
Оглавление:

Методы и средства контроля и измерения углов и конусов
- Контроль и измерение углов и конусов выполняется с использованием строгих примерных измерений, тригонометрии и абсолютных методов. К жестким примерным шкалам относятся угловые шкалы (плитки и многогранники), квадраты, узоры и калибр. Измерения угловых призм используются для хранения и переноса единиц измерения плоских углов.
Они используются, чтобы проверить образец и угловой размер различных продуктов. Для градуировки гониометра и прямого измерения. Угловые измерения, предназначенные для проверки гониометров и измерений движения, называются образцами.
В процессе сборки и эксплуатации детали неизбежны сглаживание микротрещин, морщин и износ, что приводит к дополнительным отклонениям в размерах и форме детали. Людмила Фирмаль
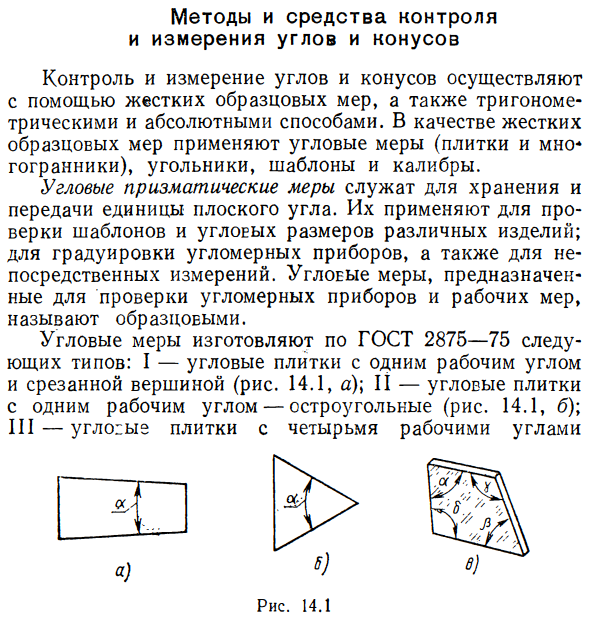
Защита углов выполняется по следующим видам ГОСТ 2875-75: I-1 Угловая плитка с одним рабочим углом и обрезанным верхом (рис. 14.1, а). II-угловая плитка с одним рабочим углом — острый угол (рис. 14.1, б); III — угловая плитка с четырьмя рабочими углами Рисунок 14.2. (Рис. 14.1, в); IV-шестиугольная призма с неравномерным угловым шагом. V-многогранная призма с равномерным угловым шагом (8 и 12 граней). Угловые меры создаются в виде набора плиток толщиной 5 мм, так что блок 10-90 состоит из трёх мер.
В зависимости от отклонения фактического значения рабочего угла от номинального значения и отклонения плоскостности измерительной поверхности измерения угла производятся в трёх классах точности (0, 1, 2). В зависимости от точности сертификации угловой точности для плиток первого класса 10 и второго класса 30, примерные измерения углов делятся на четыре категории (1, 2, 3, 4). Предельная погрешность при сертификации рабочего угла не должна превышать измеренное значение первой категории 0,5, а второй 1.
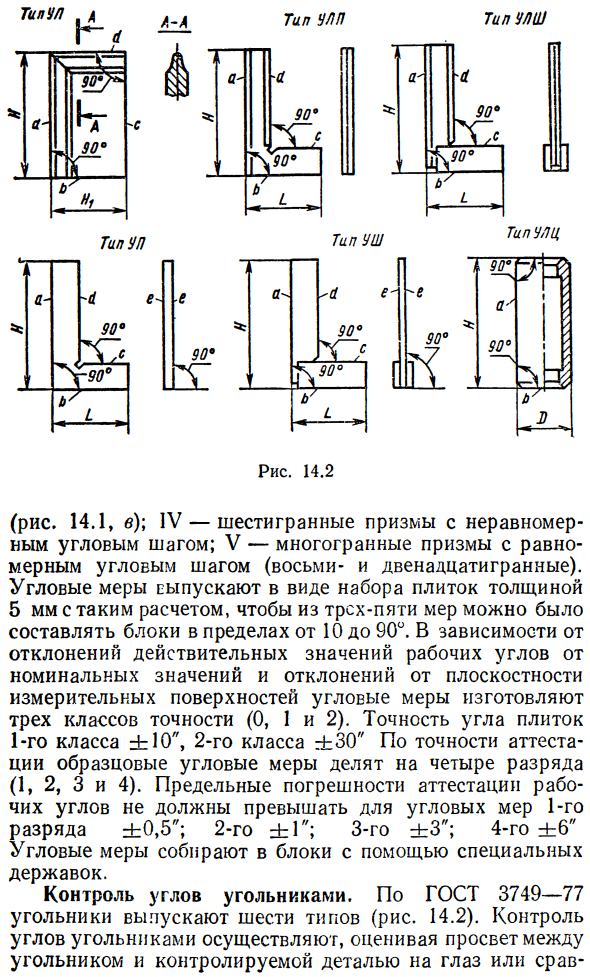
Третий угол 3 дюйма; четвертый угол 6 дюймов собираются в блоки с использованием специальных держателей. Контроль угла по углу. Согласно ГОСТ 3749-77, квадраты генерируют шесть типов (рисунок 14.2). Угол контролируется квадратом и зазором между квадратом и контролируемым Используйте разрез модели, созданный с использованием окончательного измерения длины и линейки.
