
Оглавление:

Другие способы листовой штамповки
- Другие способы обработки листового металла В единичном и мелкосерийном производстве применять жесткие штампы экономически невыгодно. В этих случаях универсальный штамп прессования широко используется для прессования упругой среды, штамповки взрывом, электрогидравлическим (ЭПИ) и магнитным импульсом, работы под давлением и др.
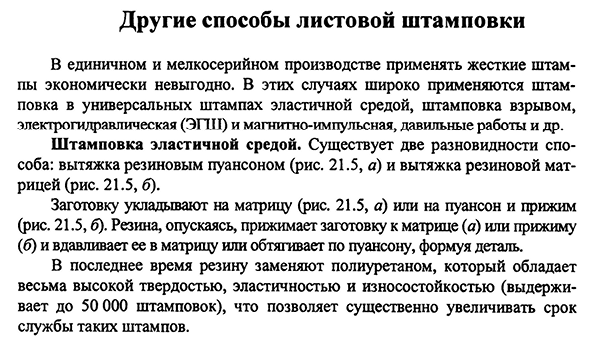
Штамповка эластичной средой. Существует два вида этого метода: рисование резиновым пуансоном(рис. 21.5, А) и извлекают резиновой матрицей(рис. 21.5, б). Заготовка размещается на матрице(рис. 21.5, А) или пуансон и зажим(рис. 21.5, б). Вдавливание заготовки в резину, падающую, матрицу (а) или зажим (Б),
и вдавливание ее в Матрицу или натягивание на пуансон, образующий деталь. Людмила Фирмаль
В последнее время резина была заменена полиуретаном, обладающим очень высокой твердостью, эластичностью и износостойкостью (он выдерживает до 50 000 штампов), и такой фасон можно использовать в качестве резинового уплотнения. 441I один II МВ » с / 7Z W ТСС. Я б Рис 21.5. Штамповка эластичной средой: а-выпяжка резинового пуансона; б-вытяжка резиновой матрицы; i-начальная стадия процесса; II-заключительная стадия процесса Дутьевая штамповка применяется для изготовления крупногабаритных деталей толщиной более 2 мм.
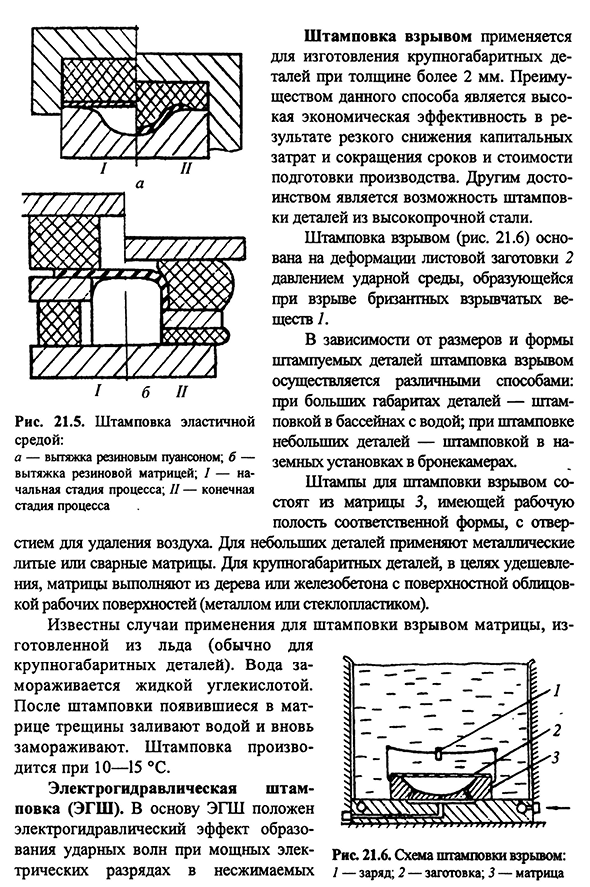
Еще одним преимуществом является возможность прессования деталей из высокопрочной стали. Штамповка взрывом(рис. 21.6) основано на деформации листовой заготовки 2 за счет давления ударной среды, образующейся при взрыве бризантного взрывчатого вещества 1. В зависимости от размеров и формы штампуемых деталей, штамповка взрывом осуществляется различными способами: при больших габаритах деталей-прессованием в бассейне с водой.
- Штамп для штамповки взрывом состоит из Матрицы 3 с рабочей полостью соответствующей формы и имеет отверстие для удаления воздуха. Для небольших частей, используемых, металла, бросания или сваренной плиты. Для больших деталей, чтобы снизить затраты, матрицу изготавливают из дерева или железобетона, облицовывая поверхность рабочей поверхности (металл или стекловолокно). Существует случай применения для прессования взрывной матрицы из льда (обычно для крупных деталей). Вода замораживается жидким углекислым газом.
