
Оглавление:

Методы и средства измерения и контроля цилиндрических резьб
- Сложный и дифференцированный (поэлементный) метод используется для контроля точности цилиндрической резьбы. Для резьбовых компонентов используются комплексные методы контроля, а средний допуск на диаметр является суммой. Этот метод основан на одновременном контроле среднего диаметра, шага, половины угла профиля, а также внутреннего и внешнего диаметров винта путём сравнения фактического контура резьбы с пределом. Для контроля используется ограничитель, а для управления малой резьбой — проектор.
В методе дифференцированного контроля средний диаметр, шаг и половина угла профиля проверяются индивидуально. Пригодность резьбового изделия в этом случае определяется уменьшением среднего диаметра резьбы, рассчитанного по измерениям отдельных компонентов (см. Главу 13). Дифференцированные методы управления позволяют измерять любой элемент резьбы. Устройства, которые измеряют все элементы потока, называются универсальными. Существуют также специальные приборы для измерения только одного резьбового элемента.
Социологические методы измерения показателей качества основаны на массовых опросах населения или его отдельных социальных групп, члены которых выступают в качестве специалистов. Людмила Фирмаль
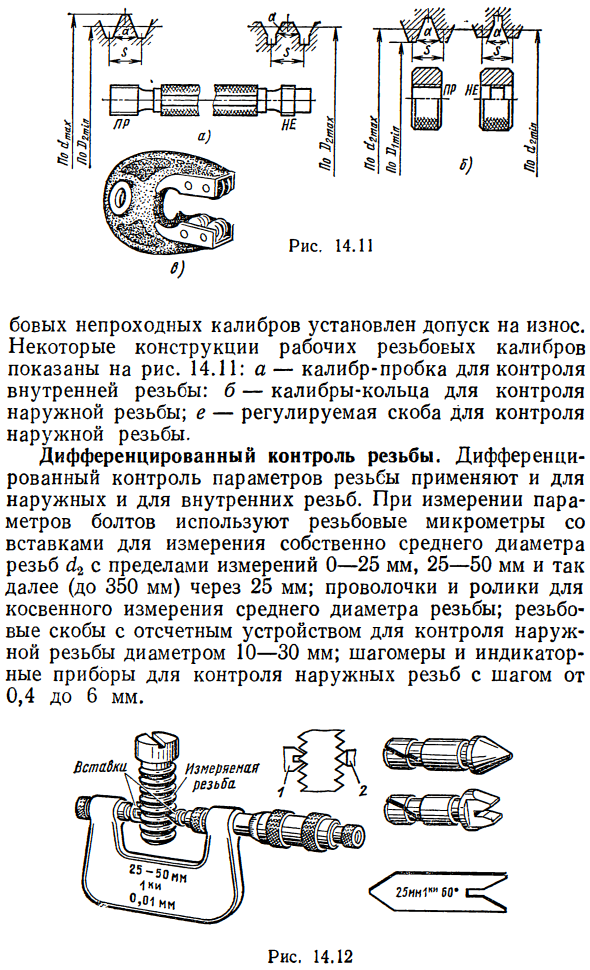
В промышленных условиях наиболее производительный и экономичный метод обычно использует комплексный метод управления резьбовыми манометрами. Датчик контроля резьбы. Комплекты для контроля цилиндрической резьбы включают в себя рабочие предельные калибры проходного (PR) и непроходного (НЕ) ограничения. Контрольный манометр (контрмер) используется для проверки или регулировки (установки) размеров рабочего калибровочного кольца или скобки. Винты, проходящие через датчик, должны быть ввинчены в проверяемые винты.
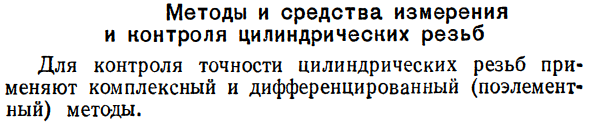
Затягивание гаек и манометров означает, что уменьшение среднего диаметра и наружного диаметра резьбы гайки не превышает установленного предела минимального размера. Затягивание калибровочной резьбы болтом указывает на то, что уменьшение среднего диаметра и внутреннего диаметра резьбы болта не превышает установленного максимального предельного размера (рис. 14.7). Измерители непроницаемой резьбы проверяют только средний диаметр резьбы. Эти датчики не должны завинчиваться с контрольной резьбой, за исключением первых двух витков болта и гайки.
