
Оглавление:

Электрохимическая размерная обработка (ЭХО)
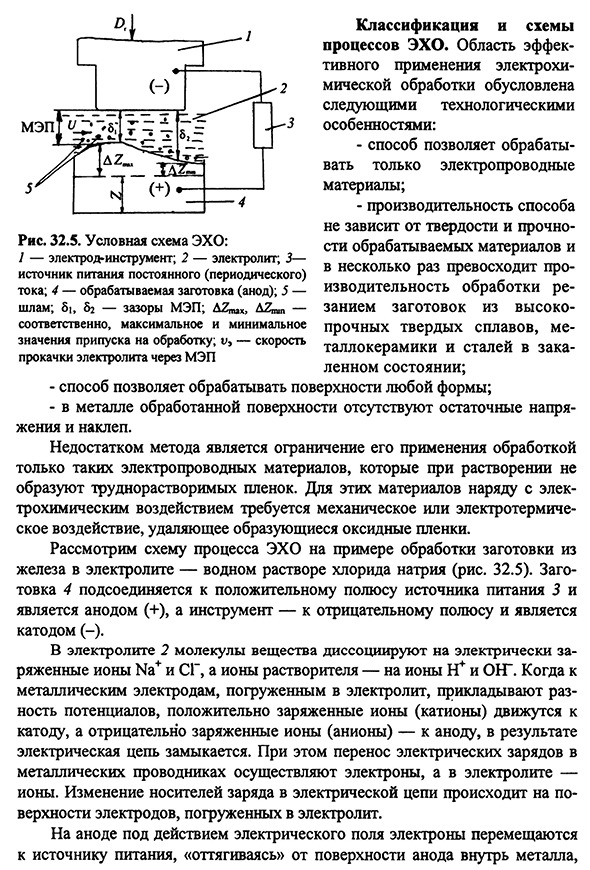
- Электрохимическая размерная обработка(Эхо) Размерное Эхо заключается в получении части требуемой геометрической формы, размера и качества поверхности путем удаления с поверхности допустимого рабочего металла слоя электрохимического растворения. Электрохимическая обработка основана на явлении анодного растворения металлов при электролизе. 603). 32.5 условный режим ЭХО: 1-электрод инструмента;2-электролит; 3-мощность постоянного (периодического) потока; 4-заготовка (анод); 5-шлам; 8/82-зазор МЭП; AZmax, AZnun — Классификация и схема Эхо-процесса.
Область эффективного применения электрохимической обработки обусловлена следующими техническими характеристиками:-данный способ позволяет обрабатывать только токопроводящие материалы; — данный способ позволяет обрабатывать только токопроводящие материалы.-
Поэтому максимальная и минимальная прочность твердых сплавов, I- Величина резерва на обработку, v, — скорость Т А Л О К Е а м и К и с т а л е й В З А К А К а. Людмила Фирмаль
Евродепутат через насос электролита — Этот метод может обрабатывать поверхности любой формы. Недостатком данного способа является ограничение его применения за счет обработки только проводящих материалов, которые не образуют нерастворимую пленку при растворении. Для этих материалов наряду с электрохимическим действием требуется механическое или электротермическое воздействие для удаления образовавшейся оксидной пленки. Рассмотрим схему процесса Эхо на примере обработки заготовок из железа в электролите, водном растворе хлорида натрия(рис. 32.5).
Заготовка 4 соединена с положительным полюсом источника питания 3, анодом ( + ), инструмент соединен с отрицательным полюсом, катодом ( -). В электролите 2 молекулы вещества диссоциируют на электрически заряженные ионы Na+и SG, а на ионы растворителя-на ионы H+И ONG. При приложении разности потенциалов к металлическому электроду, погруженному в электролит, положительно заряженные ионы (катионы) перемещаются к катоду, а отрицательно заряженные ионы (анионы) — к аноду. Изменение носителя заряда в электрической цепи происходит на поверхности электрода, погруженного в электролит. На аноде под действием электрического поля электроны перемещаются к источнику питания и «тянутся» к металлу с поверхности анода», 604 анод прямое взаимодействие молекул воды с положительными ионами в металлической сетке.
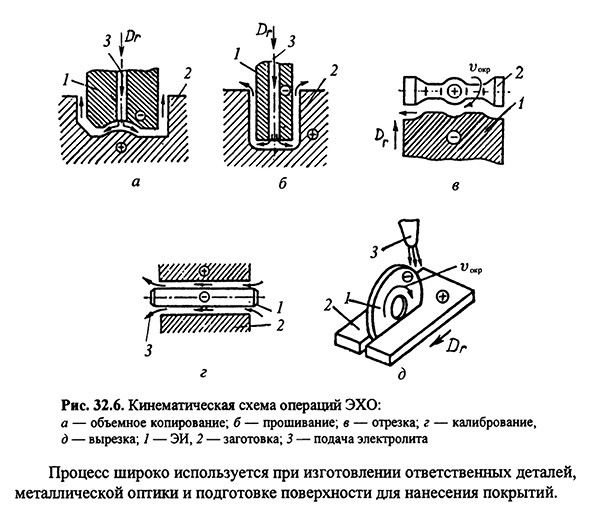
- Это явление нарушает межатомную связь приповерхностного слоя металла, вызывая переход положительных ионов металла в электролит, который является растворением анода. В электролите ионы металла анода образуют гидроксид металла Fe (OH) 2, который осаждается в виде осадка и переносится со скоростью прокачки подвижным электролитом. Кинематика Эхо-операций во многом сходна с кинематикой электроэрозионного процесса, но имеет некоторые особенности. Поэтому некоторые Эхо-операции, не требующие удаления большого количества металла, такие как полировка, калибровка, маркировка и др. может быть выполнена с неподвижным электродом(рис. 32.6). Стрелки указывают направление подачи инструмента и заготовки, а также направление движения электролита в межэлектродном промежутке. Основные процессы и параметры эхо-сигнала.
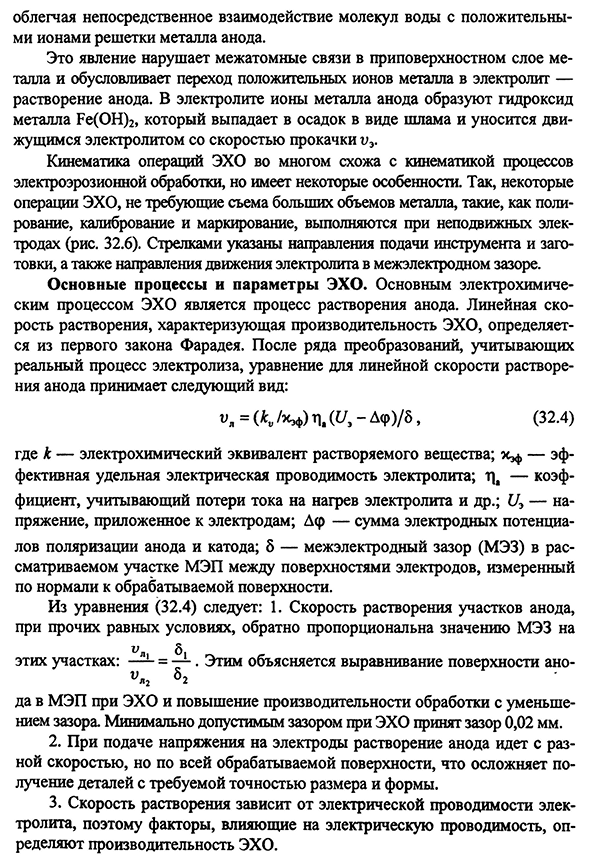
Основным электрохимическим процессом Эхо является процесс растворения анода. Линейная скорость растворения, характеризующая работу Эха, определяется из первого закона Фарадея. После ряда преобразований с учетом фактического электролитического процесса уравнение для линейной скорости элюирования анода принимает вид: p. (^, — D f)/8, (32.4) где K-электрохимический эквивалент растворенного вещества;%eff—эффективная проводимость электролита; t|a-коэффициент, учитывающий потери тока, такие как нагрев электролита.; U3-напряжение, приложенное к электроду; сумма поляризационных потенциалов электродов ДФ-анода и катода;8-электродный зазор (ОЭП) в области Меп между поверхностью электрода
совпадает с поляризацией электрода относительно обрабатываемой поверхности. Из уравнения (32.4) вытекает следующее:1. Людмила Фирмаль
Скорость растворения анодного участка обратно пропорциональна величине МЭЗ в этих участках, что остальные равны:—=—. Это описывает выравнивание поверхности ANO —%5 2 Да в Эхо МЭП и уменьшается клиренс, улучшена управляемость. Минимальный допустимый зазор при Эхо составляет 0,02 мм. 2 зазора. При подаче напряжения на электрод анод растворяется с разной скоростью, но растворяется по всей обрабатываемой поверхности, обладая необходимой точностью размеров и формы, Часть 3. Поскольку скорость растворения зависит от электропроводности электролита, факторы, влияющие на электропроводность, определяют производительность Эхо. Скорость растворения 6054 увеличивалась с увеличением напряжения.
Однако при U3=30В экспериментально установлено, что существует электрический пробой зазора, используемого в Эхо, поэтому обработка осуществляется при напряжении ~ 15 В. Проводимость электролита зависит от его состава и явлений, происходящих в электролите. Наиболее распространенным электролитом Эхо является нейтральный водный раствор неорганических солей: хлоридов, нитратов и сульфатов натрия и калия. Приготовление электролита необходимого состава и концентрации относится к основной операции Эхо. Оптимальное значение концентрации, обеспечивающее максимальное значение электропроводности электролита заданной структуры, получено в справочной литературе. Например, максимальная электропроводность электролита NaOH обеспечивается в воде, концентрация которой равна 15%. Концентрация электролита в Эхо-процессе может быть изменена за счет образующегося осадка, разрушающего Эхо-процесс и снижающего его производительность.
Постоянная концентрация электролита обеспечивается, технически, его очисткой. Для этого используют центрифугирование (действие центробежной силы), фильтрацию пористыми материалами, осаждение в специальный резервуар и очистку взвешенных воздушных пузырьков с помощью взвешенных воздушных пузырьков. На электропроводность электролита большое влияние оказывает нагрев, сопровождающий электролиз электролита проходящим током. Поэтому, если нагревать электролит из водного раствора соли один раз, его проводимость увеличивается в 2-2 раза. Когда 5% Эхо равно температуре электролита, используется прокачка электролита через МЭП под давлением, тем самым удаляя токсины.
Требуемый расход электролитического раствора v3 определяется из условия удаления электролитического продукта со скоростью, превышающей скорость образования, и в системе подачи электролита используется автоматический регулятор температуры для стабилизации температуры электролитического раствора в технической эхолотной машине давлением электролита, вводимого в раствор. Точность электрода инструмента и точность его расположения при обработке относительно оси его основного движения, неоднородность допусков заготовки и возможность участия в процессе электрохимического растворения.
Во всех случаях эхо-сигналов подвижными и стационарными приборами форма и размеры обрабатываемых поверхностей зависят от размеров ЭИ и электродных зазоров на внешней и внутренней поверхностях, поэтому их точность зависит от точности ЭИ и стабильности зазора в процессе обработки. В процессе обработки не выходит из ЭИ- 606нашивается именно в электролите, однако он может подвергаться коррозии, поэтому рабочая часть электрода выполнена из нержавеющей стали, а при использовании хорошо обработанного медного сплава поверхность ЭИ обрабатывается с двумя классами требуемой точности, повышающими коррозионную стойкость обрабатываемой детали.
Размер зазора(8) влияет на точность процесса. Если уменьшить зазор до минимально допустимого значения (0,02 мм), то получится максимальная точность. Стабильность величины зазора в Эхо-процессе зависит от режимов g и x, температуры электролита и подачи ИИ-инструмента за счет автоматизации процесса и использования специальных устройств.; Концентрация электролитов-перекачка и промывка электролитов. Снижение генетического влияния неоднородности припуска АЗ решается техническими методами.
Во-первых, усовершенствовать способ формирования металла и точность исходной детали, которая осуществляется путем метания порошка или золота. Во-вторых, при увеличении запаса обработки начальная погрешность Азмм в 6-9 раз выше-в этом случае обеспечиваются условия для выравнивания всей обрабатываемой поверхности, но это не так. Вы можете читать и читать и читать и читать и читать и писать исходный код на основе тонны. Шероховатость обработанной поверхности Эхо определяется процессом разложения материала электродной заготовки, удалением осадка, исходной шероховатостью и фазовым составом. Чистота обрабатываемой поверхности повышалась за счет увеличения плотности анодного тока, увеличения скорости прокачки под высоким давлением и снижения температуры.
Смотрите также:
| Ультразвуковая абразивная размерная обработка | Металлорежущие станки |
| Лучевые методы размерной обработки | Обрабатываемость конструкционных материалов резанием |
