
Оглавление:

Трапецеидальная резьба
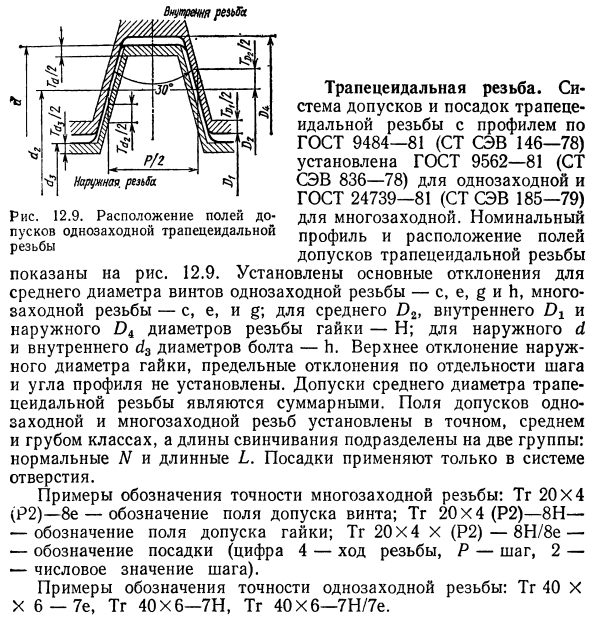
- ГОСТ 9484 81 (СТ СЭВ 146 78). Трапецеидальная винтовая система допуска и соответствия с одним входом, ГОСТ 24739 81 (СТ SEV 185-79). Трапецеидальный винтовой допуск поля номинального профиля и положения. Это показано на рисунке. 12,9.
Грубое считывание производится с помощью весов и нониуса 3, а точное-на микрометрической головке 4, расположенной на конце стержня. Людмила Фирмаль
Основными отклонениями являются средний диаметр однопоточных винтов -s, e, § и H, многопоточных -s, e и средний T ±, внутренний А наружный диаметр винта с гайкой -N, для наружного L и внутреннего диаметра болта d3 -d. Верхнее предельное отклонение наружного диаметра гайки, максимальное отклонение от индивидуального шага и угла профиля не установлены.
- Допуск среднего диаметра трапециевидного винта является общим. Для однопоточных и многопоточных полей допускаются точный класс, средний класс и грубый класс, а длины грима делятся на две группы: нормальный N и длинный b. Посадка используется только в лунке.
Экономическая эффективность стандартизации в основном определяется сокращением ассортимента продукции до определенного разумного минимума и выбором наиболее разумного решения из всех возможных минимальных решений. Людмила Фирмаль
Пример задания точности нескольких потоков: Тг20X4 (Р2) — задание поля допуска 8е-потока. Tg 20X4 (P2) —8H- Спецификация поля допуска гайки; Tg 20×4 X (P2) -8Н 8 8 — посадочное обозначение (№ 4-нить, P-ступенька, 2- Шаг номер). Примеры спецификации точности однониточной резьбы: Tg 40 X X 6-7e, Tg 40X6-7H, Tg 40X6-7H 7e.
Смотрите также:
| Влияние отклонения шага и половины угла профиля резьбы | Упорная резьба |
| Характеристика и взаимозаменяемость кинематических резьб | Методы и средства контроля и измерения точности цилиндрических резьб |