Очень гладкая скоба используется для определения наружного диаметра болта, а очень гладкая скоба используется для внутреннего диаметра гайки. Рисунок 14.7 Наружная резьба (болты) проверяется с помощью резьбовых кронштейнов или резьбовых колец. Внутренняя резьба (гайка) — резьбовая пробка. Поскольку допуски для всех параметров резьбы установлены на резьбовых заглушках (ГОСТ 18107-72), контрмеры не изготавливаются, а резьбы калибровочной заглушки контролируются универсальными измерительными средствами.
Жесткие кольца PR и NOT проверяются через контрольную заглушку CRC — PR или KNE — PR, а CRC — NOT или KNE — NOT проверяются через ограничитель прохода. Первый прикручен, второй нет. счётчики калибровок U-PR и U-NOT имеют регулируемые винтовые кольца, а CRC-G1R и KNE-PR имеют регулируемые кронштейны. Проверка износа колец и скоб PR и NOT проверяются без учёта K-I и KI-калибра соответственно.
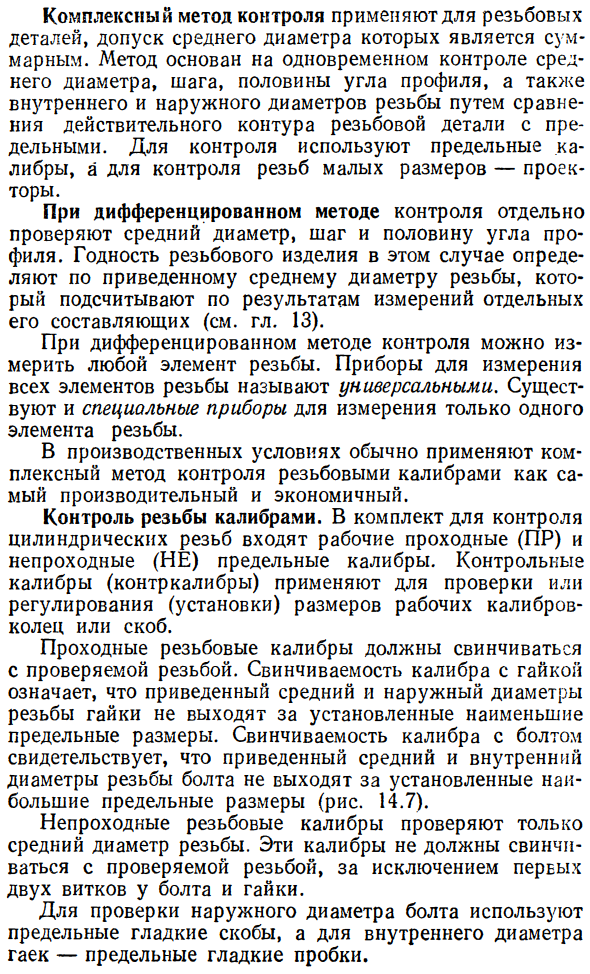
Калибр не должен быть привинчен (пропущен) с проверенным кольцом или кронштейном (винт допускается только по одному обороту с каждой стороны кольца). Манометры со сквозной резьбой (аналогично манометрам со сквозной резьбой) имеют полный профиль рабочей длины (рис. 14.8), в то время как манометры без резьбы контролируют только укорачивание профиля (см. Главу 6) и средний диаметр. Уменьшите количество оборотов, чтобы уменьшить влияние ошибки тангажа. Рисунок 14.8 Готовьте в круглых углублениях или бороздках любой формы.
