
Оглавление:

Электрошлаковая сварка
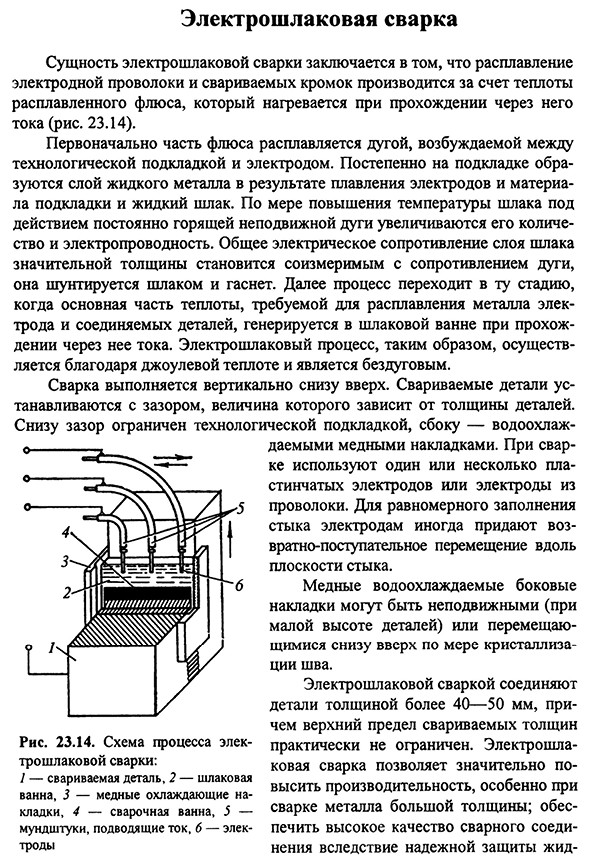
- Электрошлаковая сварка Рис 23.14. Схема процесса электрошлаковой сварки: 1-сварка, 2-шлаковая ванна, 3 — медная охлаждающая прокладка, 4-сварочная ванна, 5-мундштук, питающий ток, 6-электрод Суть электрошлаковой сварки заключается в том, что плавление электродной проволоки и сварочной кромки производится за счет тепла расплавленного флюса, который нагревается при протекании тока (23.14).
Первоначально часть потока расплавляется возбужденной дугой между технологической площадкой и электродом. Постепенно в результате плавления электродного и футеровочного материала и жидкого шлака на футеровке образуется слой жидкого металла. По мере повышения температуры шлака
под действием постоянно горящей неподвижной дуги увеличивается его количество и электропроводность. Людмила Фирмаль
Общее электрическое сопротивление слоя шлака значительной толщины становится соизмеримым с сопротивлением дуги, она шунтируется шлаком и исчезает. Процесс является Бездуговым, а процесс электрошлакового состояния осуществляется джоулевым нагревом, в котором генерируется основная часть тепла, необходимого для расплавления металла детали, которая затем соединяется с электродом в шлаковой ванне по мере прохождения через него тока.
Сварка производится вертикально снизу вверх. Сварная деталь имеет зазор, величина которого зависит от толщины детали. С нижней стороны зазор ограничен технической облицовкой водоохлаждаемой медной накладки. При сварке используют один или несколько пластинчатых электродов или электродов из проволоки.
- Для того чтобы равномерно заполнить соединение, электроду можно придать возвратно-поступательное движение вдоль поверхности соединения. Медная охлаждаемая водой боковая пластина может быть закреплена (на небольшой высоте в деталях) или перемещена за пределы дна по мере кристаллизации швов.
Электрошлаковая сварка соединяет детали толщиной не менее 40-50 мм, причем верхний предел свариваемой толщины практически не ограничен. Электрошлаковая сварка позволяет значительно повысить производительность, особенно при сварке металлов большой толщины.- 462 шлак от взаимодействия с атмосферой расплавленного металла; вследствие медленного охлаждения сварочной ванны, снижается пористость наплавленного
металла, в результате чего пузырьки газа плавают на поверхности металла. Людмила Фирмаль
Стоимость сварки при электрошлаковой сварке включает в себя 15-20-кратное снижение расхода флюса по сравнению с автоматической погружной сваркой и отсутствие необходимости в скошенных кромках.
Смотрите также:
| Плазменная сварка | Ручная дуговая сварка |
| Электронно-лучевая сварка | Автоматическая дуговая сварка под флюсом |
