от тех, в которых сплав затвердевает в литейной форме: жидкая фаза имеет полубесконечный диапазон, температура поверхности теплопередачи постоянна, а температура жидкости кристаллизуется. Равен температуре.
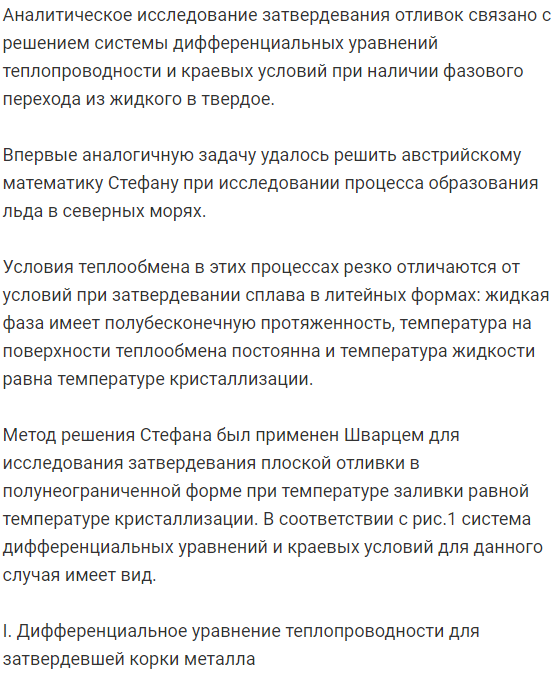
Раствор Стефана был применен Шварцем для изучения затвердевания полубесконечного плоского отливка при температуре заливки, равной температуре кристаллизации. Согласно рисунку 1 система дифференциальных уравнений и граничных условий в этом случае имеет вид
- I. Дифференциальное уравнение теплопроводности затвердевшей металлической коры
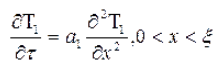
- II. Дифференциальное тепловое уравнение пены
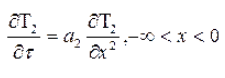
Динамическая кривая затвердевания плоского литья без перегрева в полуограниченной форме.
Расплавленный жидкий сплав, залитый в форму, постепенно теряет избыточное тепло, содержащееся в ней, затвердевает и охлаждается. Тепло от отливки передается в форму и через нее выделяется в окружающую среду.
В частности, режим отвода тепла при затвердевании отливки очень важен и влияет на формирование структуры кристаллизованного сплава, его плотность и однородность.
Затвердевание отливок обычно происходит не сразу по всему поперечному сечению. Он начинается с поверхностного слоя и входит в более глубокий слой и заканчивается областью, которая является горячим центром отливки, если есть преимущество или нет. Когда чистый металл или эвтектический сплав затвердевает, он образует фронт кристаллизации, который перемещается во время литья, отделяя твердый металл от жидкости.
В отливках, изготовленных из сплавов, которые кристаллизуются в интервале температур, затвердевание происходит в переходной двухфазной области, где отливка постепенно перемещается от периферии к центру. Если другие условия равны, ширина переходной области будет увеличиваться, и разница между температурой ликвидуса и температурой солидуса впрыскиваемого сплава будет увеличиваться. Однако ширина этой области также зависит от разности температур поперечного сечения отливки.
- Чем выше градиент температуры, то есть чем круче кривая, характеризующая температурное поле отливки, тем ближе становятся изотермы ликвидуса и солидуса, и тем уже переходная область, где сосуществуют твердая и жидкая фазы.
Скорость отвода тепла от отливки в течение периода затвердевания определяет скорость движения вдоль фронта кристаллизации или поперечного сечения переходной области при других постоянных условиях и, вместе с этим, температурное поле, от которого зависит ширина переходной области. Решать.
Эти факторы напрямую влияют на формирование структуры кристаллизованного сплава.
Чтобы контролировать процесс затвердевания отливки и обеспечить разработку оптимальной структуры сплава, вы должны сначала научиться использовать законы кристаллизации, а затем регулировать теплопередачу между металлом и кристаллизатором.
- Процесс кристаллизации обусловлен тем, что когда жидкость охлаждается до температуры ниже номинальной температуры затвердевания, жидкое состояние становится нестабильным и
- Смотрите также: имеет тенденцию становиться твердым. Переход сопровождается уменьшением свободной энергии системы.
Смотрите также:
Примеры решения задач по материаловедению
| Инструментальные стали. | Производство блюмов, слябов и сортового проката. |
| Основные этапы технологического процесса пайки. | Центробежное литье. |
