
Оглавление:

Допуски метрических резьб. Посадки с зазором
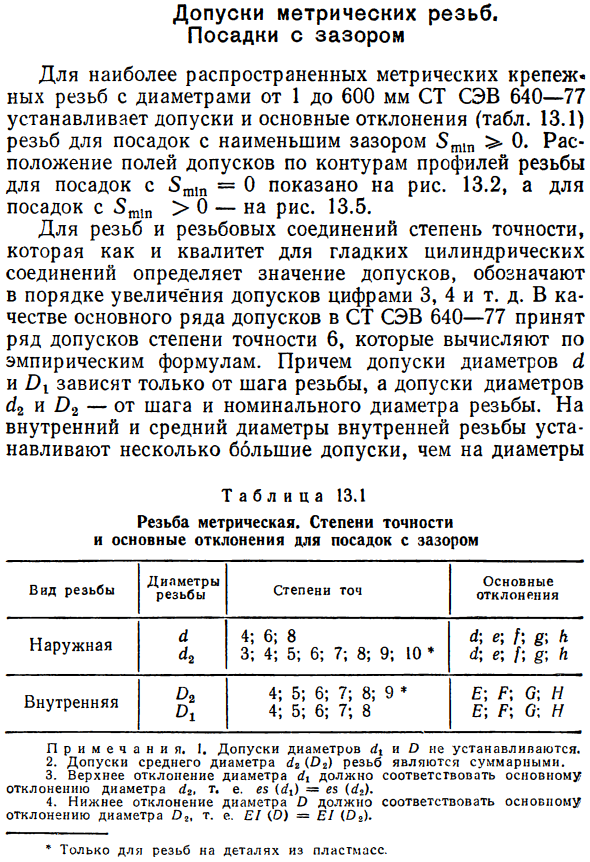
- Для наиболее распространённых метрических креплений винтов диаметром от 1 до 600 мм ST SEV 640-77 устанавливает допуски и основы. Отклонение резьбы фитингов с минимальным зазором 5t1p (Таблица 13.1) 0. Положение поля допуска вдоль контура профиля резьбы фитинга. На рисунке показан случай, когда 5a1n 0. 13.2, а для посадок с 5t1n 0 — рисунок 13.5.
Для винтовых и резьбовых соединений точность определяет допуск, а также качество гладкого цилиндрического соединения, В качестве основного набора допусков для ST SEV 640-77 принимаются следующие допуски: Точность рассчитывается по эмпирической формуле 6. Также допуск на диаметр. И Ох зависит только от шага резьбы и допусков диаметра И от шага O2-резьбы и номинального диаметра. Устанавливает немного большие допуски на внутренний и средний диаметры внутренней резьбы по диаметру . Метрика потоков. Точность и принципиальное отклонение клиренса при посадке. Примечание 2 Допуск 3.
Измерительный прибор с наведением требует обязательного вмешательства человека, при котором движение определенных частей или выбор мер позволит достичь определенного эффекта. Людмила Фирмаль
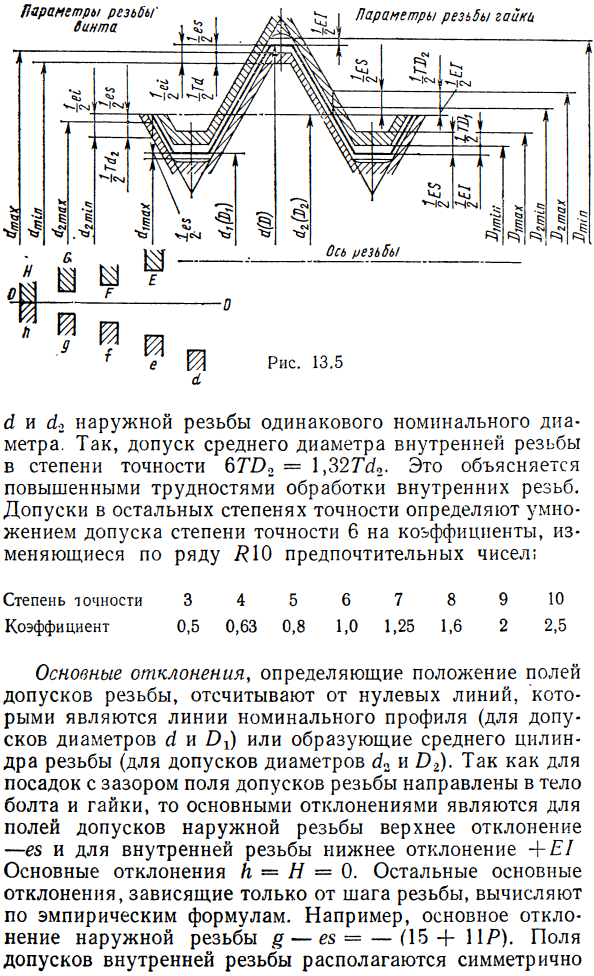
Верхнее предельное отклонение от диаметра. 1. Допуск диаметра L и O не установлен. средняя Диаметр резьбы A, (Og) является суммой, развальцовка диаметром d должна соответствовать основной Главная особенность ах. То есть E1 (O) = E1 (O). Только Th и d2 наружной резьбы одинакового номинального диаметра. Следовательно, допуск среднего диаметра внутренней резьбы в степени точности составляет 6TT 2 = 1,372%. Это потому, что стало трудно обрабатывать женские нити.