При использовании больших квадратов зазор оценивается с помощью зонда, используя следующую зависимость для расчёта углового отклонения. Угол на длине 200 мм даёт просвет 1 мкм. Ошибка проверки угла Рисунок 14.3 С помощью квадрата это зависит от ошибки самого квадрата, длины стороны угла, где производится проверка, и других факторов. Триангуляция угла или косвенное измерение приводит к измерению отрезка прямой линии, после которого треугольное соотношение определяет желаемый угол.
- Используется специальное оборудование и измерительные приборы различных конструкций и концевых мер, линейки и контрольные шайбы и шишки. В современной технике часто необходимо контролировать прямые углы с допусками в несколько минут. Не обеспечивает оценку отклонения угла просвета Точно определяет угол наклона и сильно зависит от опыта работы контроллера.
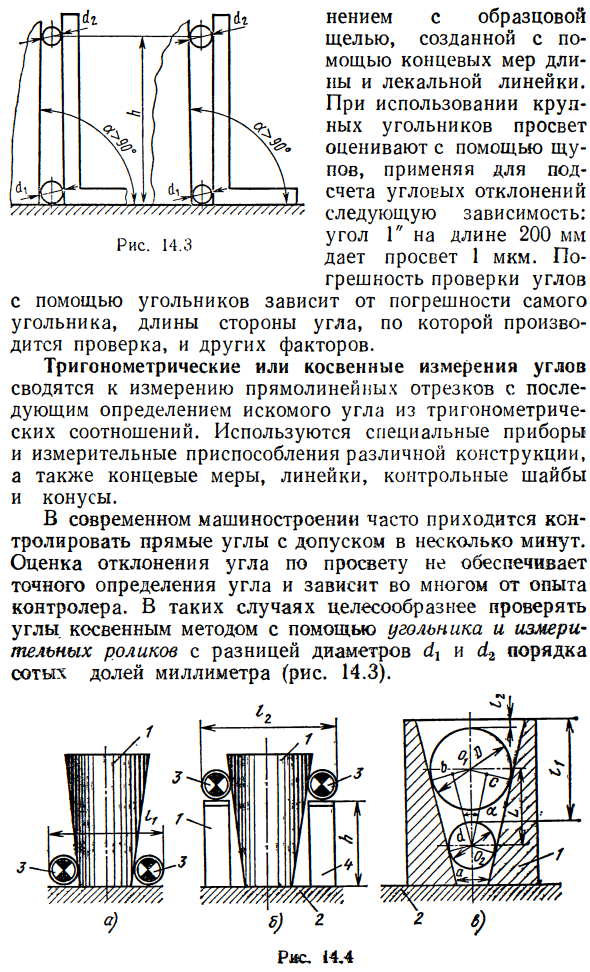
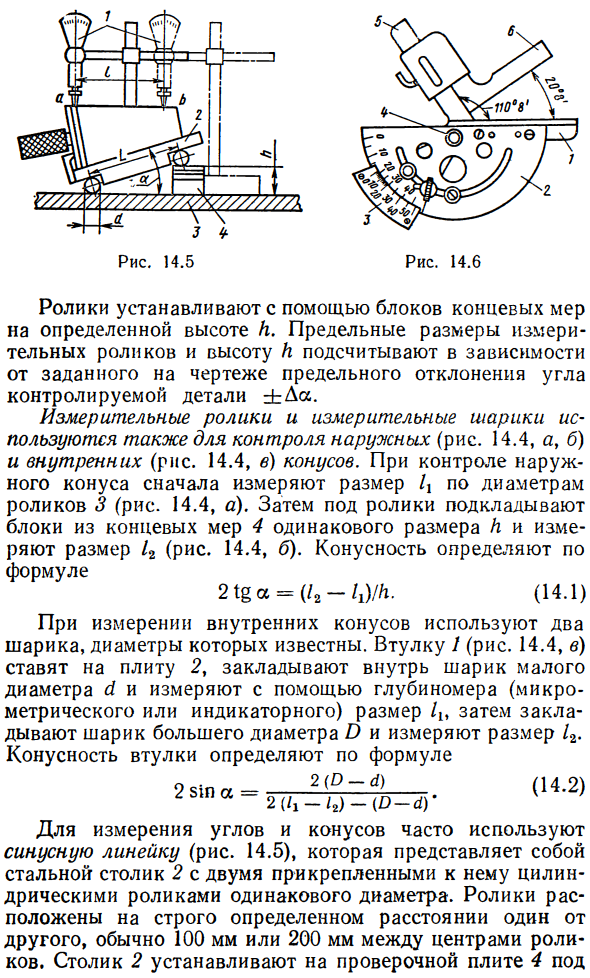
В таких случаях рекомендуется проверять угол, используя косвенный метод, используя квадраты и измерительные ролики с различными диаметрами и Lg порядка сотых долей миллиметра (Рисунок 14.3). Рисунок 14.4 Рисунок 14.6 Ролики монтируются с помощью концевых блоков на определенной высоте L. Критический размер и высота L измерительного ролика рассчитываются в соответствии с максимальным отклонением угла контролируемой детали, указанной на чертеже, да. Измерительный ролик и измерительный шарик также используются для управления внешним (рис. 14.4, а, б) и внутренним (рис. 14.4, в) конусами.
Несопряженная или свободная поверхность-это конструктивно необходимая поверхность, которая не предназначена для соединения с поверхностью других деталей. Людмила Фирмаль
При контроле внешнего конуса сначала измерьте размер 4 по диаметру ролика 3 (рис. 14.4, а). Затем поместите конец 4 измерительного блока того же размера A под валиком и измерьте размер 2 (рис. 14.4, б). Конусность определяется по формуле 2a = (2-4) L (14,1) При измерении внутреннего конуса используются два шарика известного диаметра. Поместите гильзу 1 (Рис.14.4, c) на пластину 2, поместите в нее d-шарик небольшого диаметра и измерьте глубиномер (микрометр или индикатор) размером 4.
