
Оглавление:

Характеристика и взаимозаменяемость кинематических резьб
- Кинематическая резьба, используемая для винтовых пар, имеет гарантированный зазор на сопряженных поверхностях. Зазор должен содержать смазку, уменьшать трение, компенсировать температурную деформацию и создавать единый контакт профиля по бокам профиля резьбы. Основным показателем точности винтовой пары является разница между фактическим и теоретическим смещением одной из парных частей в осевом направлении.
В отличие от затягивания винта, необходимо иметь высокое сопротивление, чтобы автоматически ослабить винт, и важно уменьшить трение кинематической резьбы. Пониженный коэффициент трения для трапецеидальных винтов = cos (a 2) (где — коэффициент трения) составляет 40%, на 15% больше для прямоугольной резьбы, чем для прямоугольной, но прямоугольные резьбы сложны в изготовлении Низкая прочность и износостойкость. В соединениях с трапецеидальной резьбой гайки, которые приземляются на наклонной стороне профиля (в среднем диаметре), правильно центрируют деталь.
Зазор среднего диаметра резьбы уменьшает площадь поперечного сечения срезаемой поверхности или получается вместо резкого. Людмила Фирмаль
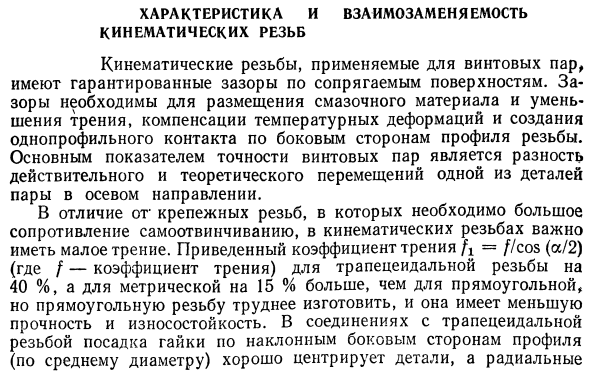
Основной зазор (ход длины метра) можно выбрать, затянув разрезную гайку, но это невозможно с помощью прямоугольного винта. Трапециевидный винт. ГОСТ 9484 81 (СТ СЭВ 146 78) Трапецеидальная винтовая система допуска и соответствия с одним входом, ГОСТ 24739 81 (СТ SEV 185-79). Трапецеидальный винтовой допуск поля номинального профиля и положения Это показано на рисунке. 12,9. Основными отклонениями являются средний диаметр однопоточных винтов -s, e, § и H, многопоточных -s, e и средний T ±, внутренний А наружный диаметр винта с гайкой -N, для наружного L и внутреннего диаметра болта d3 -d.
Верхнее предельное отклонение наружного диаметра гайки, максимальное отклонение от индивидуального шага и угла профиля не установлены. Допуск среднего диаметра трапециевидного винта является общим. Для однопоточных и многопоточных полей допускаются точный класс, средний класс и грубый класс, а длины грима делятся на две группы: нормальный N и длинный b. Посадка используется только в лунке. Пример задания точности нескольких потоков: Тг20X4 (Р2) — задание поля допуска 8е-потока. Tg 20×4 (P2) —8H.
- Спецификация поля допуска гайки; Tg 20×4 X (P2) -8Н 8 8 — посадочное обозначение (№ 4-нить, P-ступенька, 2- Шаг номер). Примеры спецификации точности однониточной резьбы: Tg 40 X X 6-7e, Tg 40X6-7H, Tg 40X6-7H 7e. Упорная нить. Упорные резьбы используются в механизмах с большими односторонними давлениями (домкраты, винтовые прессы, устройства давления рабочего стола прокатного стана, поперечины гидравлического пресса и соединения колонн и т. Д.). Профиль и основные размеры этой резьбы регламентируются ГОСТ 10177 82 (СТ СЭВ 1781 79).