Оставшаяся погрешность точности определяется путём умножения погрешности Точность 6 градусов с серией коэффициентов, которые варьируются в зависимости от приоритетного числа 7 10: Точность 3456789 10 Коэффициент 0,5 0,63 0,8 1,0 1,25 1,6 2 2,5 Основные отклонения, которые определяют положение поля допуска резьбы, отсчитываются от нулевого профиля. Это линия номинального профиля.
(Допуск на диаметр (1 и P0 или формирование цилиндра с промежуточной резьбой (для диаметра L и P2). Для посадки с зазором поля) Допуск резьбы направлен на корпус болта и гайки, основное отклонение — на поле допуска наружной резьбы, верхнее отклонение Для внутренних резьб: низкое отклонение + основное отклонение E1 H = N-0. Оставшееся основное отклонение зависит только от шага резьбы, Рассчитано по эмпирической формуле. Например, основное отклонение внешней резьбы §-ev = — (15 + 11P). Поле допуска внутренней резьбы Это симметричное Метрическая резьба.
Поле допуска на посадку с зазором, установленным по классу точности и группе длины водителя Только резьба с шагом P 0,8 мм. Применимо, когда P 0,8 мм Таким образом, поле допуска внешней резьбы противоположно, в то время как основное отклонение внутренней резьбы равно основному отклонению внешней резьбы Войти. Таким образом, основное отклонение внутренней резьбы составляет 6E = + e, второе предельное отклонение (нижний предел -e1, верхний предел — верхний предел для внешних резьб) Внутренняя резьба + E5) рассчитывается по уравнениям (4.7) и (4.8).
Верхний предел отклонения внутреннего диаметра наружной резьбы является основным отклонением диаметра 12. Нижнее отклонение наружного диаметра Внутренние нити равны Основное отклонение диаметра O2. Второе предельное отклонение диаметров d и O2 не установлено. Точность этих диаметров определяется. Прецизионный резьбонарезной инструмент. Основное отклонение внутренней резьбы E и P используется при значительной толщине защитного покрытия.
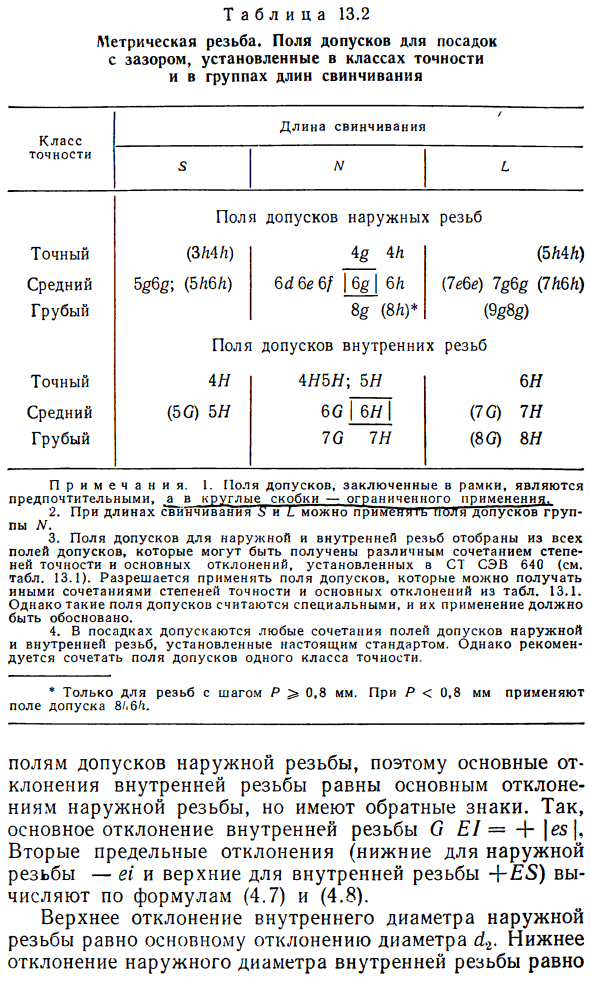
Поля допуска наружной и внутренней резьбы, установленные для формирования посадочной площадки с зазором с помощью ST SEV 640-77, распределяются с учётом длины Конфигурация по классу точности (Таблица 13.2). Поля допусков диаметра отдельной резьбы обозначены цифрой, указывающей степень точности. Буква присваивается главному отклонению. Например, запись 6 означает поле допуска в вольтах с точностью до 7 и базовое отклонение 7-поля Погрешность гайки степень точности 7, отклонение Н. Задание поля допуска резьбы состоит из указания поля допуска среднего диаметра.
(Всегда первым) и укажите поле допуска для наружного диаметра наружной или наружной резьбы — для наружных резьб. Например Обозначение 7L6 означает, что поле допуска принимается. 7L — это d, а 6§ — это d. Если для обоих диаметров резьбы установлено одинаковое поле допуска, Символы не повторяют буквы. Например, запись 7H означает, что одно и то же поле установлено для гаек диаметром O2 и O) Толерантность. Длина макияжа характеризуется отношением длины макияжа к шагу нити. По мере увеличения длины макияжа становится все труднее ST STV 640-77 и т.д.
- Для учёта влияния длины подпитки на точность соединения резьбы и заданные свойства. Поле допуска и выбор поля подгонки. Стандарты CMEA подразделяют длину макияжа на три группы: маленькая 5, нормальная N, большая b. Поток допуска, когда не применяется резервирование Если длина макияжа меньше нормальной, это будет максимальная длина N нормального макияжа или длина всей нити. Для завинчивания 5 или b длины Длина макияжа указана в технических требованиях или обозначении резьбы.
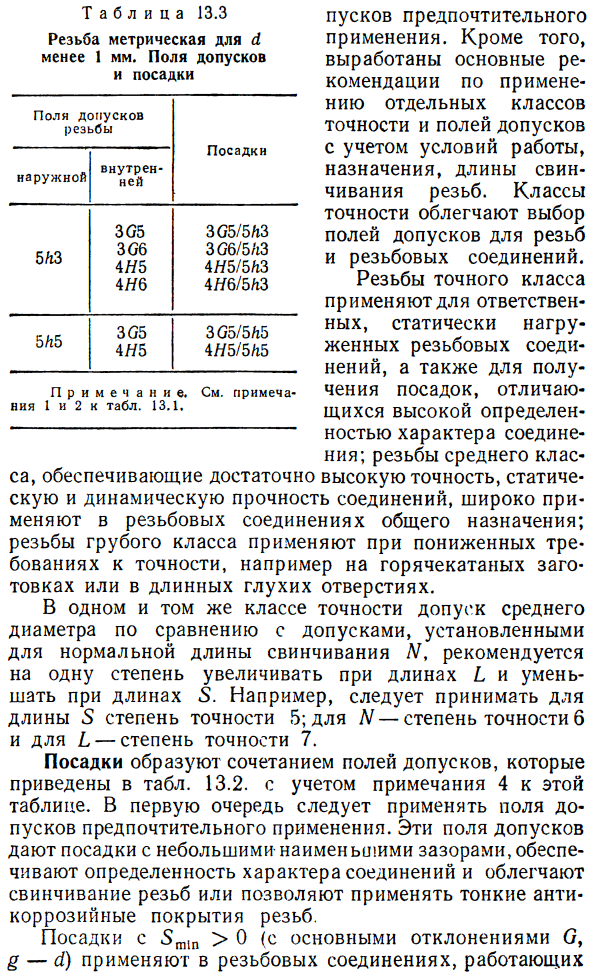
Например, М12-7 гбч.30 (длина макияжа 30 (мм). СТ SEV 640-77 установил три класса точности в дополнение к точности: точный, средний и грубый. Основано на опыте работы с потоками Каждый класс точности содержит определённые поля допуска (см. Таблицу 13.2). Таблица 13.3 Метрическая резьба, когда меньше 1 меньше 1 мм. Допуски и посадочные площадки Запустить приоритетное приложение. Кроме того, ключевые рекомендации по применению определенных классов точности и полей допусков: Учитывайте условия работы, назначение и длину резьбы. Классы точности облегчают выбор приемлемых полей для потоков и соединений потоков.
