
Оглавление:

Ручная дуговая сварка
- Ручная дуговая сварка Дуговая сварка осуществляется неплавящимися и расплавленными металлическими электродами. В первом случае дуга возбуждается между основным металлом и вольфрамовым (менее углеродным) электродом. Для заполнения режущей кромки обычно используют наполнитель в виде металлического стержня, который подается сварочным аппаратом в дугу.
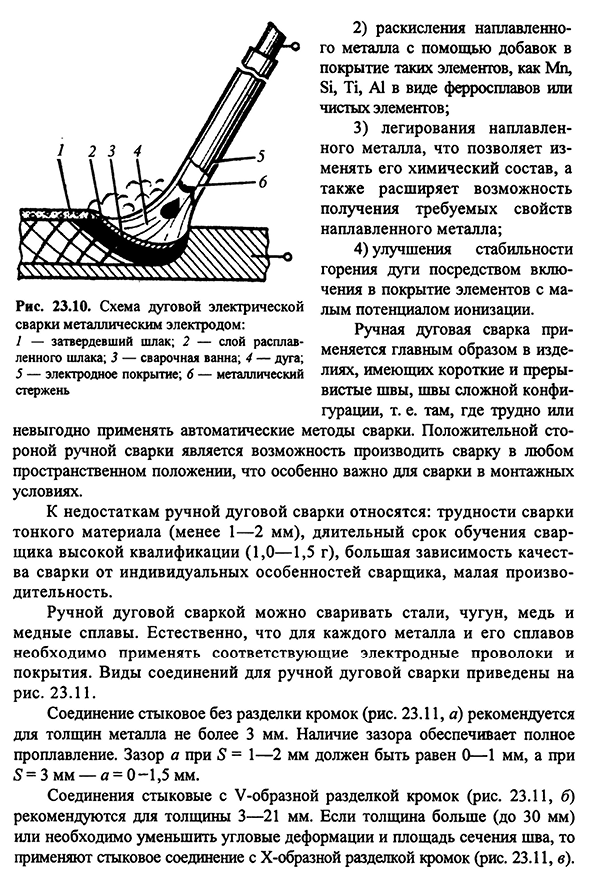
Электродуговая ручная сварка металлическим электродом (рис. 23.10) горит дуга между основным металлом и электродом, который служит присадочным металлом.
В качестве электродов используется стержень проволоки, близкий по химическому составу к свариваемому материалу. Людмила Фирмаль
Надевают специальную крышку с целью на электроды: 1) создания шлакогазовой защиты расплавленного металла в сварочной ванне(шлак находится в процессе перехода от электрода к шву, заворачивая их).); С. 457 23.10 механизм электродуговой сварки металлическими электродами: 1-затвердевший шлак;2-слой расплавленного шлака;3-сварочная ванна;4-дуга; 5-электродное покрытие;6 — металлический стержень 2) раскисление наплавленного металла с использованием присадок в элементах покрытия, таких как MP, Si, Ti и Al;
3) изменение его химического состава; Ручная дуговая сварка применяется в основном для изделий, которые трудно или невыгодно наносить короткими и прерывистыми швами, швами со сложной конфигурацией, то есть методами автоматической сварки. Недостатками ручной дуговой сварки являются: большая продолжительность обучения сварочных аппаратов тонкому материалу (менее 1-2 мм), высокая квалификация (1,0-1,5 г), большая степень качества сварки относительно индивидуальных характеристик сварочного аппарата.
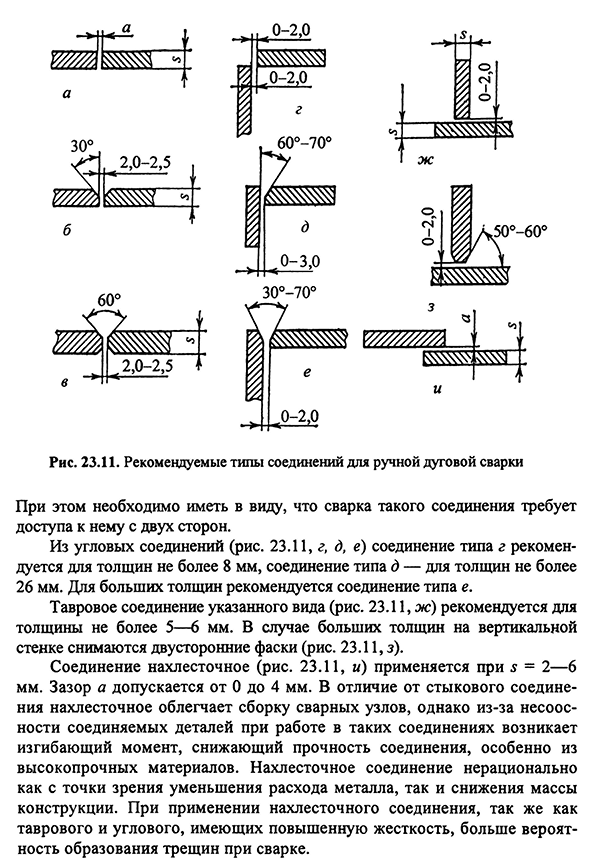
- Ручная дуговая сварка может сварить сталь, чугун, медь и медный сплав. Естественно, каждый металл и его сплавы будут представлены на регистрацию, а тип соединения для правильной электродной проводки и нанесения покрытия ручной дуговой сваркой показан на рисунке. 23.11 Стыковое соединение без режущей кромки (рис. 23.11, а) рекомендуется для металлических толщин, не превышающих 3 мм. Зазор а при S=1-2мм должен быть равен 0-1 мм, а 5=3 мм-а=0-1. 5 мм Стыковое соединение с V-образной режущей кромкой (рис. 23.11, б) рекомендуется для толщины от 3 до 21 мм (до 30 мм) или толщины от 23.11, б) уменьшает площадь поперечного сечения угловых деформаций и швов.
45860° В 2.0-2.5 И Рис 23.11 рекомендуемый тип соединения для ручной дуговой сварки е (Дж)-2.0 Следует отметить, что сварка такого соединения требует доступа к нему с обеих сторон. Угловые соединения(рис. 23.11 g, d, e) тип соединения g рекомендуется для толщин, не превышающих 8 мм, Тип соединения d-для толщин, не превышающих 26 мм. Т-указанный тип соединения(рис. 23.11, г) рекомендуется для толщины ниже 5-6mm.
In в случае большой толщины на вертикальной стенке будет удалена двусторонняя фаска(рис. 23.11, ч. Людмила Фирмаль
Оберните соединение (рис. 23.11, I) используется при s=2-6 мм. Зазор допускается от 0 до 4 мм. В отличие от стыкового соединения, перекрытие облегчает сборку сварного шва, но соединение внахлест нерационально с точки зрения снижения расхода металла и уменьшения веса конструкции. При использовании внахлесточного соединения, а также Т-образного и углового, с повышенной жесткостью, которая, вероятно, образует трещины при сварке.
Смотрите также:
| Автоматическая дуговая сварка под флюсом | Другие способы листовой штамповки |
| Электрошлаковая сварка | Особенности применения сварки плавлением и давлением |