Чтобы уменьшить момент трения, необходимо использовать рабочий угол профиля y = 0, но он был равен 3 ° в основном по техническим причинам (фрезерование резьбы на токарном станке и более благоприятные условия резания Это возможно). Угол наклона профиля составляет P = 30 °. Резьбовое отверстие имеет округлую форму для уменьшения концентрации напряжений и увеличения динамической прочности. Постоянные резьбовые и посадочные системы с профилями и основными размерами по ГОСТ 10177 82 регламентируются ГОСТ 25096 82 (СТ СЭВ 2149 80).
Вращая стрелку против часовой стрелки, показания индикатора прибавляются к длине блока конечной меры, в противном случае они вычитаются. Людмила Фирмаль
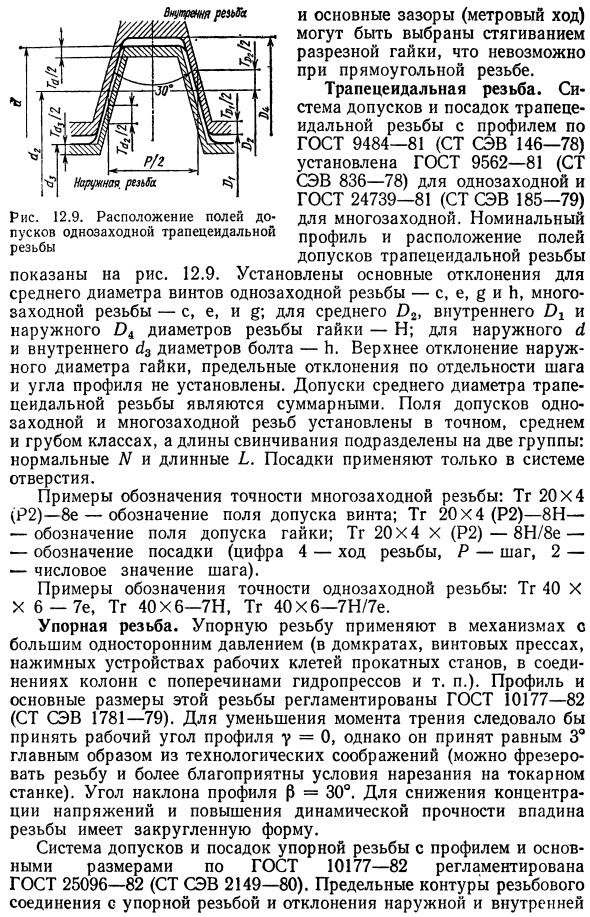
Ограничение контуров резьбовых соединений с использованием постоянных резьб и внешних и внутренних отклонений нить Нить показана на рисунке. 12,10. Положение поля допуска охватываемого винта со средним диаметром 0 * определяется по основному отклонению b. Гарантированный зазор среднего диаметра обеспечивается увеличением среднего диаметра наружной резьбы — основное отклонение A2 обеспечивается. Чтобы получить зазор между внутренним и наружным диаметрами L-резьбы 23, присваивается основное отклонение I, и на O, N. формируется полоса допуска диаметра нити.
Степень точности (допуск) и главное отклонение. В этом стандарте указаны диаметры 4 и 2. Допуск на точность 4, диаметр c ^, Л3 и точность 7, 8 и 9. Средний диаметр и допуск O2 являются суммами. Длина подпружиненной подпитки подразделяется на нормальную N и длинную b (показано в спецификации). Обозначение поля допусков резьбы допусков состоит только из обозначения поля допусков среднего диаметра, то есть числового значения, соответствующего степени точности и буквы основного отклонения, например, 8b, 7A2. Для символов резьбы обозначение поля допуска должно соответствовать обозначению размера резьбы допуска: 836X6-7b, 836 X6BN-811, 836X6-7A2. Резьбовые соединения указаны в долях, например, 836 X 6-7A2 7I.
Смотрите также:
| Влияние отклонений диаметров резьбы | Трапецеидальная резьба |
| Влияние отклонения шага и половины угла профиля резьбы | Упорная резьба |