Если смещение центра группировки и размер комбинированных деталей имеют одинаковую кривую распределения, например, соответствующую закону Гаусса, то смещение собранных деталей в одной группе будет равным. Людмила Фирмаль
Тонкая нить, Используется для резьбовых соединений критической статической нагрузки, используется для получения посадок, характеризующихся высокой степенью достоверности Природа связи. Резьба промежуточного класса, обеспечивающая достаточно высокую точность соединений, статическую и динамическую прочность Широко используется в резьбовых соединениях общего назначения. Грубые нити используются с более низкими требованиями к точности.
Например, Горячекатаная заготовка или длинное глухое отверстие Допуск среднего диаметра по сравнению с допуском, установленным для нормальной длины длины N в том же классе точности. Рекомендуется увеличивать один раз для длины b и уменьшать для длины 5. Например, для длины 5 должна использоваться точность 5. Точность 6 для N, точность 7 для b. Посадка образует комбинацию полей допуска. Это показано в таблице. 13,2.
Следуйте примечанию 4 в этой таблице. Прежде всего Примените предпочтительные поля допуска приложения. Эти поля допусков обеспечивают и обеспечивают небольшой минимальный посадочный промежуток Обеспечивает характер соединения и облегчает завинчивание винта или позволяет использовать тонкое антикоррозионное покрытие на винте. Используется при посадке 5t1n 0 (основное отклонение O, §-s.) Резьбовые соединения Женский винт Рисунок 13.6 Сделать макияж сложным При высоких температурах для облегчения сборки и разборки или для повышения усталостной прочности резьбовых соединений.
Посадка при 5т Р = 0 (с Основные отклонения H и d) обеспечивают высокую степень достоверности характера соединения и повышение точности центрирования, Он является составной частью и не может использоваться для пряжи с антикоррозийным покрытием. Поля допуска с точностью 7 и 8 используются фиксированные Соединения высокой и средней точности. Точность 6 поле допуска, высокая статическая нагрузка и высокая Требования к плотности и короткой длине сборки (производство дизелей и приборов, прецизионное оборудование, пневматика) Car).
Допуски уровня точности 4 используются для критических деталей, плотно прилегающих соединений и точных винтовых механизмов. Резьбовые соединения обозначаются дробями: в числителе, допуск гайки, в знаменателе, допуск болта, например, M12-6Ya 6ya. Метрическая резьба диаметром менее 1 мм. В СТ СЭВ 837-78 точность (3, 4, 5, 6) основная Отклонение d и d2 d, O и D2 I и O, а также специальное отклонение Внутренняя резьба и посадка (Таблица 13.3). Легенда о поле допуска метрической резьбы, если d меньше 1 мм Поле допуска ck (O2), то точность диаметра выступа, т. Е. (O.
