
Оглавление:

Допуски трапецеидальных и упорных резьб
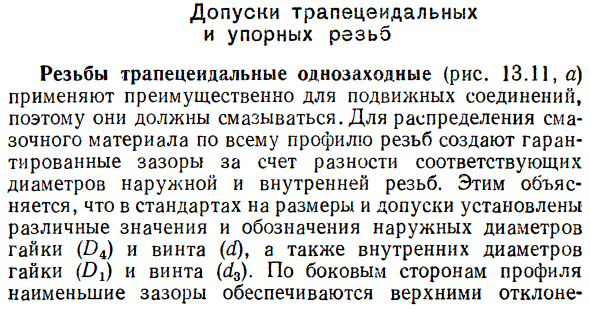
- Винты трапециевидного типа с одним пуском (рис. 13.11, а) в основном используются для подвижных соединений и должны быть смазаны. Из-за распределения смазки по всему профилю резьбы, наружный диаметр и внутренняя резьба. Это объясняет, что размеры и допуски устанавливают разные значения и обозначение наружного диаметра гайки (O4) и винт (f, внутренний диаметр гайки (P1) и номер винта). По обеим сторонам профиля минимальный зазор обеспечивается сверху Отклонение.
Легко нагруженные кинематические реверсивные соединения или фиксированные, редко регулируемые соединения и другие случаи Трапецеидальные винтовые соединения используются с минимальным зазором на стороне профиля, равным нулю (поля допуска H и L). На рисунке показано расположение полей допуска гайки и винта. 13.11, а. СТ СЭВ 836-78 устанавливает основное отклонение диаметра резьбы (рис. 13.11, b, c, d), точность диаметров d-4 и 6 (последняя используется только для винтов, изготовленных прокаткой), T 1-4.
При заданном значении амплитуды остроугольного импульса триггер уровня начинает вырабатывать прямоугольный импульс напряжения, который после усиления включает управляющее реле электромагнита исполнительного механизма. Людмила Фирмаль
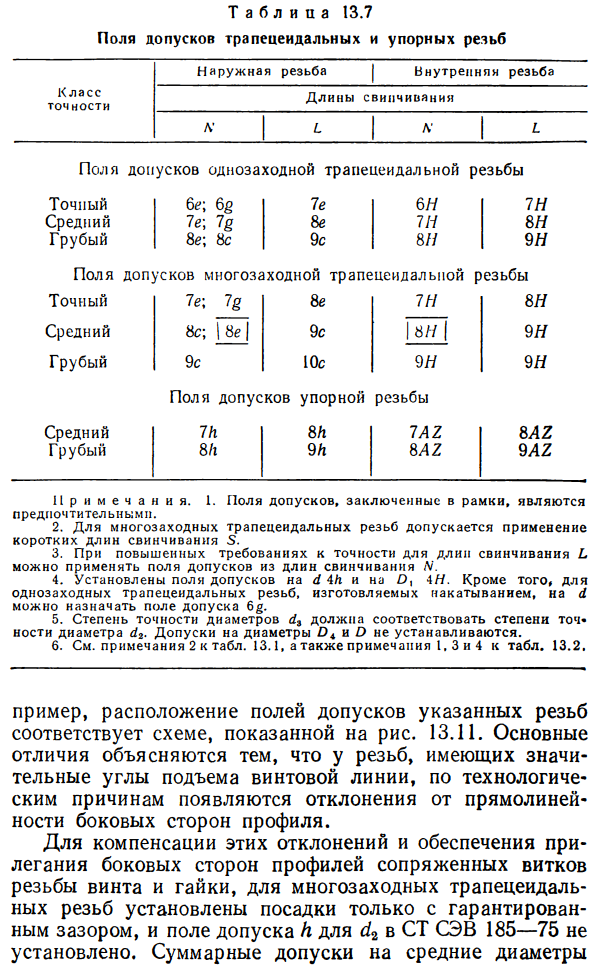
Для y2 d3 и -6, 7, 8 и 9, две группы длины макияжа (нормальный N и большой I.), класс точности (точный средний и грубый) и рекомендуемые поля Допуск (Таблица 13.7). Максимальное отклонение получается согласно таблице СТ СЭВ 836-78. Отклонение верхнего предела из-за O не установлено стандартом. Используя пример спецификации резьбы d = 40 мм, рассмотрите правила определения поля допуска и посадки для трапециевидной резьбы с одним входом. P = 6 мм, поле допуска O2 7H и y2 7e: для винта Tg 40X6-7e; для посадки гаек Tg 40X6-7 7; Tg 40X6-1NPe.
Длина макияжа Укажите в соответствии с правилами, указанными при указании метрических потоков. Универсальный многопоточный трапецеидальный винтовой допуск (СТ СЭВ 185-75). Система допусков для одиночных и многозаходных трапецеидальных винтов Это похоже. на Таблица 13.7 Поле допусков для трапециевидных и упорных винтов. Одноразовый трапецеидальный винтовой допуск. В качестве примера, расположение поля допуска показанной резьбы соответствует схеме, показанной на рисунке 1.11 13.
