
Оглавление:

Комбинированные методы размерной обработки
- Как совместить размерную обработку Комбинированный способ применяется одновременно в одном процессе размерной обработки заготовки несколькими (более чем двумя) традиционными способами, описанными выше, такими как химическая и механическая резка. Комбинированный метод является результатом научно-технического совершенствования процесса размерной обработки. Они повышают производительность, точность обработки и экономические показатели.
Рассмотрим возможности комбинированных методов, разработанных и освоенных промышленностью до настоящего времени, на примерах ультразвуковой резки, плазменной обработки и электрохимического шлифования. Ультразвуковая обработка (ОСМОР)включает операции точения, фрезерования, строгания, протяжки, сверления, секерования и нарезания резьбы. Ультразвуковая вибрация приложена к инструменту в направлении осевой подачи. В зависимости
от движения перемещения заготовки относительно режущей кромки они могут быть продольными, крутильными и изгибными. Людмила Фирмаль
Механизм влияния ультразвука на процесс обработки заключается в снижении сопротивления обрабатываемого материала пластической деформации в зоне стружкообразования, а также в уменьшении влияния ультразвуковых волн в зоне контакта. Под действием ультразвуковых колебаний, приложенных к инструменту, напряжение в пластически деформируемой зоне резания приобретает пульсирующие свойства. Под воздействием пульсирующих напряжений дислокации перемещаются (знаки также меняются), удаляются от препятствий и преодолевают их.
В результате дислокация не фиксируется, и в то же время количество препятствий, которые необходимо преодолеть, уменьшается, а подвижность дислокации увеличивается. И, как следствие, уменьшается сопротивление пластической деформации в зоне резания-уменьшается сила резания. Вибрация инструмента улучшает подачу Сыча в зону контакта, увеличивает скорость движения относительно обрабатываемой поверхности, снижает коэффициент трения. В результате температура в зоне контакта снижается, что препятствует образованию наростов, снижает пластическую деформацию обрабатываемой поверхности, снижает величину ее упрочнения и остаточных напряжений, снижает возможность образования трещин.
- При вращении режущая кромка колеблется перпендикулярно обрабатываемой поверхности с амплитудным значением 2A » 18 мкм. Фрезерные торцевые фрезы и торцевые фрезы используются для торсионного ультразвукового контроля и при продольной тяге. Грубая тренировка с продольно-крутильным узком… Покончено с распространением. Наиболее эффективно использование УЗК для нарезания наружной и внутренней резьбы. При нарезании резьбы метчиком и штампом это делается с наложением продольной вибрации, и можно уменьшить момент между резанием в 6-8 раз, а при обработке титана можно сделать с использованием этого метода на режущей кромке. Стандартная машина оборудованная с меняемой ультразвуковой головкой использована как оборудование ультразвукового вырезывания машины. Эффективность этого метода определяется надежностью ультразвуковой головки и качеством акустических контактов.
Плазменно-механическая обработка включает локальный нагрев режущего слоя плазменной струей и последующее удаление этого слоя режущим инструментом. Основные затраты энергии при резании идут на пластическую деформацию обрабатываемого металла над поверхностью Реза. В зоне стружкообразования при пластической деформации углеродистая сталь нагревается до температуры, не превышающей 300 ° С. тепловой нагрев зоны 800-1000 ° с повышает ее пластичность. Это снижает нагрузку на силы резания и уменьшает объем металлов, участвующих в упругопластической деформации при резании.
Удаляемый при резании металл нагревается плазменным разрядом на расстоянии, кроме нагрева режущего инструмента. Людмила Фирмаль
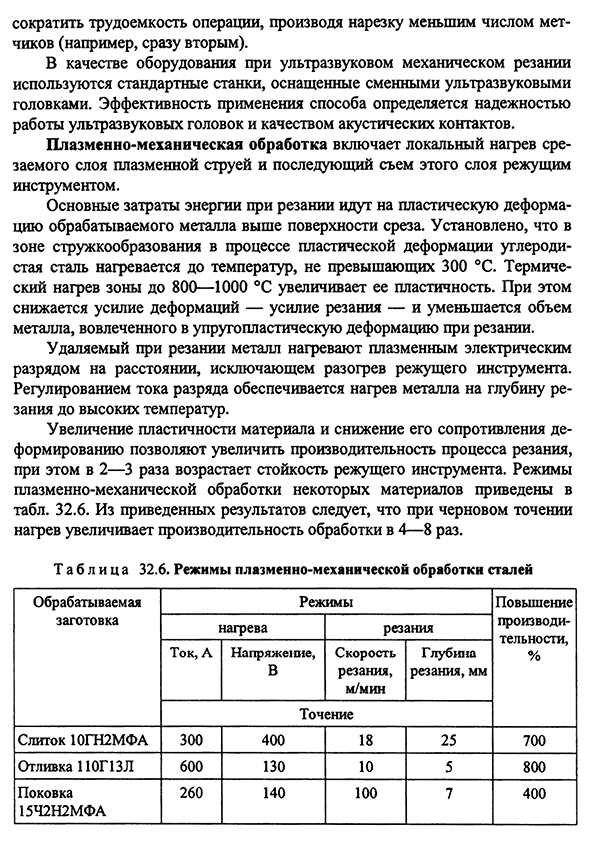
Регулируя ток разряда, металл нагревается до высокой температуры до глубины резания. Повышение пластичности материала и снижение его сопротивления деформации позволяет повысить производительность процесса резания, а также в 2-3 раза увеличить долговечность режущего инструмента. Режим плазменно механической обработки некоторых материалов приведены в таблице. 32.6 результатом является 4-8-кратное улучшение производительности обработки при грубом нагреве токарной обработки. Т а б л и Ц А32. 6. Режим плазменно-механической обработки стали Изделие Улучшена производительность в режиме,% Ток резания, напряжение, в нагрев Скорость резания, м/мин Глубина резания, мм Вращать
Слитки 10GN2MFA300 400 18 25 700 литье 110G13L600 130 10 5 800 ковка 15CH2N2MFA 260 140 100 7 400 623процесс доводки осуществляется на той же машине, без использования плазменного нагрева. Для плазменной обработки используются стандартные станки, оснащенные плазменными установками мощностью 150ква, рабочим током 200-500А, напряжением 100-270в, которые могут быть отрегулированы на плазму в плазменном троне. Электрохимическое шлифование (EHSH) выполняется проводящим алмазным или полировальным кругом на металлической связи, которая является катодом в электролите. Преимущества ЭХШ по сравнению с традиционным шлифованием заключаются в следующем:-при обработке хрупких сплавов исключаются сколы металла и растрескивание (тип UNDK35T); — прижигание производится из вязкой стали (тип 12X18N9T).)
Финишная обработка ECSH позволяет достичь максимально возможной чистоты обработки обычным методом°/. При электрохимическом шлифовании износ круга и его засолка несколько уменьшаются, обеспечивается обработка материала с образованием нерастворимой пленки, за исключением обработки материала Эхо-методом.
Смотрите также:
