
Оглавление:

Допуски и посадки шлицевых соединений
- Шпоночные соединения становятся возможными путем дробления и резки дюбелей, ослабления поперечного сечения рифленого вала и втулки и формирования концентраторов напряжений. Большой крутящий момент может быть передан. Точно так же контактная деформация из-за радиальных сил в результате искажения канавки и смещения Несоосность соединения втулки ключа на валу. Эти недостатки ключевых соединений ограничивают их масштабы и причины Замена их шлицевыми соединениями, которые передают большой крутящий момент, имеют сопротивление усталости и высокую точность Центрирование и направление.
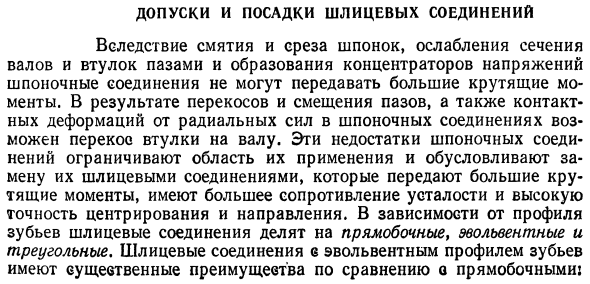
В зависимости от профиля зуба сплайновое соединение делится на прямые линии, эвольвенты и треугольники. С прорезью Компоненты эвольвентного профиля зуба предлагают значительные преимущества по сравнению с прямыми сторонами. Рисунок 14.1. С прорезью Сочный профиль Большой крутящий момент может передаваться, концентрация напряжений в корне зубов на 10-40% меньше, и это периодически Обеспечивает долговечность, улучшенную центровку и ориентацию деталей, а также простоту изготовления. треугольник Нестандартный профиль. Чаще всего используется вместо плотной посадки.
Фактический шаг зацепления РД равен кратчайшему расстоянию между двумя параллельными плоскостями, касательными к двум активным сторонам одноименного зубчатого колеса соседних зубьев. Людмила Фирмаль
Также используется с тонкостенными втулками для небольших передач. Крутящий момент. Допуск и посадка для прямых сплайновых соединений зубов ГОСТ 1139 80 (СТ СЭВ 187 75, СТ СЭВ 188 75) Назначение рукава для вала и принятой системы центровки. Есть три способа центрирования: О.Д. 14.1, а), по внутреннему диаметру d (рис. 14.1, б) и зубной стороне б (рис. 14.1, в).
Если рукав твердый и не может быть обработан тонкой брошкой, рекомендуется центрировать его по внутреннему диаметру 1 (Отверстия шлифуются с помощью обычной шлифовальной машины) или большая кривизна длинного вала после нагрева Обработка и. Этот метод обеспечивает точное центрирование и обычно используется для подвижных соединений. Если гильза не подвергнута термообработке или если последующая твердость материала низкая, рекомендуется центрировать ее по внешнему диаметру C Термическая обработка позволяет регулировать путем протяжки и фрезерования, чтобы получить окончательный размер зуба вала.
Этот метод прост Экономические. В дополнение к тому, что он используется для фиксированных соединений, он также используется для мобильных устройств, чувствительных к небольшим нагрузкам. Для переменных нагрузок, больших крутящих моментов и трансмиссии рекомендуется центрировать боковую сторону зубца b Обратное движение. Этот метод способствует более равномерному распределению нагрузки между зубами, но не обеспечивает высокую точность. Из-за центрирования он используется редко.
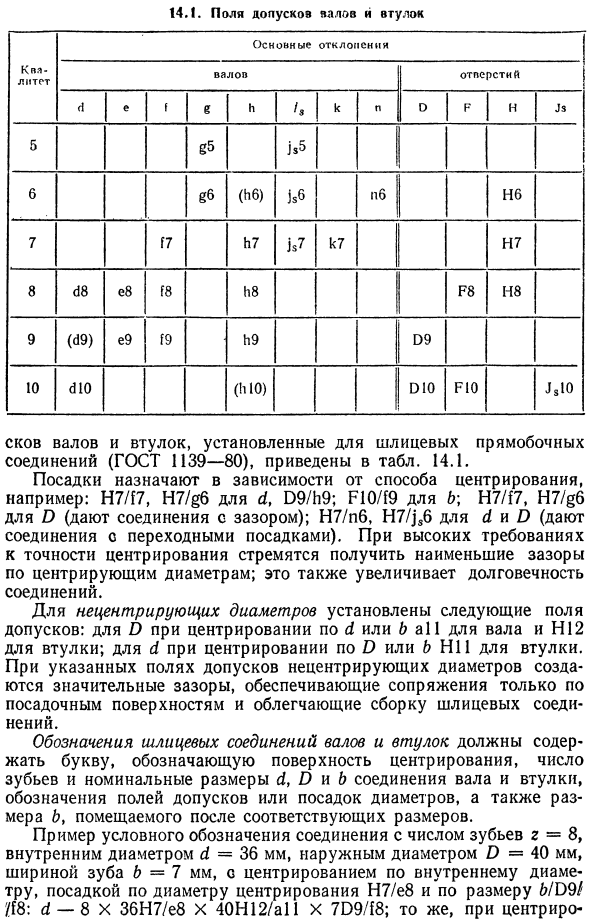
Посадка шлицевого соединения назначается системе отверстий вдоль центральной цилиндрической поверхности и вдоль стороны углубления втулки. И зубья вала (т.е. только d и b или O и b или 6). Допуск и основное отклонение измерения d. O, b сплайнового соединения ГОСТ 25346-82. В таблице приведены поля допусков вала и втулки, установленные для шлицевых прямых соединений (ГОСТ 1139 80). 14.1. Посадка определяется в соответствии с методом центрирования, например, H7 17, H7 §6, H7 17, BE LE. E10 b GO H7 17, H7 §6 0 (Give Разрыв соединения); H7 n6, H7 ) d. И О 56 (дает связь о переходе на посадку).
Высокий спрос на точность центрирования Существует тенденция получить минимальный зазор путем центрирования диаметра. Это также повышает долговечность соединения. Для диаметров, которые не центрированы, устанавливаются следующие поля допуска: 1 Когда рукав центрирован на O или L H11. Использование указанного поля допуска с нецентрированным диаметром создает большой зазор, Обеспечивает интерфейс только на посадочной поверхности, облегчая сборку шлицевых соединений.
- Обозначение шлицевого соединения вала и втулки должно включать центрирующую поверхность, число зубьев и буквы, указывающие номинальное значение. Размер соединения вала с втулкой 4, O и b, спецификация поля допусков или диаметра посадки, и позднее размещенный размер b Подходящий размер.
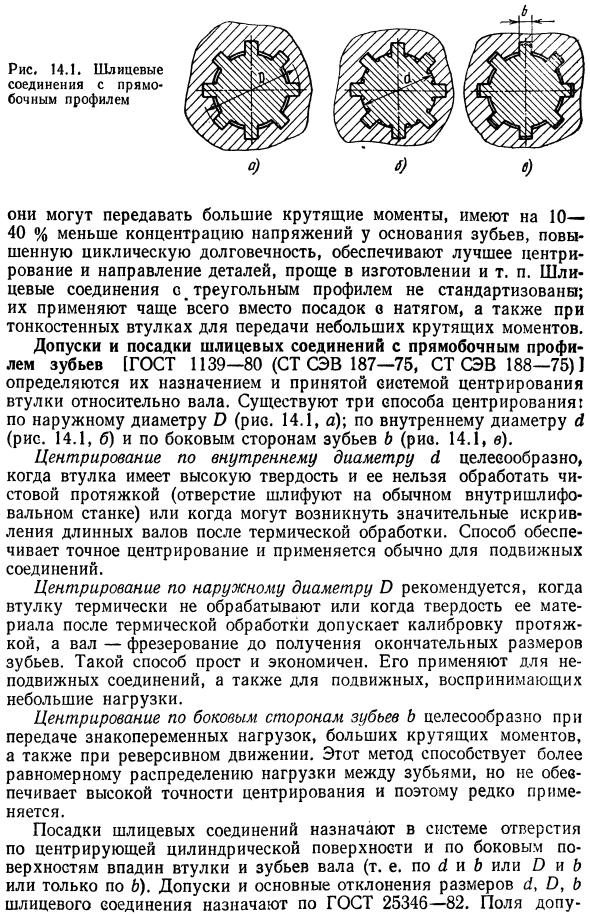
Пример символа соединения с числом зубьев r = 8, внутренним диаметром d = 36 мм, наружным диаметром O = 40 мм, шириной зуба 6 = 7 мм, подходит для центрирующего диаметра H7 e8 и размера НО91 Г8 с центром по внутреннему диаметру: -8 X36 Н7 е8X40 Н12 а11X 709 18; то же самое при размещении в центре Спецназ, з) и Рисунок 14.2. Профиль зуба эвольвентного сплайнового соединения: O-8 X 36 X 40H8 I7 X X 7P10 H9 в соответствии с наружным диаметром размера L P10 119 вдоль диаметра центра H8 L7; в то же время Центр стороны: b-8 x 36 x 40H12 a1.1 x 7O9 I8.
Метрологи совместно с технологами-технологами и конструкторами изделий участвуют в подборе средств измерений, разрабатывают заводские инструкции по подбору средств измерений и рекомендации по их оснащению. Людмила Фирмаль
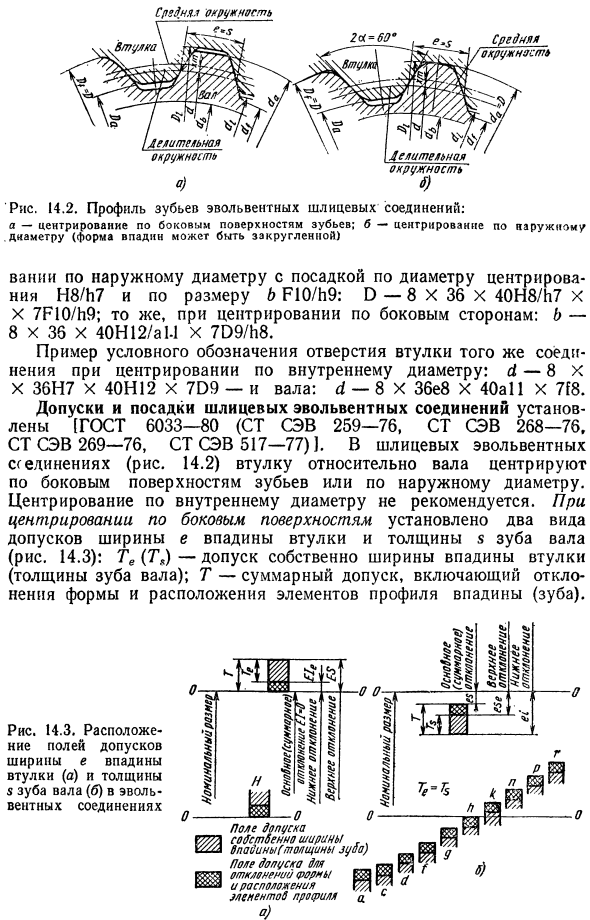
Примеры обозначений отверстий для рукавов с одинаковым соединением, центрированных по внутреннему диаметру: L-8 X X 36H7 X 40H12 X 709- и Вал: L-8 X 36e8 X 40a11 X7Г8 Установлен допуск и пригодность сплайновых эвольвентных соединений (ГОСТ 6033 80 (СТ СЭВ 259 76, СТ СЭВ 268 76. СТ СЭВ 269 76, СТ СЭВ 517 77)). в Ступица для шлицевого эвольвентного и шарнирного вала (рис. 14.2) находится со стороны зуба или в центре наружного диаметра. Центрирование по внутреннему диаметру не рекомендуется. Две допуски для ширины е, когда размещены в середине стороны Толщина полости втулки и зуба вала.
Допустимая допустимая ширина ширины втулки (толщина зуба вала); T-всего Допуск (зуб), включая отклонения в форме и положении элементов в профиле полости. Отклонения размера e и отсчитываются от общего номинального размера по дуге окружности основного тона. Для ширины полости гильзы e установлено одно основное отклонение H и точность 7, 9, 11, а для толщины зуба вала 10 Основные отклонения: a, c, b, 1, §, b, k, n, p, d (рис. 14.3, b) и степень точности 7 11. Соответствие поверхности зуба Доступно только с отверстиями.
Центрируя по внешнему диаметру, устанавливается двухрядное поле допусков для центрального диаметра окружности впадины втулки О. H7 для окружности 1-0 верхних зубьев вала La и nb для ya, b6, b6, §6, 17. H8 для ряда 2-я, pb, I6, 17 для да. Вслед за первой строкой Предпочитаю второе. Основные отклонения и допуски приведены в ГОСТ 25346 82. Это центрирование позволяет допуск ширины желоба.
Втулка: 9H или 11H, толщина зуба вала: 9b, 9§, 96, Po или 11a. Допуск нецентрирующего диаметра при центрировании вдоль боковой поверхности зуба берется таким образом, чтобы избежать контакта сустава Для этих диаметров. Обозначение шлицевого соединения вала и втулки должно включать номинальный диаметр соединения О. Модуль t, спецификация подгонки соединения (Поле допуска вала и отверстия), размер центрирующего элемента и стандартный номер.
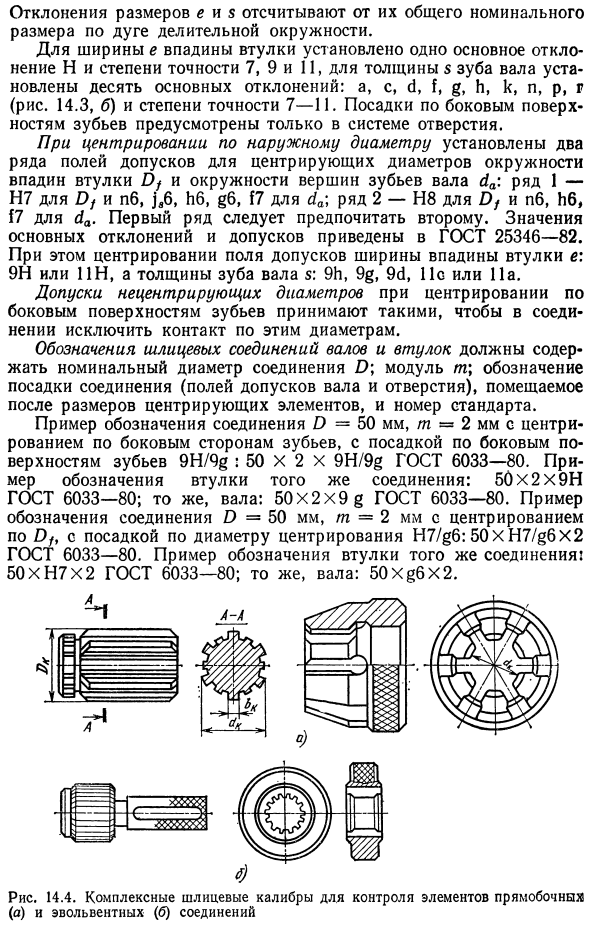
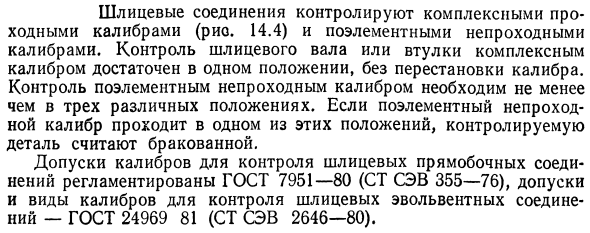
Пример спецификации соединения O = 50 мм, t = 2 мм, центрирование со стороны зуба, установка со стороны зуба 9H 9§: 50 X 2 X 9H 9§ ГОСТ 6033 80. Пример спецификации рукава с тем же соединением: 50x2x9H Сплайновые соединения контролируются сложными путевыми датчиками (Rio 14.4) и безэлементными непроходными датчиками. Сплайн-контроль В одном положении достаточно вала или втулки со сложным калибром без изменения калибра. Проверьте калибр для каждого элемента Требуется как минимум в 3 разных позициях.
Контролируется, если датчик, который не может пройти на элемент, проходит через любое из этих положений Товар считается дефектным. Допуск калибра для линейного контроля сплайнового соединения регулируется ГОСТ 7951 80 (СТ СЭВ 355 76), допуск и тип калибра.
Смотрите также:
