
Оглавление:

Допуски и посадки резьбовых изделий
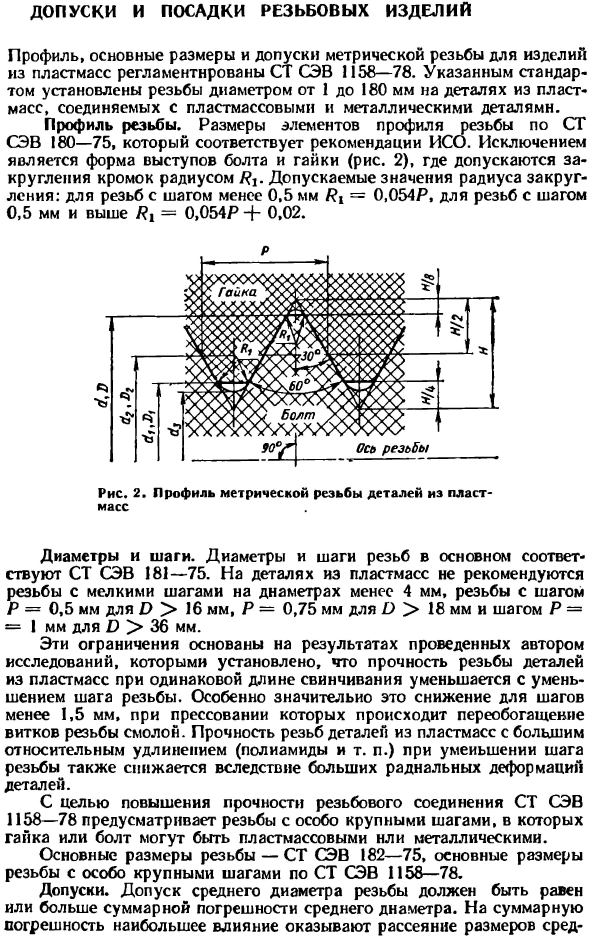
- Профиль с метрической резьбой, основные размеры и допуски на изделия из пластика регламентируются СТ СЭВ 1158 78. Указанный стандарт устанавливает резьбу диаметром от 1 до 180 мм в пластмассовых деталях и пластмассовых деталях, соединенных с металлическими деталями. Профиль темы. Размеры элементов профиля резьбы согласно СТ СЭВ 180-75 в соответствии с рекомендациями ИСО. Исключением является форма выступов болта и гайки (рис. 2).
Круглые ребра с радиусом допускаются. Допустимый радиус кривизны: для винтов с шагом менее 0,5 мм = 0,054P, для винтов с шагом 0,5 мм или более 1 = 0,054P + 0,02 Диаметр и шаг. Диаметр и шаг резьбы в основном соответствуют ST SEV 181-75. Для пластиковых деталей — маленькие шаговые резьбы диаметром менее 4 мм, шаг P = 0,5 мм с L 16 мм, шаг P = 0,75 мм с L 18 мм и шаг D с шагом P = 1 мм D 36 мм. Эти пределы основаны на результатах исследований, проведенных авторами, и было установлено, что прочность резьбы пластиковых деталей одинаковой длины подпитки уменьшается с уменьшением шага резьбы.
Шестой комплекс используется для колес со степенью точности при значении менее 5-8 указанных, а для колес со степенью точности используется для любого из 9-12-го комплекса. Людмила Фирмаль
Это уменьшение особенно заметно на шагах ниже 1,5 мм, где повторное упрочнение нити выполняется на смоле во время прессования. Из-за большой радиальной деформации деталей прочность винтов в пластиковых деталях (полиамид и т. Д.), Которые сильно растягиваются с уменьшением шага винта, также будет снижена. Чтобы увеличить прочность винтового соединения, ST SEV 1158 78 предлагает особенно большой шаговый винт, который позволяет гайке или болту быть пластиковыми или металлическими.
Основной размер резьбы — ST SEV 182 75, в соответствии с ST SEV 1158 78, который является основным размером резьбы с особенно большими шагами. Толерантность. Допуск на средний диаметр винта должен быть больше или равен общей ошибке среднего диаметра. Общее количество ошибок больше всего зависит от размера носителя. Диаметр пряжи от изменения усадки, погрешности, вызванные усадкой, и изменение усадки материала по длине макияжа.
- Ошибка среднего диаметра и шага винта пресс-формы; Ошибка из-за износа пресс-формы. Ошибки, вызванные техническими градиентами и ошибками из-за деформации пластиковой детали. Общая ошибка среднего диаметра винта равна для болтов, которые представляют собой разницу между максимальным уменьшенным средним диаметром и минимальным фактическим средним диаметром винта. В случае гаек разница между максимальным фактическим средним диаметром резьб и минимальным средним диаметром уменьшается, полученная статистической обработкой больших партий деталей, полученных с помощью многопостовой пресс-формы.
Исследования подтвердили, что для диаметров более 10 мм общая погрешность линейно зависит от диаметра. Однако для приведения в соответствие с международным стандартом для пластиковых деталей был принят системный закон, основные допуски и номера отклонений, классификация винтов по длине винта, ST SEV 640-77. Для нормальной длины макияжа (D ) поля допуска предусмотрены в трех классах точности: в среднем -6 1, 6§, 6 7, 60. Грубый -8 1, 8 ^, 7 7, 70, грубый -10 18 1 и 9 18H. Основное отличие § (0) охватывает резьбовые соединения с зазорами. Для коротких макияжных длин (5) поле допуска установлено на 7 16 1. 7d d, 6 . 60.9L8L. 9 ^ 8 ^. 8H, 80.