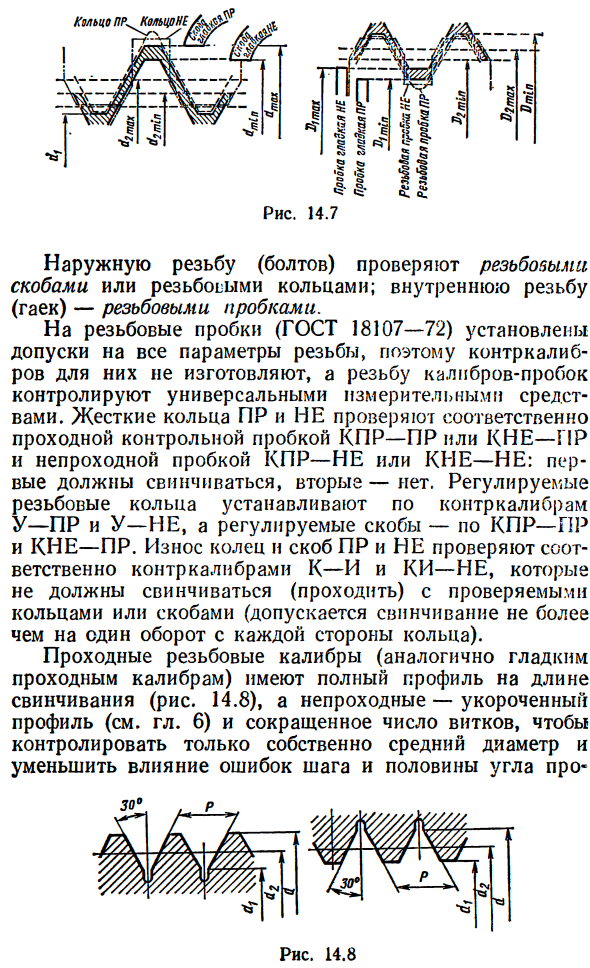
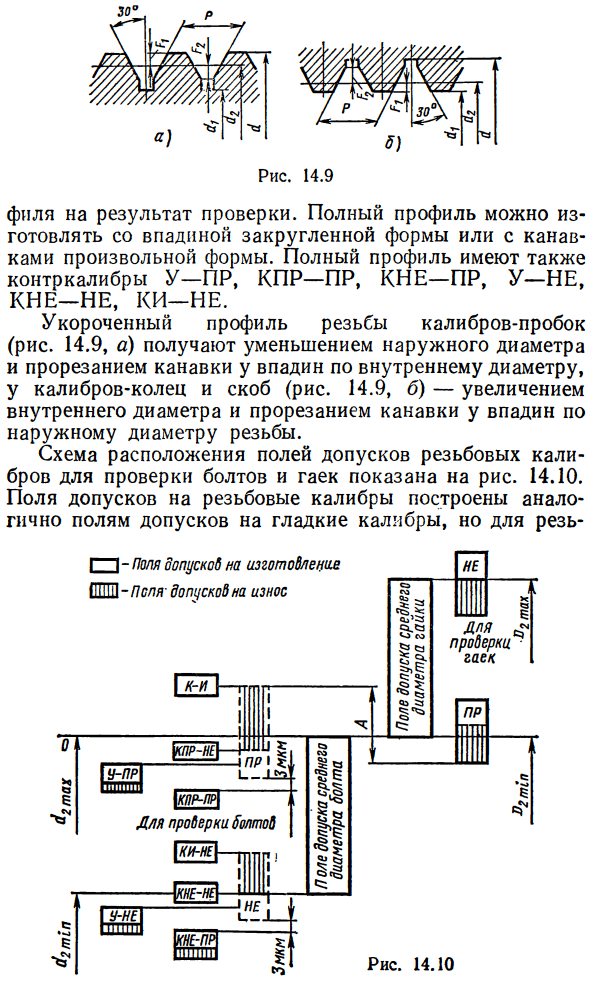
- Полный профиль также включает в себя счётчики U-PR, CRC-PR, KNE-PR, Y-NOT, KNE-NOT и KI-NOT. Укороченный профиль резьбы калибровочной пробки (рис. 14.9, а) уменьшает внутренний диаметр, обрезает паз полости по внутреннему диаметру, увеличивает внутренний диаметр калибровочного кольца и кронштейна (рис. 14.9, б), Диаметр резьбы получают путём нарезания канавки в полости вдоль. На рисунке показано расположение поля допуска резьбового манометра для проверки болтов и гаек. 10 14.
