
Оглавление:

Автоматическая дуговая сварка под флюсом
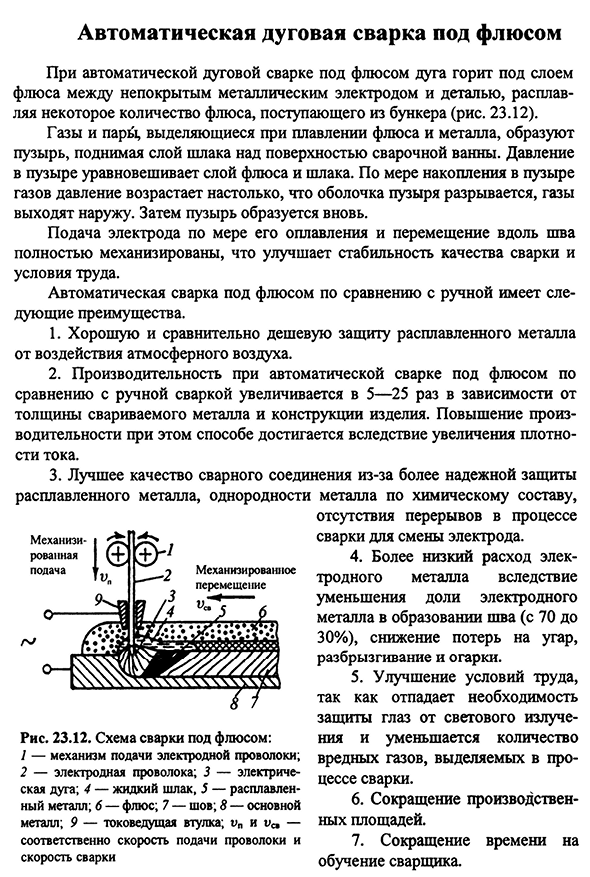
- Автоматическая сварка под флюсом При автоматической дуговой сварке под флюсом дуга сжигается под слоем флюса между непокрытым металлическим электродом и частью и частью флюса из бункера (23.12). Газы и пары, выделяющиеся при плавлении флюса и металла, образуют пузырьки, которые поднимают слой шлака на поверхности сварочной ванны. Давление пены уравновешивает поток и слой сельди.
Когда газ накапливается в пузырьке, давление очень высокое, оболочка пузырька разрушается, и газ выходит. Затем пузырь формируется снова. Подача электрода по мере перемещения вдоль шва полностью механизирована, что улучшает качество плавки и сварки и стабильность условий труда. Автоматическая сварка под флюсом по сравнению с ручной имеет
следующие преимущества. 1. Хорошая и относительно недорогая защита расплавленного металла от воздействия атмосферы. 2. Людмила Фирмаль
Производительность автоматической сварки под флюсом по сравнению с ручной сваркой увеличивается в 5-25 раз в зависимости от толщины свариваемого металла и конструкции изделия. Повышение производительности в этом способе достигается за счет увеличения плотности тока. 3. Лучшее качество сварки за счет более надежной защиты расплавленного металла, однородности химического состава металла,
Рис 23.12 схема сварки под флюсом: 1 механизм подачи электродной проволоки; 2 электродная проволока;3 электрическая дуга;4 жидкий шлак, 5 расплавленный металл;6 флюс; 7 шов;8 основной металл;9 живая втулка; IP и PCB. Отсутствие перерыва в процессе заварки для изменения электрода. 4. Расход электродного металла при уменьшении доли электродного металла в формировании шва (70-30%) снижается, уменьшаются потери окиси углерода, напыление и заглушки. 5. Улучшаются условия труда, так как отпадает необходимость защищать глаза от светового излучения и уменьшается количество вредных газов, выделяющихся в процессе сварки. 6. Сокращение производственных площадей.
- 7. Сокращено время обучения сварщика. Сварка погруженная в воду 460automatic имеет несколько существенных недостатков. 1. Повышенные требования к чистоте сварных кромок и сборке компонентов. 2. Сложность сварки деталей толщиной не более 1-2 мм, а также расположение потолка и швов на вертикальной поверхности. 3. Визуально контролировать расположение электродов невозможно. 4. Необходимость в прокладке (съемной или опорной) при сварке с полным проникновением для поддержания расплавленного металла.
Это связано с увеличением давления дуги расплавленного металла в сварочной ванне из-за высокой плотности тока, используемого для сварки в жидкости. Автоматическая дуговая сварка под слоем флюса широко применяется в стальных изделиях различных марок. Этим методом можно сваривать медные и титановые сплавы, а также алюминий. Только в последнем случае дуга сгорает на тонком слое флюса и раскисляет пленку оксида алюминия. Подводная сварка осуществляется, например, на самоходных
тележках(тракторах), на автоматах со сварочными головками, пультами управления и др., Или сварочная головка, фиксированная. Людмила Фирмаль
В последнем случае сварка осуществляется за счет перемещения изделия. Помимо автоматической подводной сварки применяется полуавтоматическая сварка, проволока подается на место сварки редуктором и электродвигателем, в отличие от автоматической, изменения движения по стыку происходят из бункера сварочного пистолета. Полуавтоматическая сварка применяется в единичном производстве, то есть в тех случаях, когда нерационально полностью автоматизировать процесс сварки, создавать швы сложного состава малой длины.
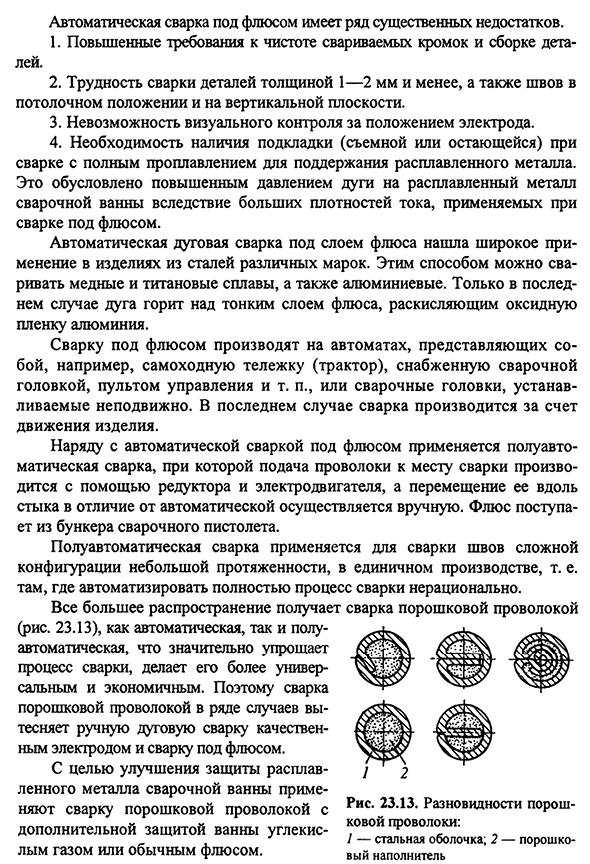
Страна сварки проволоки (рис. 23.13), автоматический и полуавтоматический, что делает процесс сварки очень простым, делая его более универсальным и экономичным. Таким образом, в некоторых случаях сварка порошковой проволокой заменяет ручную дуговую сварку высококачественными электродами и сварку под флюсом. Для улучшения защиты расплавленного металла в сварочной ванне применяют сварку проволокой с сердечником с дополнительной защитой ванны углекислым газом или обычным флюсом.
Смотрите также:
| Электрошлаковая сварка | Особенности применения сварки плавлением и давлением |
| Плазменная сварка | Ручная дуговая сварка |
