
Оглавление:

Методы и средства измерения и контроля зубчатых колес и передач
- Во время управления приемкой (окончательной) передачи устанавливается соответствие стандартам параметров в соответствии с назначением механизма. Оборудование для технического контроля используется в условиях цеха для контроля оборудования и координации оборудования для обработки зубчатых колес. Типы, основные параметры и стандарты точности для измерения цилиндрических зубчатых колес регламентируются ГОСТ 5368 81 (СТ СЭВ 1311 78), ГОСТ 8137 81, ГОСТ 10387 81 и др. 13,17.
Выбор набора параметров, необходимых для мониторинга, зависит от типа производства, точности колеса, его назначения, размера и других факторов. Всеобъемлющие индикаторы включают в себя максимальную ошибку движения колеса и передачи, ошибку цикла колеса и передачи, ошибку цикла частоты вращения зубчатой передачи, общий размер пятна контакта и гарантированный боковой зазор. Сложные вторичные индикаторы (например, измерение расстояния между центрами с двухпрофильным зацеплением) зависят от количества ошибок на отдельный элемент, но представляют собой только некоторые из основных ошибок.
Создание полученных единичных эталонов позволяет повысить точность передачи размеров этих единиц на нижние модельные измерительные приборы. Людмила Фирмаль
Допуски дифференцированного индикатора (например, кумулятивная ошибка на шаг) являются сложными индикаторами (такими как кинематическая точность). При выборе контролируемого набора параметров приоритет должен отдаваться методу управления, наиболее точно соответствующему условиям работы редуктора. Следовательно, устройство для контроля расстояния между измерительными центрами с одним профилем зацепления является предпочтительным по сравнению с устройством для мониторинга с двумя профилями зацеплений. Вместо того, чтобы управлять отдельными параметрами (такими как шаг), мониторинг в сочетании с измерительным колесом является предпочтительным.
В соответствии с принципом реверса удобнее выбрать ось рабочего вращения вместо внешней окружности в качестве непрерывного элемента зубчатой передачи и получить непрерывность (погрешность). Обкатка), а не дискретная (ошибка шага) информация, такая как отдельные точки. Пример схемы прибора для мониторинга сложных и дифференцированных показателей приведен в таблице. 13,1. Кинематическая погрешность зубчатых колес 1 и 6 в сетке с одним профилем контролируется, например, на стеклянных ободах 2 и 5 устройств с радиальным ходом с разделенной ценой 2 (схема I в таблице 13.1).
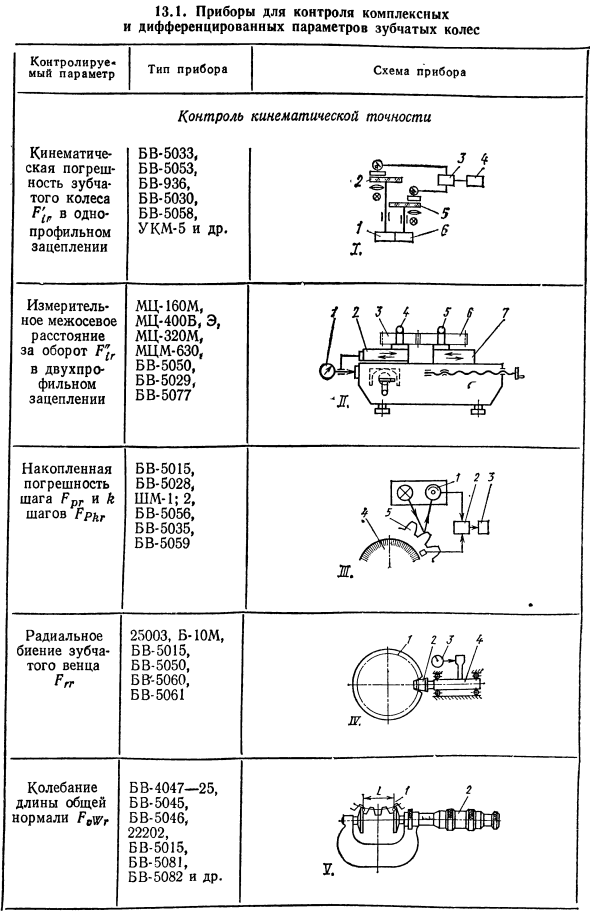
Перемещение штриха генерирует импульс тока в фотодиоде. Фазовый сдвиг импульса, вызванный кинематической ошибкой зубчатой пары и несоответствием вращения зубчатой передачи, определяется фазовым измерителем 3 и записывается регистратором 4. Такие устройства, как BV-5058, могут контролировать передачи диаметром 20-320 мм для внешних передач и 60-250 мм для внутренних передач. 13,1. Устройство для контроля сложных и дифференцированных параметров передач Тип устройства Кинематическая погрешность профиля зубчатой передачи БВ-5ОЗЗ, БВ-5053, БВ-936, БВ-5030, БВ-5058, УКМ-5 и др. Кинематическая точность.
