
Оглавление:

Непрерывное и полунепрерывное литье
- Непрерывное и полунепрерывное литье Непрерывная разливка-это процесс получения протяженной разливки путем свободного заливания расплавленного материала в водоохлаждаемую форму (кристаллизатор) и вытягивания сформованной части отливки, и этот способ называется полунепрерывной разливкой, если существует ограничение на подачу металла (время или вес).
Исходя из расположения пресс-формы и технической оси процесса (направления вытяжки заготовки), непрерывное (полунепрерывное) литье разделяют по горизонтали и вертикали. При горизонтальном литье Литейный металл сначала поступает в специальный металлический приемник (например, в литейную печь)
и уже оттуда в кристаллизатор, поэтому окисление и загрязнение шлаковыми включениями вертикального литья более эффективно при производстве полых работ. Людмила Фирмаль
2 (Рис. 14.11) делится на металлические (из меди, алюминия, стали)или графитовые. В последнем случае используется монолитная или полая графитовая вставка. Благодаря высокому сочетанию тепловых свойств графита(термостойкость, высокая
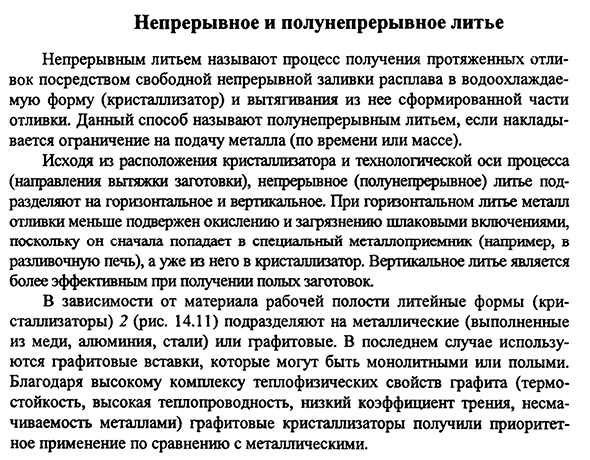
теплопроводность, низкий коэффициент трения, сопротивление металла), графитовый кристаллизатор является предпочтительным по сравнению с металлическим. 355ft & Я Рис 14.11. Схема установки непрерывного горизонтального литья:1-передаточная печь;2-Пресс-форма (пресс-форма); 3-закаленная часть отливки;4-ролик для волочения отливки;5-пила (резец)
- Внутренняя рабочая полость кристаллизатора, находящаяся в непосредственном контакте с расплавом, охлаждается водой(рис. 14.11). Он формирует контуры будущей отливки в соответствии с конфигурацией ее поперечного сечения. При выборе расширенного размера кристаллизатора учитываются теплопроводность и технические характеристики литейного материала, а также площадь его поперечного сечения.
Так, для литья сплавов на основе алюминия и меди используются кристаллизаторы диаметром до 300 мм, а сталь и чугун заливаются в более длинную форму (в 3-5 раз). В кристаллизаторе имеется большой температурный градиент в поперечном сечении отливки, что создает условия для ее последовательного затвердевания. В этом случае завершение коагуляции происходит либо в кристаллизаторе, либо уже вне его. Для того чтобы регулировать скорость кристаллизации отливки(по ее периметру), слой теплопроводной пасты, особенно в зазоре между графитовой вставкой и корпусом кристаллизатора (кристаллизатора),
обычно толщина этого слоя постепенно изменяется от минимального значения (верхняя зона отливки) до максимального значения (нижняя). Людмила Фирмаль
При затвердевании вне кристаллизатора жидкое ядро удерживается в нем в течение некоторого времени, активно отдавая свое тепло его поверхностному слою. При отсутствии интенсивного внешнего охлаждения, это может привести к резкому нагреву поверхности. По мере удаления от кристаллизатора жидкое ядро отливки охлаждается, и механизм кристаллизации изменяется от непрерывного к объемному, изменяя свойства продукта. Для риса. 14.11 показана схема монтажа для горизонтального литья. Плавление формы 2 происходит из передаточной печи 1, отливки 3, затвердевающая часть (обычно в прерывистом режиме) вытягивается из формы 2 роликом 4, литьевой пилой (или резцом)
5.In процесс непрерывной разливки чугуна, скорость волочения (его продолжительность составляет 1-10 секунд) 356 варьируется в пределах 3,3-33 мм/с. Полунепрерывная разливка основана на получении отливки в одном цикле с прерыванием подачи расплава, необходимой для подготовки последующего цикла разливки. Преимуществами метода непрерывной разливки являются: неограниченная длина разливки; равномерность свойств разливки по длине; повышенная плотность металла; распознавание направления затвердевания; точность стробирования.
К недостаткам данного способа литья можно отнести: Возможность изготовления отливок не очень сложной конфигурации; ограниченный ассортимент выпускаемой продукции. Способ непрерывного (или полунепрерывного) литья включает широкий диапазон размеров (до диаметра 1000 мм) втулок для втулок дизельных двигателей, заготовок для гаек, шестерен, прокатных валков.
Смотрите также:
| Электрошлаковое литье (ЭШЛ) | Центробежное литье |
| Структура и фазовый состав литейных жаропрочных никелевых сплавов | Литье выжиманием |
