
Оглавление:

Литье выжиманием
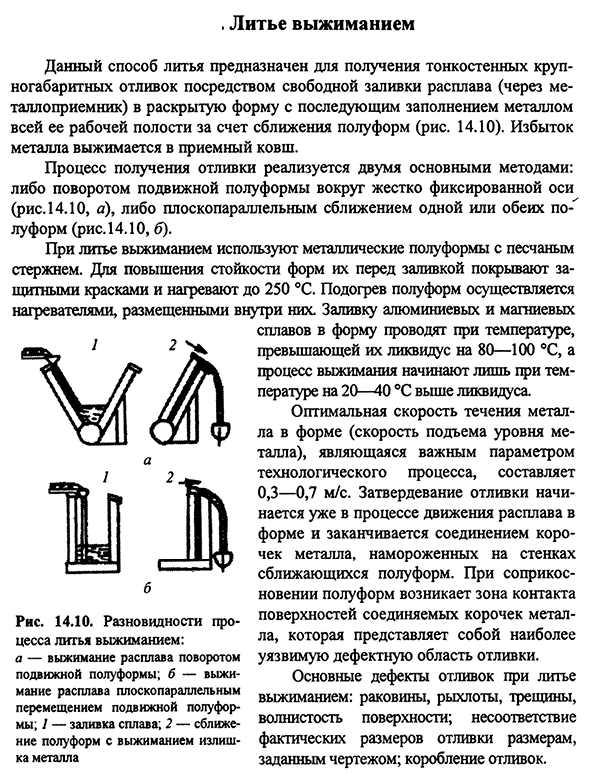
- Диафрагма литья Рис 14.10 разновидности процесса литья под давлением: а-выдавливание расплава вращением управляемой полуформы; б-перемещение полуформы; 1-заливка сплава; 2-фокусировка полуформы с выдавливанием избыточного металла.
Данный способ литья предназначен для получения тонкостенных крупногабаритных отливок путем свободного заливания расплава в открытую форму(через металлический ресивер), а затем полу-14.10). Дополнительный металл выдавливается в приемное ведро.
Процесс получения отливок осуществляется двумя основными способами: жестко закрепленной осью(Fig. Людмила Фирмаль
By поворот подвижной полуформы вокруг 14.10, А) или плоскопараллельное приближение одной или обеих полуформ(фиг. 14.10 б). В отливке путем отжимать, использован металл полу-тип с штангой песка. Для повышения стойкости форм их перед заливкой покрывают защитной краской и нагревают до 250°С.
заливка алюминиевых и магниевых сплавов в формы происходит при температурах выше 80-100 ° с их жидкой фазы, а процесс отжима проводят при температуре 20-40 ° с выше жидкой фазы.
- Оптимальный расход металла (скорость повышения уровня металла), являющийся важным параметром технологического процесса, составляет от 0,3 до 0,7 м/с. при контакте полуформы на поверхности соединяемой корки металла имеется контактная зона, представляющая собой наиболее уязвимую область дефекта отливки.
Основные дефекты отливки при литье на сжатие: оболочка, рыхлость, трещины, волнистость поверхности; неправильное совмещение фактических размеров отливки с размерами, указанными на чертеже. Отливка выжимкы 354litem главным образом состоит из сплава алюминия (AL2, AL4, AL9, AL4M, AL34, AL23-1) и магния (ML5, ML6).
Однако крупногабаритные отливки панельного и оболочечного типа (например, детали холодильников и теплообменников и др.).) Людмила Фирмаль
Магниевые сплавы подвержены окислению и образованию мелких камней, поэтому из алюминиевых сплавов получают размеры 1,0-2,5 м и толщину стенки 1,5-5,0 мм. Преимуществами метода прессового литья являются возможность получения крупных тонкостенных отливок, отсутствие литниковой системы, а также возможность выдавливания металла во взвешенную форму (при температуре между твердой фазой и жидкой фазой). Недостатки способа литья: из-за неправильной стыковки половинной формы снижается размерная точность отливки(по сравнению с литьем в металлические формы); низкая стоимость подходящей отливки (25-50%).
Смотрите также:
| Непрерывное и полунепрерывное литье | Литье с кристаллизацией под давлением |
| Электрошлаковое литье (ЭШЛ) | Центробежное литье |