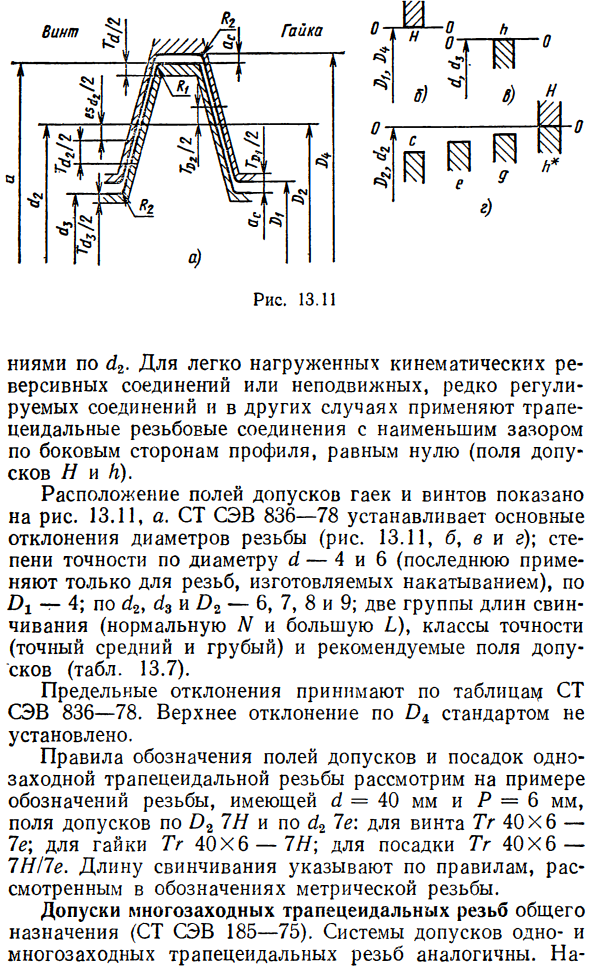
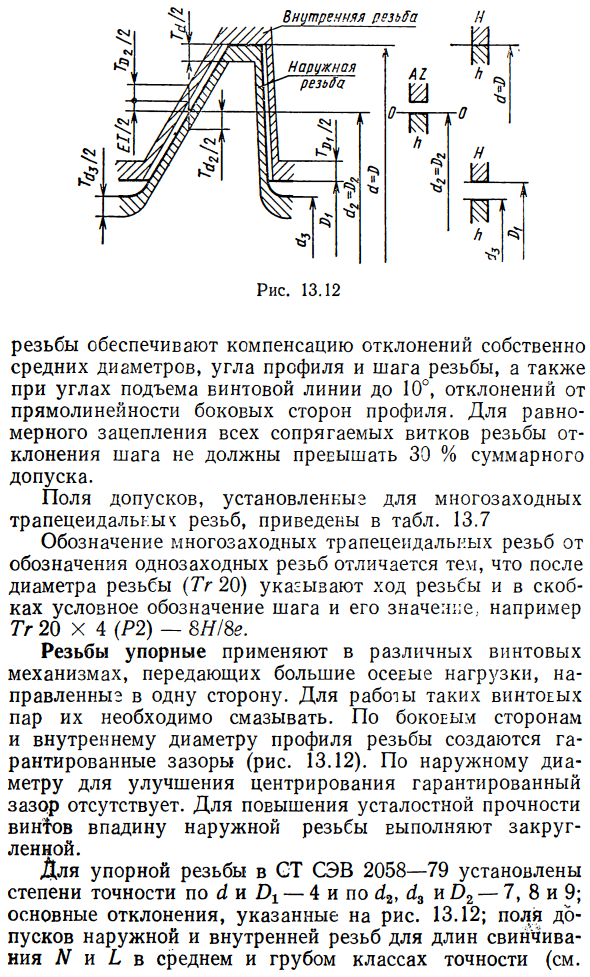
- Основные различия обусловлены следующими фактами: По техническим причинам резьбы со значительным углом наклона спирали отклоняются от прямолинейности сторон Профиль. Для того, чтобы компенсировать эти отклонения, а также в случае многозапуска, обеспечить соответствие профиля профиля резьбы, в котором зацепляются винт и гайка. Трапецеидальные винты имеют только гарантированные зазоры, поле допуска w2 для ST SEV 185-75 не установлено. общая сумма Допуск среднего диаметра Рис.12 13.
Резьбы обеспечивают компенсацию фактического среднего диаметра, угла профиля, отклонения шага резьбы и высоты спирали 10, отклонение от прямолинейности сторон профиля. Сдвиг шага необходим для равномерного зацепления всех сопряженных винтов Превышает 30% от общего допуска. В таблице приведены допустимые поля, установленные для трапецеидального мультистарта для потоков. 13,7 Обозначение многозаходного трапецеидального винта отличается от обозначения однозаходного винта после указания диаметра резьбы (Tg 20).
Независимо от способа записи в числителе или на первом месте-в знаменателе или на втором месте линия, в которой помещается символ поля входного отверстия-в центре вала. Людмила Фирмаль
Ход выполнения потока и символ шага в скобках и их значения, например 20 x 4 (2) -8 8е. Упорные винты используются в различных винтовых механизмах, которые передают большие осевые нагрузки, направленные в одном направлении. такой Винтовые пары должны быть смазаны. Гарантированный зазор создаётся на боковом и внутреннем диаметре профиля резьбы (Рисунок 13.12). Не существует гарантированного зазора на наружном диаметре для улучшения центрирования. Внешняя полость для увеличения усталостной прочности винта Нить бегает.
Для упрямой резьбы ST SEV 2058-79, I-й и 4, а я и O2-7,8, и 9 точности устанавливаются. Ключевые отклонения показаны на рисунке 12 13; Поле допуска для наружной и внутренней резьбы для навинчивания длин N и L среднего и грубого классов точности (см. Tab. 13,7). Допуски и предельные отклонения получены согласно таблице в СТ СЭВ 2058-79. Спецификация постоянных нитей и фитингов следует общим правилам, но использует букву 5 вместо буквы M или Tg. Резьба, например, 5 80 X 10-7A2 7L. См. Руководства 1, 41 для допусков на резьбу других типов (трубы, дюймы и т. д.).
Смотрите также:
Примеры решение задач по допускам и посадкам
