
Оглавление:

Электрошлаковое литье (ЭШЛ)
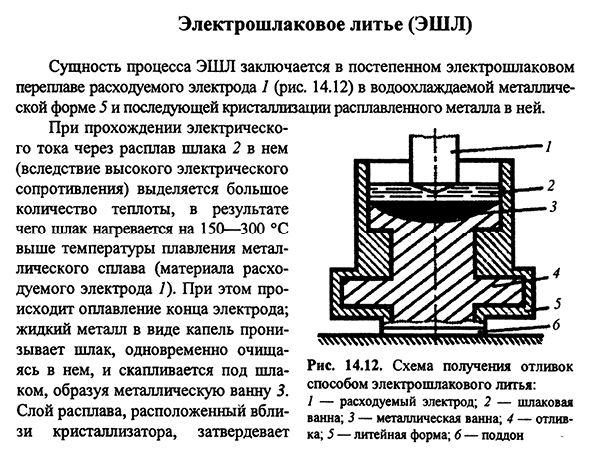
- Электрошлаковое литье(все) Суть процесса ЭСЛ заключается в том, что расходуемый электрод 1(фиг. 14.12) водоохлаждаемый металл образуется в 5 и последующей кристаллизации расплавленного металла, содержащегося в нем.
При прохождении электрического тока через расплавленный шлак 2 в нем выделяется большое количество тепла (за счет его высокого электрического сопротивления), в результате чего шлак плавится от температуры плавления металлического сплава (материала расходуемого электрода 7). в этом случае
конец электрода расплавляется, и жидкий металл в форму Слой расплава, Людмила Фирмаль
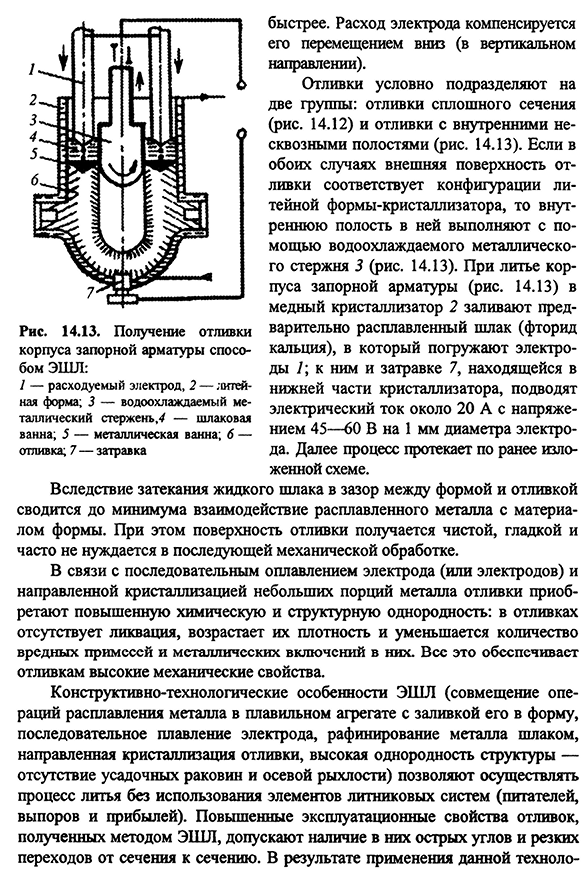
расположенный рядом с пресс-формой, затвердевает Механизм получения отливки методом литья рис 14.12 Электрошлаком:1-расходный электрод;2-шлаковая ванна;3-металлическая ванна; 4-отливка; 5-Тип; 6-поддоны 357 страниц. 14.13 получить отливки корпуса клапана всеми способами: 1-расходуемый электрод, 2-кристаллизатор; 5 — водоохлаждаемый металлический стержень,4-шлаковая ванна;5-металлическая ванна;
6-литье; 7-грунтовка Быстрее расход электрода компенсируется его перемещением (в вертикальном направлении). Отливки условно делятся на две группы: отливки непрерывного сечения(рис. 14.12) и отливок с внутренними непроникающими полостями(рис. 14.13). В обоих случаях, если наружная поверхность отливки соответствует конфигурации кристаллизатора, то внутренняя полость в ней будет заполнена охлаждаемыми водой металлическими стержнями 3
- (рис. 14.13). При отливке корпуса клапана (рис. 14.13) в аппарат кристаллизации меди 2 заливают предварительно расплавленный шлак (фтористый кальций), погружают электроды 7; на них и на затравку 7, расположенную в нижней части кристаллизатора, подают ток 20 мм с диаметром электрода 45-60В при напряжении 1-10а. Далее процесс протекает по вышеуказанной схеме. Поскольку расплавленный шлак поступает в зазор между кристаллизатором и отливкой, взаимодействие между расплавленным металлом и материалом кристаллизатора сводится к минимуму.
В этом случае поверхность отливки чистая и гладкая, и часто не требует дополнительной обработки. В связи с непрерывным плавлением электрода (или электрода) и направленной кристаллизацией небольшой части металла отливка приобретает повышенную химическую и структурную однородность: в отливке отсутствует разжижение, все это придает отливке высокие механические свойства. Конструктивно-технические характеристики ЭСЛ (совмещение операции плавки металла в плавильном оборудовании, заливка его в кристаллизатор, последовательная плавка электрода, выплавка металла шлаком,
улучшаются эксплуатационные характеристики отливки, полученной литьем ЭСЛ, Людмила Фирмаль
и становится возможным переход острого угла и острого угла от поперечного сечения. В результате применения данной техноло — 358gii увеличивает коэффициент использования металла. Этот способ позволяет успешно заменить большое количество операций, выполняемых ковкой, штамповкой и сваркой при изготовлении большого количества ключевых деталей. При электрошлаковом литье используются мелкие отливки массой несколько десятков граммов (зубные протезы) и крупные отливки массой до 100 тонн и более (валки для холодной прокатки, сосуды сверхвысокого давления, коленчатые валы и т. д.).
Смотрите также:
| Структура и фазовый состав литейных жаропрочных никелевых сплавов | Литье выжиманием |
| Физико-химические основы направленной кристаллизации сплавов | Непрерывное и полунепрерывное литье |
