
Оглавление:

Ультразвуковая абразивная размерная обработка
- Ультразвуковая размерная обработка абразива Ультразвуковая полировальная размерная обработка (УЗАО) представляет собой метод удаления хрупкого скола микрообъема заданного материала под действием импульсной ударной силы свободных абразивных частиц ультразвуковой частоты/=16 ~ 30 кГц. Общие положения и схемы обработки. Ультразвуковая абразивная обработка эффективна при обработке деталей из конструкционных материалов с низкой обрабатываемостью резанием, электрофизическими и электрохимическими методами.
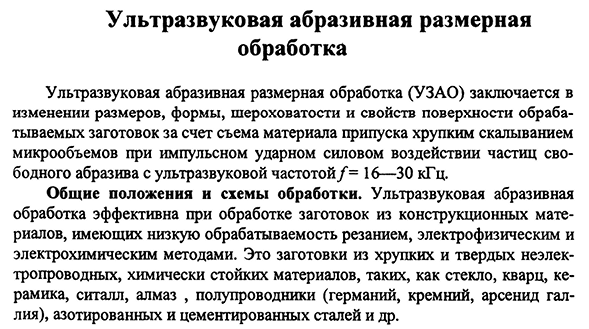
Эти можно использовать в сломленном стекле, кристалле, керамике, кристалле, Диаманте, полупроводнике (Германии, кремнии, арсениде галлия), азотированной и цементированной стали, ЕТК. 609). 32.7. Условная схема процесса УСАА: 1-заготовка; 2-ультразвуковой инструмент;3-абразивная суспензия Этот процесс использует энергию ультразвуковой вибрации(фиг. 32.7). Заготовку 1 помещают в ванную комнату под инструмент 2. Абразивная суспензия 3, состоящая из абразива и воды, подается в зону обработки под поливом или давлением. Основным движением при обработке
ультразвуком является продольная вибрация торца инструмента с ультразвуковой частотой и амплитудой переменного тока. Людмила Фирмаль
Движение инструмента против заготовки является вспомогательным движением подающего ДСИ, которое может быть различным: ДС^продольным, ДС ^ поперечным и ДС^круговым (при вращении деталей или инструментов). В процессе обработки инструмент может использоваться в течение 1-60Н. обеспечивает постоянное вдавливание абразивных частиц на поверхность заготовки с одинаковой силой. Вибрирующий конец инструмента, который падает на абразив, передает им энергию вибрации, и при наличии острой поверхности частицы разрушают частицы из хрупкого материала заготовки.
Явление кавитации, возникающее в жидких суспензиях под воздействием ультразвуковых колебаний, связано с интенсивным движением абразивных частиц под инструментом, заменой изношенных частиц на новые.、 Источником механических колебаний, сообщаемых прибору, является пьезоэлектрический или магнитно-электрический преобразователь, преобразующий высокочастотные электрические колебания, генерируемые специальным генератором, в механические колебания.
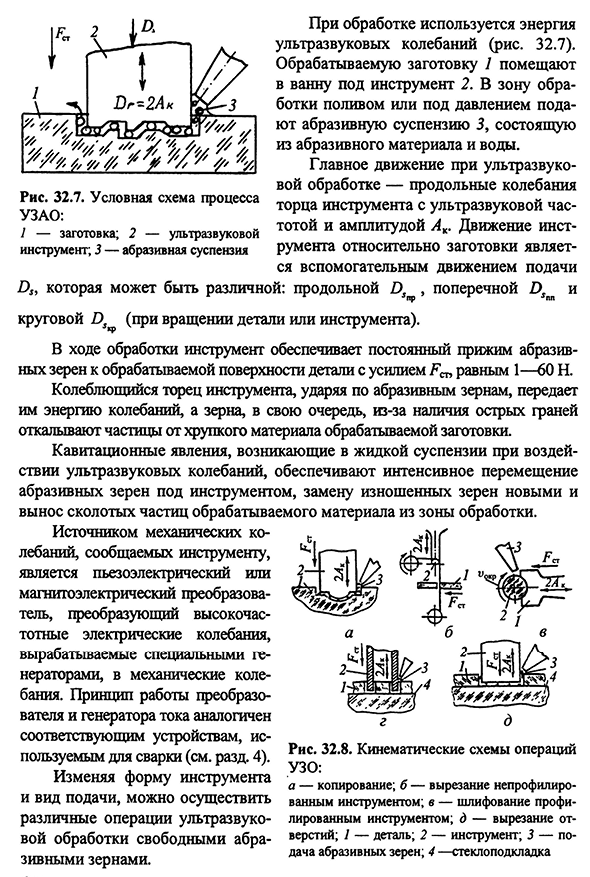
- Принцип работы преобразователя и генератора тока аналогичен соответствующему устройству, используемому для сварки (см. 4). Изменяя тип формы и подачу инструмента, можно выполнять различные операции обработки ультразвуком свободных абразивных зерен. Шестьсот десять Кинематический план работы рис 32.8 УЗО: а-копия; б-режущий спрофилированный инструмент; в-шлифовальный профильный инструмент; г-режущее отверстие;1-деталь;2-инструмент; 3-Подача абразива; 4-стеклоподкладкапо кинематике процесса УЗАО полностью идентична ЭЭО. Все схемы обработки делятся на три группы(рис. 32.8). 1. Скопируйте форму профиля инструмента, чтобы получить поверхность заготовки. Этот инструмент встраивается в заготовку по мере продвижения заготовки (рис. 32.8, а). 2.