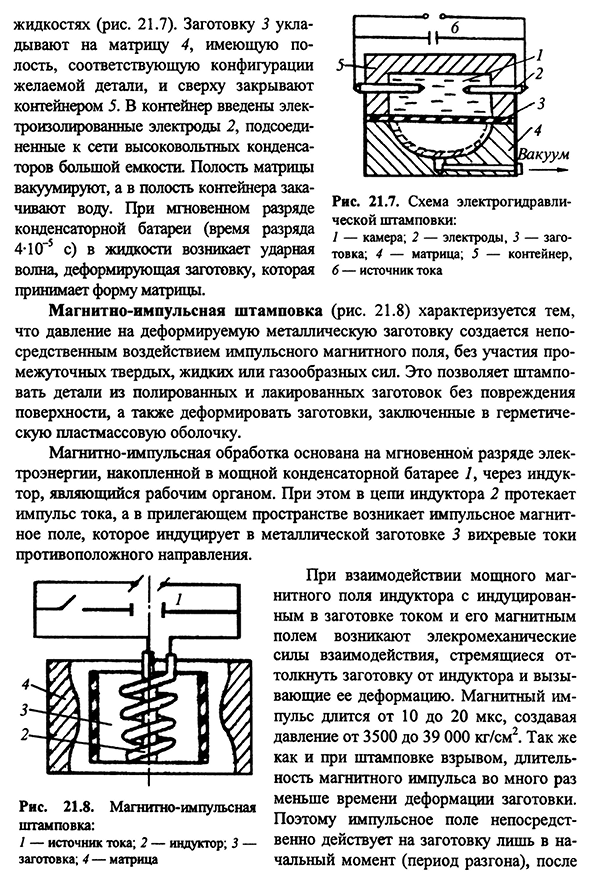
После штамповки трещины, которые появляются в матрице, заполняются водой и снова замораживаются. Штамповку проводят при температуре 10-15 ° С. Электрогидравлическая ковка пресс-форм (ЭГС). Основой ЭГШ является электрогидравлический эффект Рис. 21.6 схема штамповки взрывом: I-заряд; 2-заготовка; 3-матрица Генерация ударной волны за счет несжимаемого сильного разряда 442флюид (фиг. 21.7). Заготовка 3 помещается в матрицу 4 с полостью, соответствующей конфигурации нужной детали,
а верхняя часть закрывается контейнером 5. Людмила Фирмаль
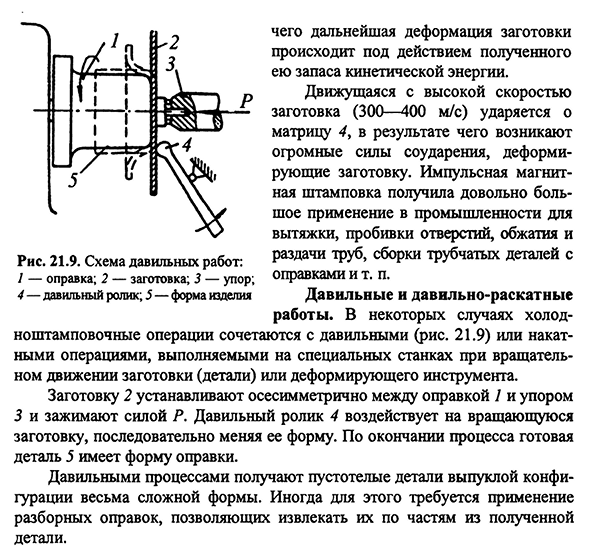
Контейнер содержит электрически изолированный электрод 2, соединенный с сетью высоковольтных конденсаторов большой емкости. Полость матрицы исчерпывается, и вода закачивается в полость сосуда. При мгновенном разряде конденсаторной батареи в жидкости(время разряда 410 ″ 5 секунд) возникает ударная волна, деформирующая заготовку в виде матрицы. Отчет Рис 21.7. Схема электрогидравлической штамповки: 1-Камера, 2-электрод, 3-заготовка, 4-матрица, 5-контейнер, 6-источник тока Магнитно-импульсная штамповка(рис. 21.8) вследствие того, что давление деформируемой металлической заготовки создается прямым действием импульсного магнитного поля, без участия промежуточной твердой, жидкой или газообразной силы.
Магнитно-импульсная обработка основана на мгновенном разряде электричества, накопленного в сильной конденсаторной батарее/через индуктор, который является рабочим органом. В этом случае в цепи индуктора 2 протекает импульс тока, в соседнем пространстве генерируется импульсное магнитное поле, а в металлической заготовке 3 генерируются вихревые токи в противоположном направлении. Рис 21.8 магнитно-импульсное прессование: 1-источник тока;2-индуктор; 3-Работа; 4-матрица
Когда мощное магнитное поле индуктора взаимодействует с потоком, вызванным заготовкой и магнитным полем, оно стремится оттолкнуть заготовку от индуктора и вызвать деформацию, а магнитные импульсы длятся в течение 10-20 микросекунд, производя давление 3500-39 000 кгс/. Не только при ударе взрывом длительность магнитного импульса во много раз меньше времени деформации заготовки. Поэтому импульсное поле непосредственно воздействует на заготовку только в первый момент (период разгона). 443-1 21.9 как работает давление: 1-оправка; 2-заготовка; 3-Упор;4-прижимной ролик;5-форма изделия Оттуда вы получите запасы кинетической энергии действия при деформации заготовки.
Движущаяся с большой скоростью заготовка (300-400 м/с) ударяется о матрицу 4, в результате чего возникает огромная сила соударения, деформирующая заготовку. Импульсная магнитная штамповка получила достаточно широкое применение в промышленности, перфорировании отверстий, уплотнении и распределении для вытяжки труб, трубчатых деталей с оправкой. Давление и работа завальцовки давления. В некоторых случаях операции холодной штамповки и прессования совмещаются(рис. 21.9) или операция прокатки осуществляется на специальном станке с вращательным движением заготовки (детали) или деформирующим инструментом.
Заготовка 2 устанавливается между оправкой 1 и упором 3, а сила R. By действие давления 4, зажимающего вращающуюся заготовку, которая последовательно изменяет свою форму. В конце процесса готовая деталь 5 имеет форму оправки. Полая часть выпуклой конфигурации очень сложной формы получается в процессе прессования. Иногда для этого требуется использование разборной оправки, позволяющей извлекать их из полученного куска.
Смотрите также:
| Особенности применения сварки плавлением и давлением | Формообразующие операции листовой штамповки |
| Ручная дуговая сварка | Оборудование и инструмент для листовой штамповки |