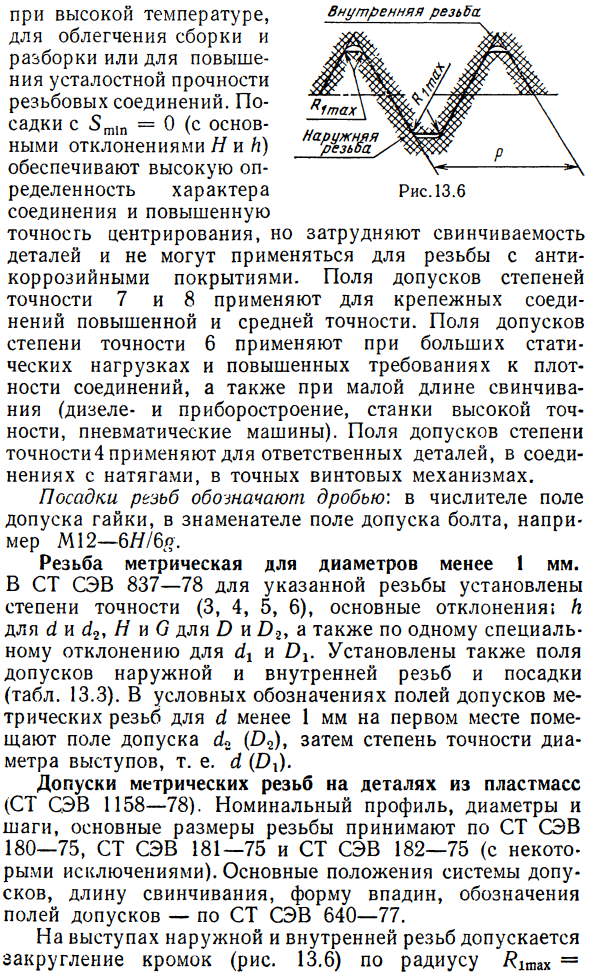
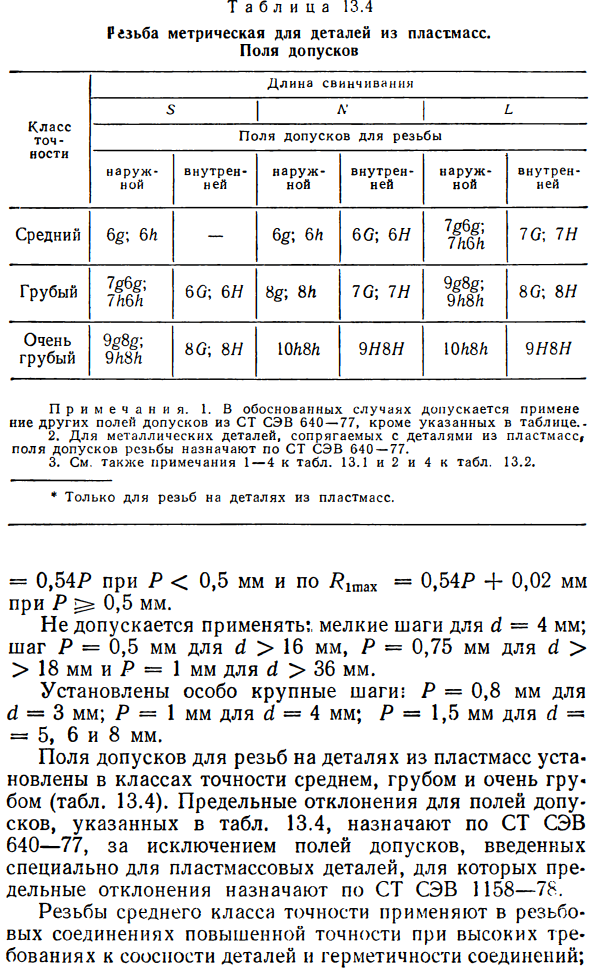
Метрический допуск резьбы для пластиковых деталей (СТ СЭВ 1158-78). Номинальный профиль, диаметр и шаг, основные размеры резьбы ST SEV 180-75, ST SEV 181-75 и ST SEV 182-75 (за некоторыми исключениями). Основные правила системы толерантности, длины и формы макияжа Корыто, спецификация поля допуска — согласно СТ СЭВ 640-77. Допускается закругление краев на выступах с наружной и внутренней резьбой (рис. 13.6). Особенно большой шаг был установлен.
Если P = 0,8 мм, a = 3 мм, 4 = 4 мм, P = 1 мм.P = 1,5 мм (для s1) — Винтовые соединения класса грубой точности и легкие нагрузки класса точности грубой точности, Изготовлен из пластика или металла и пластиковых деталей. Максимальное отклонение резьбы для пластиковых деталей установлено на I = 20 C и относительной влажности 65%. Приложение к ГОСТу Рекомендации в 11709 71 касаются выбора точности и шага резьбы и определения достижимой точности резьбы.
Смотрите также:
Примеры решение задач по допускам и посадкам
| Допуски зубчатых конических передач | Допуски размеров, входящих в размерные цепи |
| Допуски размеров, входящих в размерные цепи | Допуски трапецеидальных и упорных резьб |