Формирование поверхности заготовки путем взаимного переноса между заготовкой и непрофессиональным инструментом(рис. 32.8, б). 3. Формирование поверхности путем взаимного перемещения профильного инструмента и заготовки(рис. 32.8, в). Основной процесс Соединенных Штатов. Подвеска является реальным инструментом, который делает удаление материала во всех операциях УЗАО. Абразивная суспензия, используемая в УСАО, состоит из 20-40% абразива, 1-2%ингибитора-нитрата натрия (NaNO2), оставшейся воды. Высокая влажность суспензии обеспечивает циркуляцию абразива в рабочей зоне и удаляет продукты обработки.
В качестве абразивов используются эльборум(BN), алмазный порошок ©, карбид бора (B4C), карбид кремния (SiC) и электрокорунд (A12O3). Людмила Фирмаль
Основными техническими характеристиками абразива являются режущая способность алмазного порошка и режущая способность относительно размера абразивных зерен. При использовании небольшой площади (до 30 мм2) прецизионных деталей абразивная суспензия подается в рабочую зону вручную: пипеткой, щеткой или резиновой грушей. Большие площади обрабатываются принудительной подачей воды, впрыском и вакуумным всасыванием абразивных суспензий через технологические отверстия. Инструмент США представляет собой изменяемый элемент вибрационной системы. Они обеспечивают абразиву передачу ультразвуковых колебаний и в то же время быстро изнашиваются.
Форма и размеры рабочих частей инструмента для большинства формообразующих операций повторяют размеры и форму элементов заготовки. Для уменьшения количества износа инструмент изготавливают из пластика, но это достаточно твердая отожженная сталь (U8, U10, 40X, 45). Инструменты со сложными формами рабочих частей для объемных копировальных и полиграфических операций изготавливаются из латуни. Рабочий конец инструмента наиболее интенсивно изнашивается. Степень износа инструментального материала оценивается в связи с износом детали. Приблизительные значения относительного износа при обработке стального инструмента составляют 45 различных материалов: стекло-0,5-1%; керамика-2-10%; твердый сплав-40-150%.
Таким образом, при снижении хрупкости обрабатываемого материала износ инструмента увеличивается. 611 для повышения износостойкости поверхность инструмента укрепляют упрочнением, цементацией, азотированием и наклепом. X R A K t e R I s I K I R A z m e R n o y l t R a a z y K o V o y o b R A b o TK I. точность полученных размеров и величина шероховатости поверхности соответствуют значениям, полученным при шлифовании (см. стр. 582). Производительность обработки может быть оценена в линейных единицах Qn (мм/мин) или объемных единицах Qv (мм3/мин). Это зависит от свойств обрабатываемого материала, используемых абразивов, размера его частиц, способа подачи абразива, режима ультразвукового воздействия. Фактически, для определения эффективности Q » процесса USAO используют эмпирическую формулу, приведенную ниже. e,=v (X)»/, (32.5), где y-коэффициент, учитывающий тип обрабатываемого материала Значения всех коэффициентов включены в справочник УЗАО.