Измерение зацепления двух профилей с межосевым расстоянием R, г на оборот МЦ-160М, МЦ-400В, Э, МЦ-320М, МЦМ-630, БВ-5050, БВ-5029, БВ-5077 RRRG BV-5015, BV-5028, кумулятивная ошибка шага ШМ-1, 2, B V-5056, BV-5035, BV-5059 Радиальное биение зубчатого зуба -Ргг25003, Б-ЮМ, БВ-5015, БВ-5050, БВ -5060, БВ-5061 Общее нормальное изменение длины P, № CTNTIG TIGTg, такой как BV-4047-25, BV-5045, BV-5046, 22202, BV-5015, BV-5081, BV-5082 Продолжение таблицы I. 13.1 Продолжение таблицы. 13,1 Продолжение таблицы. 13,1 mcge: to:; тип устройства около ……….. Ошибка формы и линии контакта Rkg Боковой зазор p Начальное смещение цепи Eng BV-5028 и другое оборудование SC 23500-23800 См.
Схему блока управления X , Отклонение таких как расстояние до центра измерения МЦ-160М. Отклонение средней длины общей нормальной линии Ei t (B C-4047-25 и т. Д. Отклонение толщины зуба E BV-5016k, BV-5017K, ШЗ-18, ШЗ-36, ЗИМ-16 и др. T51 1 Относительно простой прибор для измерения межцентровых расстояний на оборот за один оборот с двухпрофильным зацеплением (схема II, таблица 13.1). Эти устройства оснащены оправками 4 и 5, на которых установлены управляемая шестерня 6 и три примерных шестерни. Оправка 5 размещена на неподвижной каретке 7, и ее положение может изменяться только при регулировке до желаемого межосевого расстояния.
Оправка 4 расположена на подвижной каретке 2, а подвижная каретка 2 прижимается пружиной, и зубчатые пары 3-6 всегда находятся в тесном контакте с обеими сторонами профиля зуба. Межосевое расстояние измерения изменяется при вращении зубчатой пары из-за неточностей изготовления. Это исправлено считывателем или записывающим устройством 1. Шаги и накопленная ошибка шагов могут отслеживаться на устройстве (Exchema III в Таблице 13.1).
Когда шестерня 5 вращается непрерывно, круговой фотоэлектрический преобразователь 4, установленный на одной оси вокруг измерительного колеса, и импульсный преобразователь 1 от линейного фотоэлектрического элемента, выдают командный импульс в определенном положении зубьев ( Максимальный отраженный поток). Когда появляется командный импульс, регистратор 3 исправляет ординату ошибки шага колеса. Устройства типа BV-5059 могут управлять колесами диаметром от 5 до 200 мм с модулями 0,2 мм и более.
Радиальное биение зубчатого колеса 1 контролируется биением (схема IV в таблице 13.1) с модульным профильным наконечником 2 с коническим углом 40 ° для управления внешним зубчатым колесом (наконечник для управления внутренним зубчатым колесом) Сферический.) Разница в положении наконечника, определяемая с помощью каретки 4 и индикатора 3, характеризует биение зубчатого колеса. Вибрация длины нормального нормального L контролируется устройством с параллельными чипами и двумя чипами с эталонным вернье, микрометром 2 или индикаторным устройством в зависимости от требуемой точности.
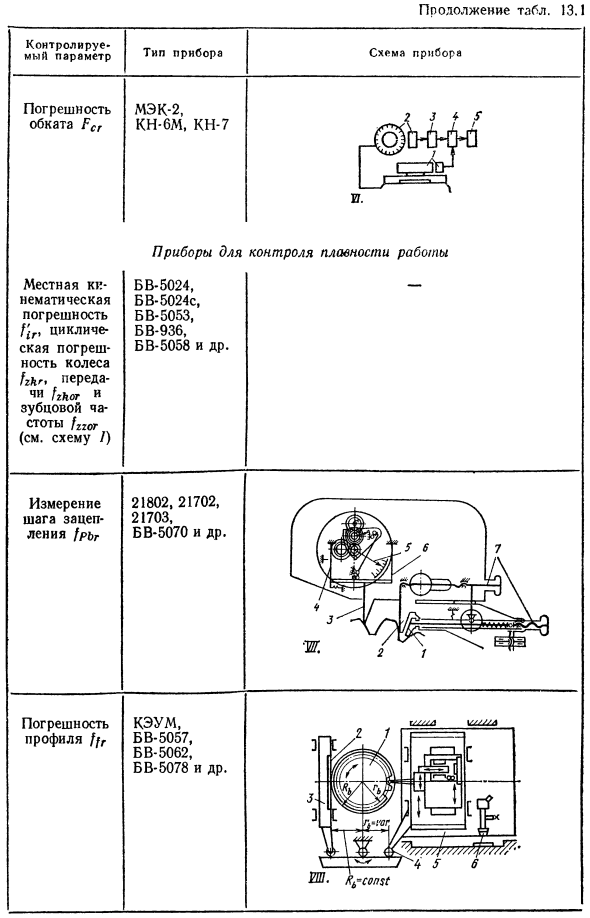
Обычный манометр с индикатором (схема V в таблице 13.1) имеет измерительный наконечник в форме тарелки, вставленный в углубление зубца колеса 1. Общей особенностью, которая контролирует длину нормали, является то, что колесо не нужно фиксировать вдоль оси. Ошибки проникновения обычно обнаруживаются кинематографическими датчиками. Это создает расхождения в движении заготовки режущего инструмента (фрезы) и зубчатого колеса (верстака) во время формирования зубчатого колеса.
- Следовательно, в зубофрезерном станке (схема VI в таблице 13.1) преобразователь 1 выдает импульс, характеризующий угловое положение стола станка, а преобразователь 2 выдает импульс, характеризующий положение шпинделя. Блок 3 помогает масштабировать импульс высокоскоростной линии 2 до шкалы низкоскоростной линии 1 станка. После сравнения импульсов с устройством 4 разность фаз пропорциональна угловой ошибке Положение шпинделя относительно стола станка записывается регистратором 5.
Гладкость зубчатой передачи, особенно путем измерения гармонических составляющих с помощью автоматических анализаторов, контроля локальных ошибок движения оборудования, циклических погрешностей колес и трансмиссии, частоты зубчатой передачи для измерения кинематической точности Может быть обнаружен. Управляйте шагом сетки, ошибкой профиля и отклонением шага, используя поэлементные методы. Шаг зацепления контролируется верхним шагомером (схема VII в таблице 13.1) с тангенциальными наконечниками 2 и 3 и дополнительным (поддерживающим) наконечником.
Уровень взаимозаменяемости производства характеризуется коэффициентом взаимозаменяемости, равным отношению трудоемкости изготовления взаимозаменяемых деталей и деталей к трудоемкости изготовления изделий. Людмила Фирмаль
Измерительный наконечник 3 подвешен на листовых рессорах 4 и 6. При управлении зубчатым колесом движение измерительного наконечника фиксируется встроенным считывателем 5. Во время настройки вы можете использовать винты 7, чтобы изменить положение наконечников 1 и 2. Ошибки профиля обнаруживаются с помощью эвольвентного измерителя, а теоретическая эвольвента, воспроизводимая устройством, сравнивается с фактической эвольвентой контролируемого зуба. В приборе типа BV-5062 (схема VIII в таблице 13.1) теоретическая эвольвента воспроизводится сектором модели 1 на той же оси, что и колесо управления.
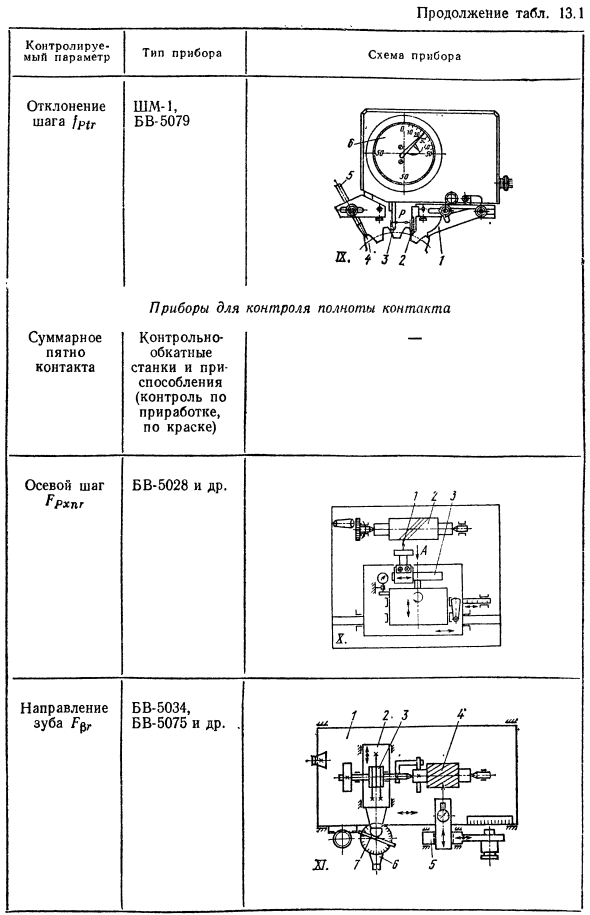
Каретка 3 используется в качестве врезной линейки, соединенной с сектором лентой 2, закрывающей обе стороны, и радиус основной окружности изменяется во время регулировки путем изменения положения упора 4 на измерительной каретке 5. Круг. Устройство верхнего уровня используется для измерения отклонения шага от среднего значения колеса (схема IX в таблице 13.1), а шаг P определяется как расстояние между чипами базы 2 и измерения 3. С помощью измерительного колеса 4 устройство крепится к упорным наконечникам 1 и 5.
При измерении сравните все значения шага с начальным шагом, измеренным по шкале головки 6. Размер пятна контакта определяется по отметке приработки после определенного периода работы трансмиссии на управляющем станке и устройстве прокатки или по следу краски, оставляющему след на колесной паре. Используйте поэлементные методы для измерения осевых шагов вдоль нормалей, отклонений направления зубьев, формы линии контакта и ошибок положения и многого другого. Следовательно, устройство BV-5028 (схема X в таблице 13.1) может контролировать несколько параметров передачи: отклонение линии контакта, шаг по оси, ошибку по шагу.
Каретка с измерительным наконечником 1, предварительно смонтированным под углом линии соприкосновения, перемещается вдоль направляющей 3. При скоординированном движении каретки и контролируемом вращении шестерни 2 микросхема 1 воспринимает прямолинейность и отклонение от направления этой линии, записанные записывающим устройством. Отклонение осевого шага определяется по измерительному наконечнику Он достигает максимума, когда последний перпендикулярен спирали. Вращение зубчатого колеса на шаге оси осуществляется с помощью микроскопа на оптическом диске.
При измерении отклонений от направления зубьев цилиндрического зубчатого колеса на устройстве с кареткой с точной продольной направляющей измерительный наконечник перемещается вдоль оси измерительного колеса. При проверке винтового колеса проверенное колесо 4, подобное спиральной линии, воспроизводится на устройстве в результате вращения колеса и продольного перемещения измерительного блока или спидометра BV-5034 (схема XI, таблица 13.1). В то же время вертикальное движение стола 1 сравнивается с фактическим эволютой. Регулировка поступательного и вращательного движения колеса обеспечивается с помощью трех лент, охватывающих линейку наклона и шпиндель.
Оба конца ленты закреплены на горизонтальной каретке 2. Измерительный блок 5, прикрепленный к станине, может быть настроен на требуемые параметры зубчатого колеса. Микроскоп 6 может точно установить линейку 7 под заданным углом. Боковой зазор между поврежденными зубчатыми профилями собранного зубчатого колеса можно регулировать с помощью набора зондов, с помощью проводов, встроенных между зубьями, или с помощью метода люфта. В последнем случае одно из зубчатых колес вращается медленно, второе зубчатое колесо подвергается высокочастотным колебаниям, а его амплитуда характеризует боковой зазор.
В реальной передаче, когда исходный режущий контур перемещается к зубьям колеса, в результате более тонких зубьев образуется боковой зазор. Это смещение измеряется с помощью тангенциального вмятины (схема XII, таблица 13.1) с двумя базовыми датчиками 1 и 2, измерительным наконечником 3 и устройством отображения 4. Перед измерением датчик зуба настраивается на данный модуль с помощью ролика с расчетным диаметром. С помощью тангенциального вмятины контролируется положение постоянного кода aa относительно выступа bb, а с помощью краевого дентометра толщина зуба e измеряется на заранее определенном расстоянии A от линии выступа e (Рисунок XIII в таблице 13.1).
Эти измерители зуба имеют устройства вернирного, микрометрического или индикаторного считывания. У штангенциркуля, определенного кода, то есть необходимого положения регулировочной челюсти 4 Настройка устанавливается с помощью запасного суппорта 1-2, а измерение кода выполняется с использованием запасного суппорта 6-6 путем введения измерительных наконечников 3 и 5 в углубление зубчатого венца.
Существуют различные инструменты для мониторинга цилиндрических (s), конических (k) и червячных (O). Червячные (2) и другие (K) мольбертные колеса (8) и рейдовые (M) типы, разделенные на три группы по классу точности: A, AB и B. Полуавтоматическая и автоматическая приборная экранная оптика, цифровое считывание, запись результатов измерений, механическая обработка результатов, управление процессом и т. Д.
Смотрите также:
| Допуски зубчатых конических передач | Допуски и посадки шпоночных соединений |
| Допуски червячных цилиндрических передач | Допуски и посадки шлицевых соединений |