В депо хранился не только стандарт и его копии, но и проводилась примерная мера для местного учреждения, а также рассматривалось сравнение модели с зарубежной. Людмила Фирмаль
Большая длина макияжа ( .): 7L6L, 7e.8§, 7H, 70.9H8N, 9 8- 88 7, 80. Для длины макияжа 5 и I можно назначить поле допуска, установленное для нормальной длины макияжа В. Максимальное отклонение диаметра винта пластиковых деталей должно соответствовать ST SEV 640 77 и ST SEV 1158 78. Нижние отклонения во внутреннем диаметре резьбы болта не могут быть прикреплены, но косвенно ограничены формой полости резьбы болта, установленной в метрику. Верхнее предельное отклонение наружного диаметра винта гайки не установлено.
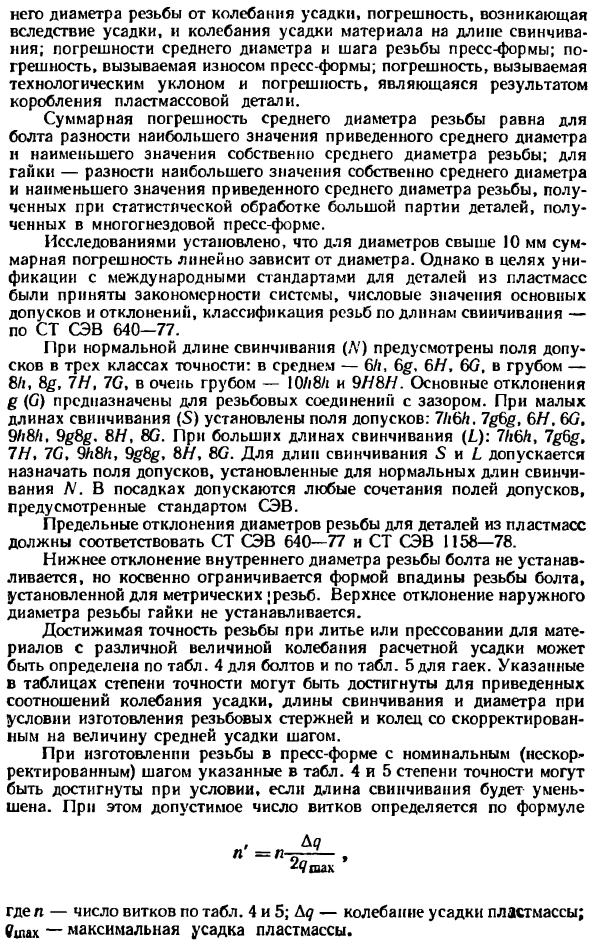
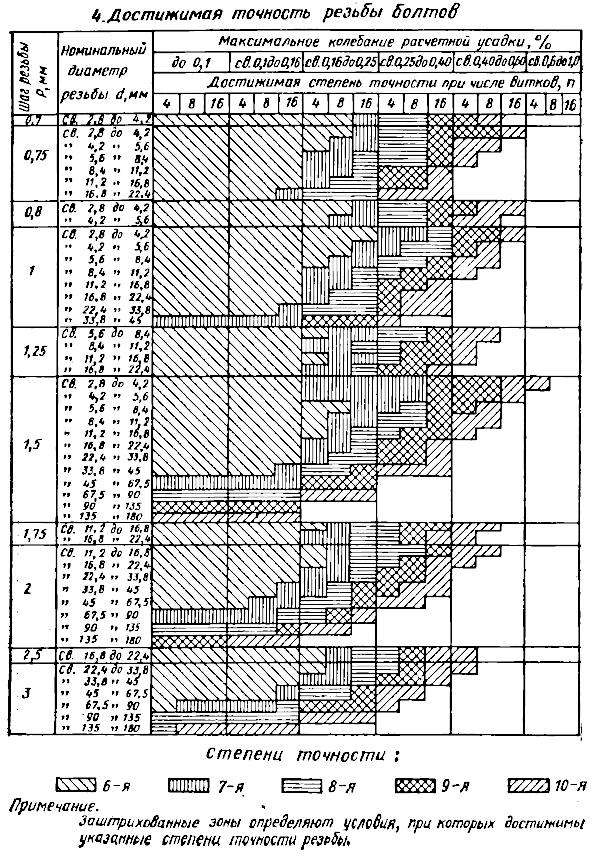
Точность резьбы, достижимая при отливке или прессовании материалов с различной усадкой, может быть определена из таблицы. 4 для болтов и столов. 5 для орехов. Точность, показанная в таблице, может быть достигнута при определенных соотношениях изменения усадки, длины макияжа и диаметра, когда резьбовые стержни и кольца изготавливаются с шагом, регулируемым средними значениями усадки.
Для изготовления резьб в пресс-форме с номинальными (неизмененными) ступенями это показано в таблице. С более короткой длиной макияжа можно достичь точности 4 и 5 градусов. В этом случае допустимое количество витков определяется по следующей формуле Где l — количество витков в таблице. 4 и 5; D-вариация усадки пластика; Шах-Максимальная усадка пластика. Затененная область определяет условия, при которых может быть достигнута указанная точность резьбы.
Смотрите также:
Решение задач по метрологии с примерами
| Допуски и посадки гладких изделий | Допуски и посадки подшипников качения |
| Точность изготовления деталей из пластмасс | Допуски на угловые размеры |