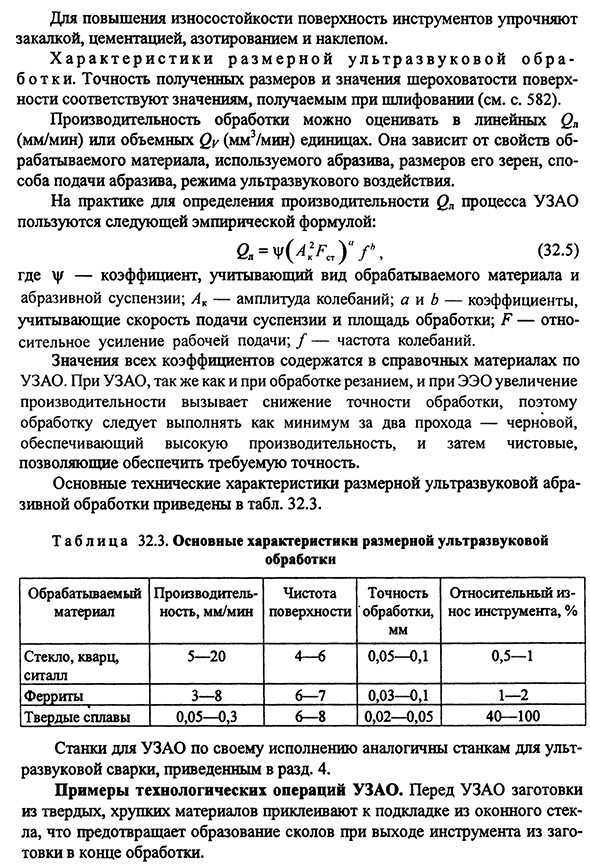
Необходимо выполнить обработку не менее чем за два прохода, так как это приведет к снижению точности обработки-черновая обработка обеспечит высокую производительность, а затем и необходимую точность. Основные технические характеристики размерной ультразвуковой абразивной обработки приведены на таблице. 32.3. Т а б л и Ц А32. 3. Основные характеристики размерной ультразвуковой обработки Обрабатываемый материал Производительность, мм / мин Отделка поверхности Точность обработки, мм Относительный износ инструмента,% Стекло, хрусталь, хрусталь 5-20 4-6 0,05–0,1 0,5–1 Феррит 3-8 6-7 0,03–0,1 1-2 твердый сплав 0, 05-0,3 6-8 0,02–0,05 40-100 машина для выполнения УЗАО напоминает машину для ультразвуковой сварки. 4. Примеры технических операций УЗАО. Перед жесткой Uzza oblank хрупкий материал приклеивается к облицовке оконных стекол, что предотвращает образование стружки, когда инструмент покидает заготовку в конце обработки.
612U l L t R a z U K o V u U s R e z K u(рис. 32.8, g) используется для формирования внешнего контура заготовки. Плоские заготовки вырезаются из пластин с помощью пустых, одноместных или многоместных инструментов. В групповой огранке часовых камней из рубинов заготовка диаметром 35 мм и толщиной 1 мм одновременно вырезается многоступенчатым инструментом в виде набора трубок. Используя абразивную эмульсию с карбидом бора, резку производят в течение 3,5 минут. У л т р а з В У К О В и п р О Ж И В К а(см. рис. 32.8, г) — наиболее распространенная операция извлечения сквозных отверстий различной формы с прямыми и криволинейными осями, пазами и пазами. Сквозное отверстие сделано с полым инструментом который нагнетает истирательный slurry под давлением через центральное отверстие. В серийном производстве для прошивки используются многоместные инструменты. Поэтому в пластине толщиной 1 мм из феррита она одновременно получает 256 отверстий в течение 1 минуты.
Это делает пользователя похожим на это:**** 32.8,C) главным образом использовано для заканчивать плоскую наружную поверхность вместо молоть алмазными резцами. Поэтому дефекты, присущие шлифованию, такие как ожоги и трещины, исключаются, достигая высокой точности-0,01 мм, повышая производительность примерно в 2 раза, шероховатость поверхности снижается. Основанная на разрушении заусенцев кавитационно-абразивная, Л Е Н Е С и С Е Н К Е В. обработка осуществляется в рабочей жидкости, в которой заготовка и абразивные зерна подвешиваются и удерживаются под действием акустического тока, возбуждаемого ультразвуковыми колебаниями. Металлические детали заусенцев, полученные методом ультразвуковой штамповки успешно режут и отливают пластмассовые детали при удалении стружки.
Смотрите также:
| Лучевые методы размерной обработки | Обрабатываемость конструкционных материалов резанием |
| Комбинированные методы размерной обработки | Электрохимическая размерная обработка (ЭХО) |