Затем поместите шарик большого диаметра O и измерьте размер 2. Конус рукава определяется по формуле 2 (С-4) 2 (1-12) (С-4) 2 51p a = (14-2) Синусоидальная линейка часто используется для измерения углов и конусов (рис. 14.5). Это стальной стол 2, оснащенный двумя цилиндрическими роликами одинакового диаметра. Ролики расположены на строго определенном расстоянии друг от друга, обычно 100 мм или 200 мм между центрами роликов.
Таблица 2 установлена под испытательной пластиной 4. Установите угол, используя конец блока 3. Соотношение между размером L элемента мозаичного изображения и углом синусоидальной линейки определяется из соотношения. 51pa = L b. (14.3) Например, угловое отклонение датчика конической пробки определяется разницей между показаниями прибора 1 в точке 1 и точке 2 и называется расстоянием I между этими точками. Если показания прибора равны в точках a и b, угол конуса по высоте блока L может быть найден. Погрешность измерения синусоиды составляет 3 52, в зависимости от расстояния b и угла измерения.
В абсолютных измерениях угол определяется непосредственно в угловых единицах с помощью гониометра, разделенной головки, микроскопа и другого оборудования. Наиболее распространённым является гониометр Нониуса (рис. 14.6). Они состоят из фиксированной линейки, прикрепленной к полудиску 2, к которой применяется угловое деление от 0 до 120, и подвижной линейки 5, неподвижно соединенной с нониусным сектором 3. Этот гониометр может измерять углы от 0 до 180. Для измерения углов от 0 до 90 съемный квадрат 6 приккреплён к подвижной линейке 5 с помощью зажима 4.
Путём ручного поворота подвижной линейки 5 транспортир приблизительно предварительно устанавливается на предварительно определенный размер. Для точного монтажа предусмотрена подача микрометра (подвижная линейка 5 фиксируется специальными винтами). Устройство Вернье универсального транспортира по существу такое же, как устройство суппорта Вернье. Оптические гониометры также используются для измерения углов от 0 до 180 с точностью 5.
Смотрите также:
Примеры решение задач по допускам и посадкам
| Допуски метрических резьб. Посадки с натягом и переходные | Допуски трапецеидальных и упорных резьб |
| Допуски трапецеидальных и упорных резьб | Допуски на шпоночные и шлицевые соединения. Общие сведения |