Поле допуска манометра построено аналогично полю допуска гладкого манометра, за исключением того, что резьба 0) Для неисправных датчиков установлена износостойкость. Часть конструкции рабочей резьбы калибра показана на рисунке. 14.11: Штекер для контроля внутренней резьбы: кольцевой манометр для контроля внутренней резьбы. Регулируемый кронштейн для управления электронной наружной резьбой. Дифференцированный контроль потока. Дифференциальное управление параметрами потоков используется как для внешних, так и для внутренних потоков.
Нулевая линия-линия, соответствующая номинальным размерам, а отклонение размера откладывается с графическим представлением допуска и посадки. Людмила Фирмаль
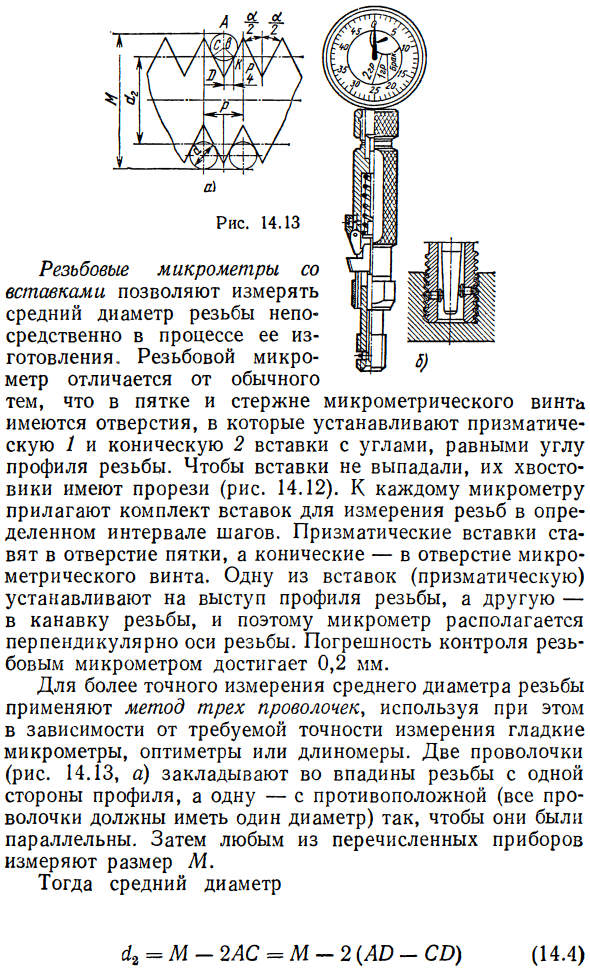
При измерении параметров болта используйте резьбовой микрометр со вставками, с пределом измерения от 0-25 мм, 25-50 мм и т. д. (До 350 мм) до 25 мм, фактическое среднее для винтов меньше 4 Измерьте диаметр. Проволока и ролик для косвенного измерения среднего диаметра пряжи. Резьбовой кронштейн с ридером для контроля наружной резьбы диаметром 10-30 мм. Шагомер и индикаторное устройство для контроля наружной резьбы с шагом от 0,4 до 6 мм. Рис. 12 14 Рисунок 14.13. С помощью резьбового микрометра со вставкой средний диаметр шнека может быть измерен непосредственно во время производства.
Микрометр винтового типа отличается от обычного Каблук и вал микрометрического винта имеют отверстия, в которые вставлены призма 1 и конус 2 с углом, равным углу профиля резьбы. Хвостовик имеет прорезь для предотвращения выпадения вкладыша (рис. 14.12). Набор вкладышей для измерения резьбы через определённые промежутки времени прикрепляется к каждому микрометру. Квадратная вставка помещается в пяточное отверстие, а коническое отверстие — в отверстие для винта микрометра.
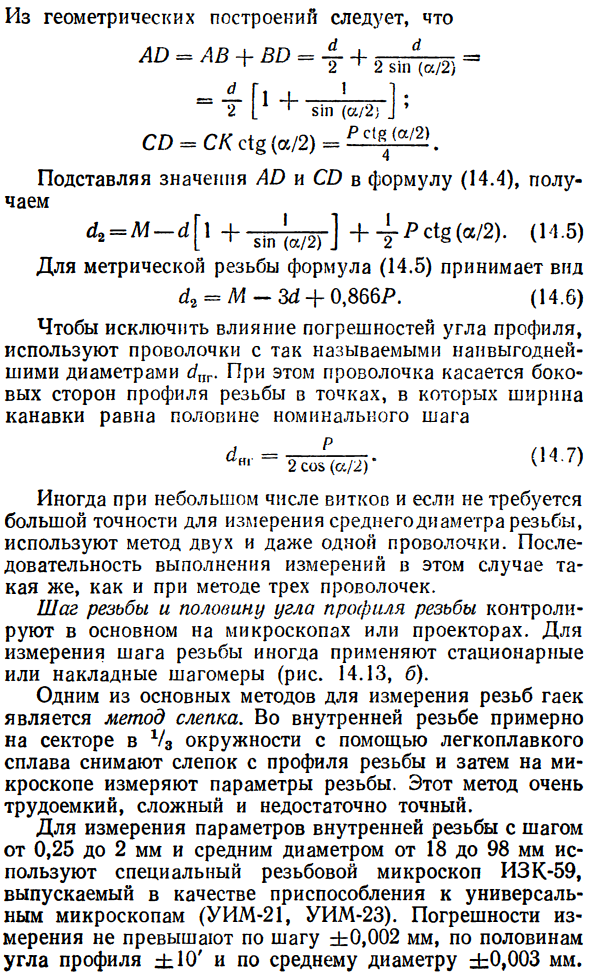
Микрометр расположен перпендикулярно оси резьбы, потому что одна из вставок (призма) установлена на выступе профиля резьбы, а другая — в канавке резьбы. Погрешность управления с помощью винтового микрометра достигает 0,2 мм. Для более точного измерения среднего диаметра нити используется трёхпроводной метод с использованием гладкого микрометра, оптометра или измерителя длины, в зависимости от требуемой точности измерения. Два провода (рис. 14.13, а) расположены параллельно углублению для резьбы на одной стороне профиля, а другой — на другой (все провода должны быть одинакового диаметра).
Затем измерьте М на одном из перечисленных устройств. Далее средний диаметр = M-2AC = M-2 (LO-CO) (14.4) Из геометрической структуры -t +; d; CO = SCc1§ (a 2) = pc aD. Подстановка значений для АО и СО в уравнении (14.4) дает: Для метрических нитей d = л, -4 + -и 5g + 4Rbs1v (2) -o-16 уравнение (14.5) дается выражением a2 = M-3 (1 + 0,866P. (14,6).) Чтобы устранить влияние ошибок угла профиля, используйте проволоку с так называемым максимальным диаметром d g, где проволока касается стороны профиля резьбы в точке, где ширина канавки равна половине номинального шага.
Иногда, когда число витков невелико и для измерения среднего диаметра нити не требуется высокая точность, используйте метод двух или одного провода. Последовательность измерений в этом случае такая же, как и для трёхпроводной системы. Половина шага нити и угол профиля нити в основном контролируются микроскопом или проектором. Для измерения шага нити можно использовать стационарные или потолочные шагомеры (рис. 14.13, б). Одним из основных способов измерения резьбы гайки является метод литья.
Возьмите оттиск из профиля резьбы с использованием легкоплавкого сплава с веерной внутренней резьбой приблизительно х 3 круга и измерьте параметры резьбы с помощью микроскопа. Этот метод очень громоздок и сложен и недостаточно точен. Специальный резьбовой микроскоп ИЗК-59, изготовленный в виде универсального микроскопа (УИМ-21, УИМ-23), предназначен для измерения параметров внутренней резьбы с шагом от 0,25 до 2 мм и среднего диаметра от 18 до 98 мм. Он будет использоваться.
Смотрите также:
Примеры решение задач по допускам и посадкам
| Допуски трапецеидальных и упорных резьб | Допуски на шпоночные и шлицевые соединения. Общие сведения |
| Методы и средства контроля и измерения углов и конусов | Допуски и посадки шпоночных соединений |
